Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 36259
Опубліковано: 27.10.2008
Автори: Голуб Денис Михайлович, Славинський Руслан Леонідович, Катренко Віктор Трофимович, Волков Дмитро Анатолійович
Формула / Реферат
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини шихтою, формують жолоб у трубку та виконують багатократне волочіння заповненої трубки, який відрізняється тим, що під час виготовлення на дріт впливають змінним поздовжнім магнітним полем з індукцією 0,9...1,1 Тл та періодом пульсацій 0,1...1 с та одночасно накладають вібрації з частотою 50...100 Гц, при цьому дріт послідовно пропускають через формуючу фільєру, циліндричну котушку індуктивності з постійною густиною намотки, вакуумну трубку з розрідженим повітрям, калібруючу фільєру, волочіння ведуть з сумарними деформаціями 70...95 % й одиничними деформаціями 5...10 % на першому переході та 10...20 % на наступних переходах.
Текст
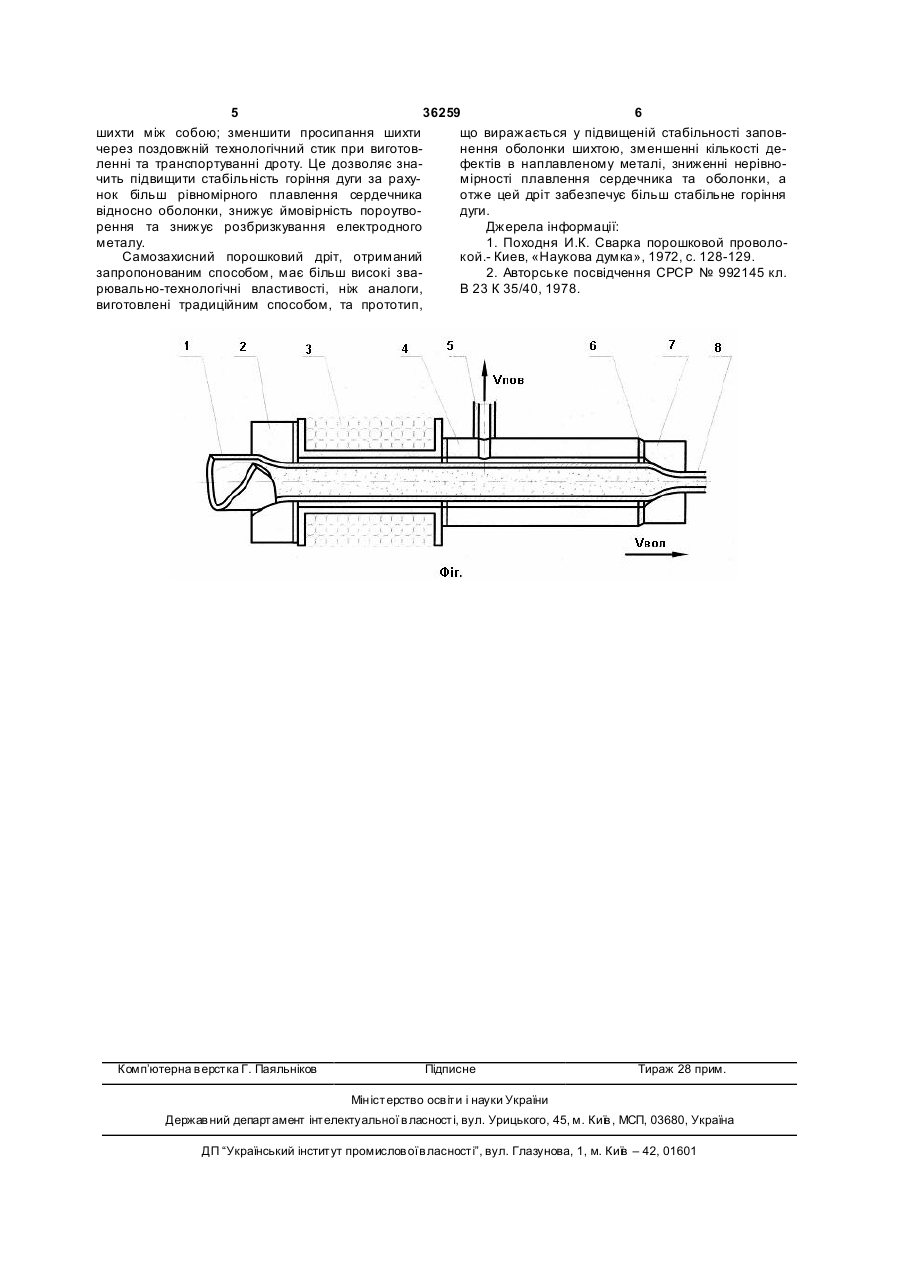
Спосіб виготовлення самозахисного порошкового дроту, під час якого виконують формування холоднокатаної металевої стрічки у жолоб, заповнюють жолоб на 65±5 % об'єму порожнини ших 3 36259 4 лений метал забруднюється неметалічними вклюються через оболонку та шихту дроту. При цьому ченнями. Вказані вийде фактори можуть призвовиникає МРС, а феромагнітні частки шихти утводити до недопустимого зниження його службових рюють ланцюжки вздовж магнітних силових ліній. та те хнологічних характеристик. Напрямок силових ліній надає спрямований рух Загальними суттєвими ознаками відомого спочасточок шихти. Таким чином, МРС поліпшує собу вигото влення порошкового дроту й того, що транспортування до оболонки дроту феромагнітзаявляється є те що підчас виготовлення самозаних часток ши хти. хисного порошкового дроту виконують формуванПісля котушки індуктивності 3 дріт пропусканя холоднокатаної металевої стрічки у жолоб, зають через трубку 4, яка через штуцер 5 під'єднана повнюють жолоб на 65±5% обсягу порожнини до вакуумного насосу, за допомогою якого у порошихтою, формують жолоб у трубку та виконують жнині трубки шляхом відкачування повітря зі швибагатократне волочіння заповненої трубки. дкістю Vпов утворюють розрідження повітря для В основу корисної моделі поставлено задачу більш щільного заповнення дроту ши хтою. Відкапідвищення якості самозахисного порошкового чування повітря з оболонки дроту здійснюється дроту та його зварювально-технологічних властичерез його стик, який після формуючої філь'єри ще востей в широких діапазонах режимів зварювання не щільно зімкнений. Розріджене повітря у оболошляхом додаткового ущільнення сердечника та нці дроту утворює перепад тиску на межах вальпокращення електро- та теплопровідності від обоцювання, це у свою чергу утворює потік повітря до лонки до центру сердечника, що б забезпечило оболонки через порожнину жолоба. зниження пороутворення у шві, поліпшення фізиПідчас формування дроту на систему «філь'єко-механічних властивостей металу шва, технолора - котушка індуктивності - вакуумна трубка» нагічних та службових характеристик. кладають вібрації з частотою 50-100 Гц (джерело Поставлена задача вирішується за рахунок товібрацій на Фіг. умовно не показане). При цьому го, що для підвищення продуктивності процесу виникає додаткова рухливість часток шихти між виготовлення та якості порошкового дроту підчас собою у магнітному полі. При одночасному наклавиготовлення на нього впливають змінним поздоденні вібрацій, пульсаціях магнітного поля та вжнім магнітним полем з індукцією 0,9...1,1 Тл та створенні розрідження повітря підвищується щільперіодом пульсацій 0,1...1 с та одночасно накланість заповнення оболонки шихтою (як відносно дають вібрації з частотою 50...100 Гц, при цьому великими металевими частками, так і пилоподібдріт послідовно пропускають через формуючу фіними неметалевими), знижується злипання метальєру, циліндричну котушку індуктивності з постійлевих часток ши хти у відносно великі фракції, ною густиною намотки, вакуумну трубку з розрізменшується загальна комкуватість ши хти. Після дженим повітрям, калібруючу фільєру, волочіння цього дріт пропускають через ущільнюючу філь'єведуть з сумарними деформаціями 70...95% й ру 6 зі швидкістю Vпов , після чого дріт перетягують одиничними деформаціями 5...10% на першому через калібруючі філь'єри до потрібного діаметра переході та 10...20% на наступних переходах.. (для дослідного зразка виконували перетягування Волочіння дроту ведуть на однобарабанному дроту до діаметра 0 2,0 мм), отримуючи готовий стані, який обладнаний спеціальним пристроєм, дріт 7. Усі елементи установки з'єднані між собою схема якого представлена на Фіг. За допомогою через ущільнюючі прокладки 8. формуючих роликів (на Фіг. умовно не показані) з В результаті спільної дії вказаних вище факметалевої стрічки заданих розмірів формують жоторів поліпшується заповнення оболонки шихтою, лоб 1, у який за допомогою дозатора (умовно не відбувається сепарація феромагнітних часток шипоказаний) засипають шихту на 65±5% обсягу похти концентрично до оболонки. Феромагнітні частрожнини жолоба. Після чого заготовку у вигляді ки концентруються у напрямку від центру сердечжолоба, заповнену ши хтою подають до формуючої ника до оболонки дроту. Пилоподібна неметалева філь'єри 2. У процесі завальцьовування на виході фракція шихти буде витіснена від оболонки до з формуючої філь'єри 2 заготовку дроту з неущіцентру сердечника, а отже від поздовжнього техльненою шихтою піддають впливу змінного поздонологічного етика також. Це зменшує просипання вжнього магнітного поля з індукцією 0,9-1,1 Тл та шихти крізь зазор етика при виготовленні та періодом пульсацій 0,1-1 с від котушки індуктивнотранспортуванні дроту. При цьому збільшується сті 3. Котушку підключають до джерела живлення число поверхонь контакту між металевими компочерез тиристорний переривач, що керується елекнентами, розташованими у відносній близькості до тронною схемою з регульованими часозадаючими оболонки. При зварюванні це збільшує тепло- та тригерами та узгоджуючими елементами. електропровідність у напряму від оболонки до Склад шихти порошкового дроту обирають з центру сердечника. Лінії протікання струму будуть феромагнітними компонентами з умови необхіднопроходити ближче до центру сердечника, поліпго легування, розкислення наплавленого металу шуючи його прогрів струмом. При цьому буде збіта достатнього газового захисту, але не менш ніж льшуватися тепловий потік від внутрішньої повер10% феромагнітних компонентів та не більш ніж хні оболонки до центру сердечника в результаті 85% загальної кількості металічної складової від чого плавлення дроту буде більш рівномірним. загальної маси шихти. При меншій кількості фероОдночасний вплив вібрації, розрідження повітмагнітних компонентів ефективність способу зниря та магнітного поля дозволяє покращити заповжується, а при більшій - знижується газовий захист нення заготовки та готового дроту ши хтою (коефіпорошкового дроту при горінні дуги. цієнт заповнення Кз), підвищити стабільність Підчас проходження заготовки дроту через мазаповнення дроту за рахунок додаткового ущільгнітне поле соленоїда магнітні силові лінії замиканення шихти та більш щільного зчеплення часток 5 36259 6 шихти між собою; зменшити просипання шихти що виражається у підвищеній стабільності заповчерез поздовжній технологічний стик при виготовнення оболонки шихтою, зменшенні кількості деленні та транспортуванні дроту. Це дозволяє знафектів в наплавленому металі, зниженні нерівночить підвищити стабільність горіння дуги за рахумірності плавлення сердечника та оболонки, а нок більш рівномірного плавлення сердечника отже цей дріт забезпечує більш стабільне горіння відносно оболонки, знижує ймовірність пороутводуги. рення та знижує розбризкування електродного Джерела інформації: металу. 1. Походня И.К. Сварка порошковой проволоСамозахисний порошковий дріт, отриманий кой.- Киев, «Наукова думка», 1972, с. 128-129. запропонованим способом, має більш високі зва2. Авторське посвідчення СРСР № 992145 кл. рювально-технологічні властивості, ніж аналоги, В 23 К 35/40, 1978. виготовлені традиційним способом, та прототип, Комп’ютерна в ерстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing self-protected flux cored wire
Автори англійськоюKatrenko Viktor Trofymovych, Holub Denys Mykhailovych, Slavynskyi Ruslan Leonidovych, Volkov Dmytro Anatoliiovych
Назва патенту російськоюСпособ изготовления самозащитной порошковой проволоки
Автори російськоюКатренко Виктор Трофимович, Голуб Денис Михайлович, Славинский Руслан Леонидович, Волков Дмитрий Анатольевич
МПК / Мітки
МПК: B23K 35/02
Мітки: спосіб, дроту, порошкового, виготовлення, самозахисного
Код посилання
<a href="https://ua.patents.su/3-36259-sposib-vigotovlennya-samozakhisnogo-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення самозахисного порошкового дроту</a>
Спосіб виготовлення самозахисного порошкового дроту
Номер патенту: 31492
Опубліковано: 10.04.2008
Автори: Катренко Віталій Трофимович, Волков Дмитро Анатолійович, Старенченко Олександр Володимирович, Голуб Денис Михайлович
МПК: B23K 35/02
Мітки: виготовлення, порошкового, дроту, самозахисного, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який здійснюється шляхом формування жолоба з металевої стрічки з феромагнітного матеріалу (холоднокатана стрічка зі сталі 08кп з розмірами 0,5´12 мм), який заповнюють шихтою, що складається з феромагнітних компонентів у вигляді залізного порошку та феросплавів (феромарганець, феросиліцій, феротитан), та немагнітних шлако- й газоутворюючих компонентів, на 65±5 % обсягу порожнини жолоба,...
Склад самозахисного порошкового дроту
Номер патенту: 32719
Опубліковано: 26.05.2008
Автори: Гринь Олександр Григорович, Бойко Ігор Олександрович
МПК: B23K 35/30
Мітки: дроту, склад, самозахисного, порошкового
Формула / Реферат:
Склад самозахисного порошкового дроту, що містить стальну оболонку, заповнену плавиковим шпатом, мармуром, феротитаном, залізним порошком, який відрізняється тим, що оболонку виконано зі сталі 65Г та до складу шихти додатково введено перовськітовий концентрат, феромарганець, ферокремній, алюміній при наступному співвідношенні компонентів, % мас.: плавиковий шпат 4,0-6,0 мармур ...
Склад для самозахисного порошкового дроту

Номер патенту: 36226
Опубліковано: 27.10.2008
Автори: Гринь Олександр Григорович, Бойко Ігор Олександрович
МПК: B23K 35/30
Мітки: порошкового, самозахисного, склад, дроту
Формула / Реферат:
Склад для самозахисного порошкового дроту, що складається з оболонки і шихти, до складу якої входить плавиковий шпат, ферохром, феровольфрам, феромолібден, алюміній, феротитан, залізний порошок, який відрізняється тим, що для оболонки дроту використовують сталь 65Г та до складу шихти додатково вводять рутиловий концентрат і магнезит при наступному співвідношенні компонентів, % мас.: плавиковий шпат 2,1-2,8 ...
Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту
Номер патенту: 32664
Опубліковано: 26.05.2008
Автори: Бойко Ігор Олександрович, Гринь Олександр Григорович, Карпенко Володимир Михайлович
МПК: B23K 28/00
Мітки: дроту, порошкового, оцінки, плавлення, спосіб, рівномірності, самозахисного
Формула / Реферат:
Спосіб оцінки рівномірності плавлення самозахисного порошкового дроту шляхом його плавлення на поверхню підготовленого зразка і вимірювання величини утвореного виступу серцевини, який відрізняється тим, що плавлення дроту виконують з фіксованою величиною вильоту, після затухання дугового розряду заміряють внутрішній і зовнішній діаметр дроту, а оцінку рівномірності плавлення розраховують за виразом:A=(l/d·L/D)-1,де l - довжина...
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Шаповалов Константин Петрович, Гринь Олександр Григорович, Свиридов Олександр Володимирович, Івасенко Микола Миколайович
МПК: B23K 35/02
Мітки: порошкового, спосіб, дроту, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Попередній патент: Багатофункціональна система головного світла автомобіля
Наступний патент: Машина для риття траншей
Випадковий патент: Контактна вставка для струмознімача тролейбуса