Бойки для профілювання заготовок
Номер патенту: 100486
Опубліковано: 27.07.2015
Автори: Ніколенко Роман Сергійович, Кухар Володимир Валентинович

Формула / Реферат
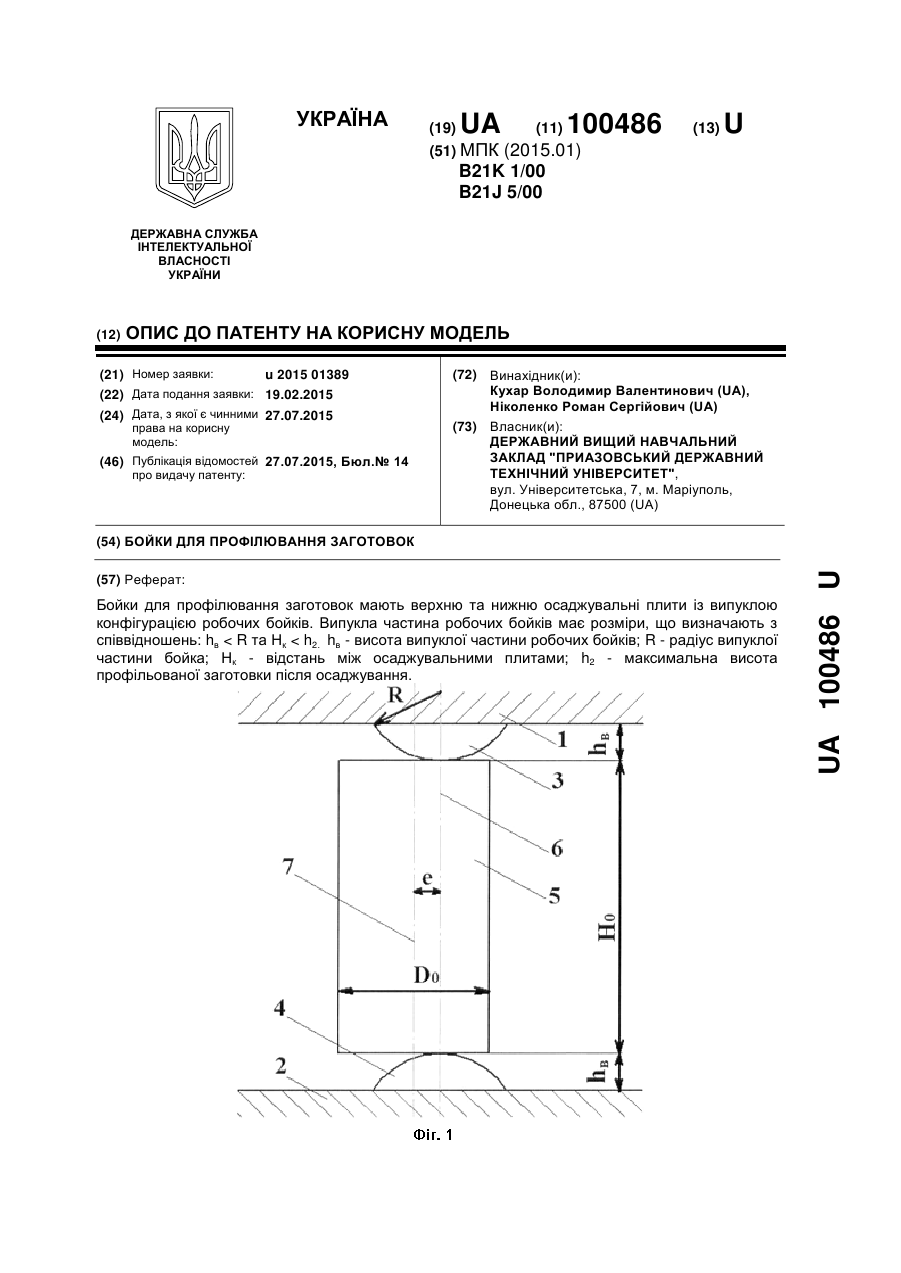
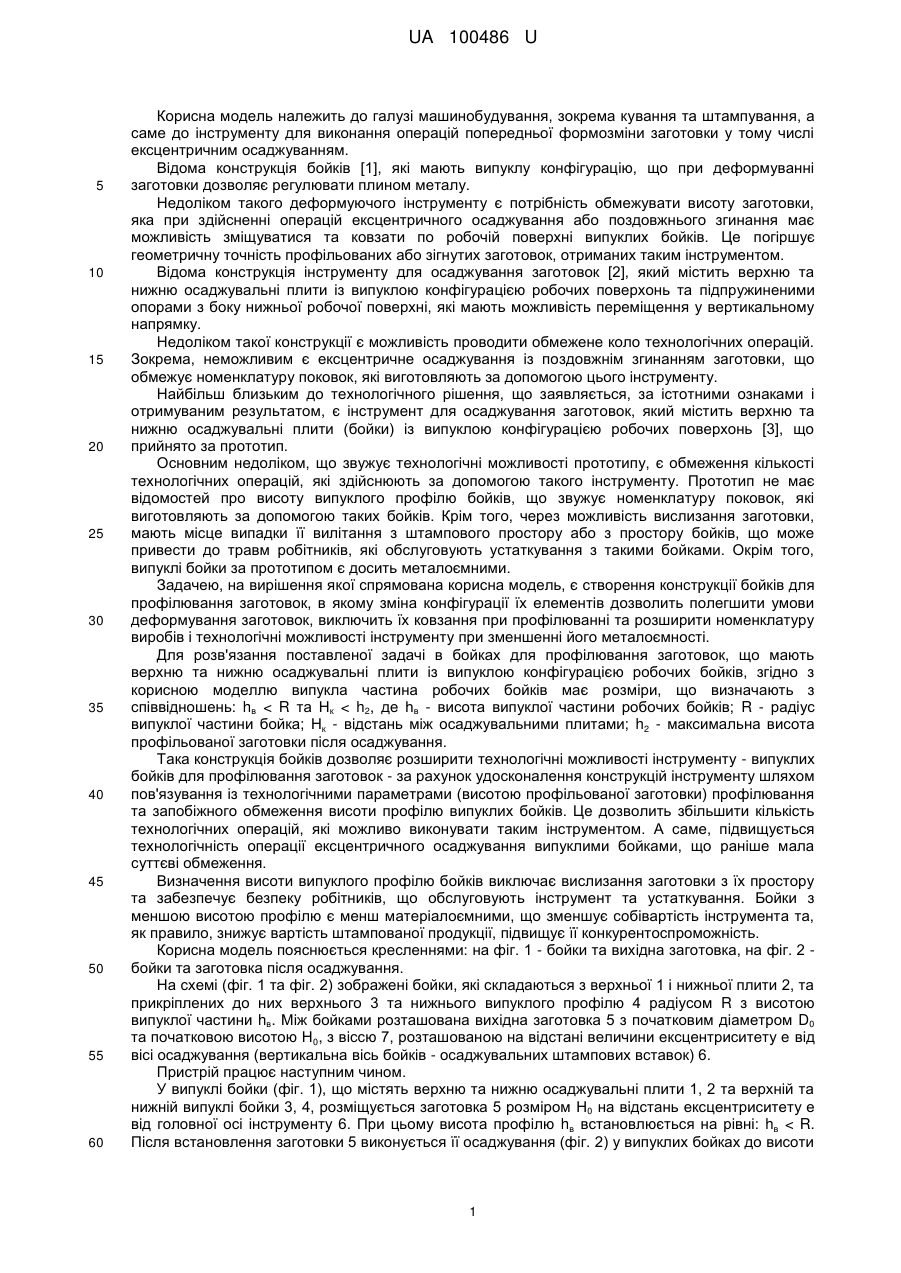
Бойки для профілювання заготовок, що мають верхню та нижню осаджувальні плити із випуклою конфігурацією робочих бойків, які відрізняються тим, що випукла частина робочих бойків має розміри, що визначають з співвідношень: hв < R та Нк < h2, де hв - висота випуклої частини робочих бойків; R - радіус випуклої частини бойка; Нк - відстань між осаджувальними плитами; h2 - максимальна висота профільованої заготовки після осаджування.
Текст
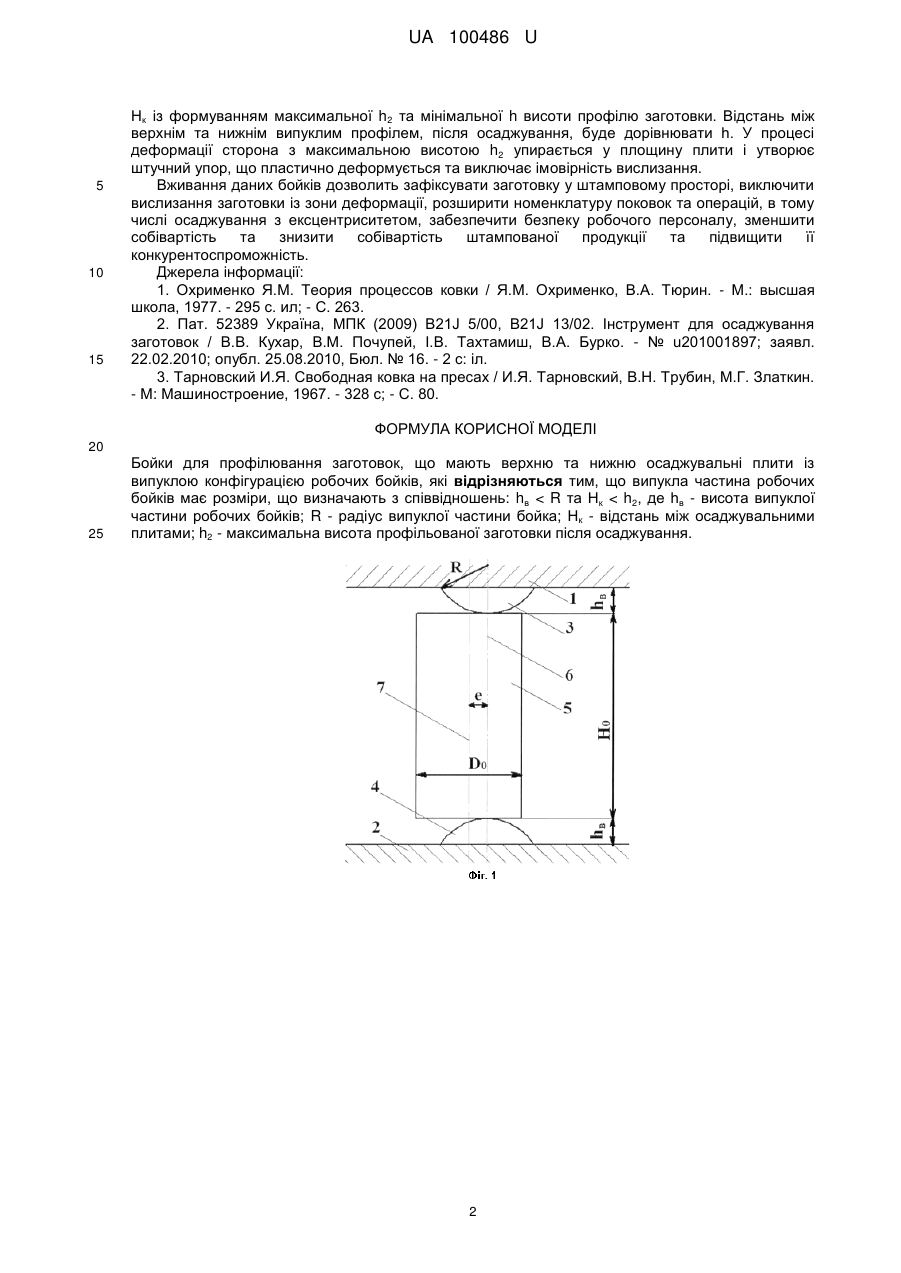
Реферат: Бойки для профілювання заготовок мають верхню та нижню осаджувальні плити із випуклою конфігурацією робочих бойків. Випукла частина робочих бойків має розміри, що визначають з співвідношень: hв < R та Нк < h2. hв - висота випуклої частини робочих бойків; R - радіус випуклої частини бойка; Нк - відстань між осаджувальними плитами; h2 - максимальна висота профільованої заготовки після осаджування. UA 100486 U (54) БОЙКИ ДЛЯ ПРОФІЛЮВАННЯ ЗАГОТОВОК UA 100486 U UA 100486 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема кування та штампування, а саме до інструменту для виконання операцій попередньої формозміни заготовки у тому числі ексцентричним осаджуванням. Відома конструкція бойків [1], які мають випуклу конфігурацію, що при деформуванні заготовки дозволяє регулювати плином металу. Недоліком такого деформуючого інструменту є потрібність обмежувати висоту заготовки, яка при здійсненні операцій ексцентричного осаджування або поздовжнього згинання має можливість зміщуватися та ковзати по робочій поверхні випуклих бойків. Це погіршує геометричну точність профільованих або зігнутих заготовок, отриманих таким інструментом. Відома конструкція інструменту для осаджування заготовок [2], який містить верхню та нижню осаджувальні плити із випуклою конфігурацією робочих поверхонь та підпружиненими опорами з боку нижньої робочої поверхні, які мають можливість переміщення у вертикальному напрямку. Недоліком такої конструкції є можливість проводити обмежене коло технологічних операцій. Зокрема, неможливим є ексцентричне осаджування із поздовжнім згинанням заготовки, що обмежує номенклатуру поковок, які виготовляють за допомогою цього інструменту. Найбільш близьким до технологічного рішення, що заявляється, за істотними ознаками і отримуваним результатом, є інструмент для осаджування заготовок, який містить верхню та нижню осаджувальні плити (бойки) із випуклою конфігурацією робочих поверхонь [3], що прийнято за прототип. Основним недоліком, що звужує технологічні можливості прототипу, є обмеження кількості технологічних операцій, які здійснюють за допомогою такого інструменту. Прототип не має відомостей про висоту випуклого профілю бойків, що звужує номенклатуру поковок, які виготовляють за допомогою таких бойків. Крім того, через можливість вислизання заготовки, мають місце випадки її вилітання з штампового простору або з простору бойків, що може привести до травм робітників, які обслуговують устаткування з такими бойками. Окрім того, випуклі бойки за прототипом є досить металоємними. Задачею, на вирішення якої спрямована корисна модель, є створення конструкції бойків для профілювання заготовок, в якому зміна конфігурації їх елементів дозволить полегшити умови деформування заготовок, виключить їх ковзання при профілюванні та розширити номенклатуру виробів і технологічні можливості інструменту при зменшенні його металоємності. Для розв'язання поставленої задачі в бойках для профілювання заготовок, що мають верхню та нижню осаджувальні плити із випуклою конфігурацією робочих бойків, згідно з корисною моделлю випукла частина робочих бойків має розміри, що визначають з співвідношень: hв < R та Нк < h2, де hв - висота випуклої частини робочих бойків; R - радіус випуклої частини бойка; Нк - відстань між осаджувальними плитами; h2 - максимальна висота профільованої заготовки після осаджування. Така конструкція бойків дозволяє розширити технологічні можливості інструменту - випуклих бойків для профілювання заготовок - за рахунок удосконалення конструкцій інструменту шляхом пов'язування із технологічними параметрами (висотою профільованої заготовки) профілювання та запобіжного обмеження висоти профілю випуклих бойків. Це дозволить збільшити кількість технологічних операцій, які можливо виконувати таким інструментом. А саме, підвищується технологічність операції ексцентричного осаджування випуклими бойками, що раніше мала суттєві обмеження. Визначення висоти випуклого профілю бойків виключає вислизання заготовки з їх простору та забезпечує безпеку робітників, що обслуговують інструмент та устаткування. Бойки з меншою висотою профілю є менш матеріалоємними, що зменшує собівартість інструмента та, як правило, знижує вартість штампованої продукції, підвищує її конкурентоспроможність. Корисна модель пояснюється кресленнями: на фіг. 1 - бойки та вихідна заготовка, на фіг. 2 бойки та заготовка після осаджування. На схемі (фіг. 1 та фіг. 2) зображені бойки, які складаються з верхньої 1 і нижньої плити 2, та прикріплених до них верхнього 3 та нижнього випуклого профілю 4 радіусом R з висотою випуклої частини hв. Між бойками розташована вихідна заготовка 5 з початковим діаметром D0 та початковою висотою Н0, з віссю 7, розташованою на відстані величини ексцентриситету e від вісі осаджування (вертикальна вісь бойків - осаджувальних штампових вставок) 6. Пристрій працює наступним чином. У випуклі бойки (фіг. 1), що містять верхню та нижню осаджувальні плити 1, 2 та верхній та нижній випуклі бойки 3, 4, розміщується заготовка 5 розміром Н0 на відстань ексцентриситету e від головної осі інструменту 6. При цьому висота профілю hв встановлюється на рівні: hв < R. Після встановлення заготовки 5 виконується її осаджування (фіг. 2) у випуклих бойках до висоти 1 UA 100486 U 5 10 15 Нк із формуванням максимальної h2 та мінімальної h висоти профілю заготовки. Відстань між верхнім та нижнім випуклим профілем, після осаджування, буде дорівнювати h. У процесі деформації сторона з максимальною висотою h2 упирається у площину плити і утворює штучний упор, що пластично деформується та виключає імовірність вислизання. Вживання даних бойків дозволить зафіксувати заготовку у штамповому просторі, виключити вислизання заготовки із зони деформації, розширити номенклатуру поковок та операцій, в тому числі осаджування з ексцентриситетом, забезпечити безпеку робочого персоналу, зменшити собівартість та знизити собівартість штампованої продукції та підвищити її конкурентоспроможність. Джерела інформації: 1. Охрименко Я.М. Теория процессов ковки / Я.М. Охрименко, В.А. Тюрин. - М.: высшая школа, 1977. - 295 с. ил; - С. 263. 2. Пат. 52389 Україна, МПК (2009) B21J 5/00, B21J 13/02. Інструмент для осаджування заготовок / В.В. Кухар, В.М. Почупей, І.В. Тахтамиш, В.А. Бурко. - № u201001897; заявл. 22.02.2010; опубл. 25.08.2010, Бюл. № 16. - 2 с: іл. 3. Тарновский И.Я. Свободная ковка на пресах / И.Я. Тарновский, В.Н. Трубин, М.Г. Златкин. - М: Машиностроение, 1967. - 328 с; - С. 80. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Бойки для профілювання заготовок, що мають верхню та нижню осаджувальні плити із випуклою конфігурацією робочих бойків, які відрізняються тим, що випукла частина робочих бойків має розміри, що визначають з співвідношень: hв < R та Нк < h2, де hв - висота випуклої частини робочих бойків; R - радіус випуклої частини бойка; Нк - відстань між осаджувальними плитами; h2 - максимальна висота профільованої заготовки після осаджування. 2 UA 100486 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: бойки, заготовок, профілювання
Код посилання
<a href="https://ua.patents.su/5-100486-bojjki-dlya-profilyuvannya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Бойки для профілювання заготовок</a>
Інструмент для осаджування заготовок
Номер патенту: 52389
Опубліковано: 25.08.2010
Автори: Почупєй Володимир Миколайович, Тахтамиш Іріна Всеволодівна, Бурко Вадим Анатолійович, Кухар Володимир Валентинович
МПК: B21J 5/00, B21J 13/02
Мітки: інструмент, заготовок, осаджування
Формула / Реферат:
1. Інструмент для осаджування заготовок, який містить верхню та нижню осаджувальні плити із випуклою конфігурацією робочих поверхонь, який відрізняється тим, що з боків нижньої робочої поверхні розташовані підпружинені опори з можливістю переміщення у вертикальному напрямку і висотою, яка є рівною висоті цієї поверхні.2. Інструмент за п. 1, який відрізняється тим, що осаджувальні плити виконані складеними з основної та випуклої...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: заготовок, оправка, гвинтових, спосіб, профілювання, здійснення
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 71441
Опубліковано: 10.07.2012
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Олендер Володимир Михайлович
МПК: B21D 11/06
Мітки: заготовок, кованих, спосіб, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюється шляхом редукування смугової заготовки з використанням ротаційно-кувальної машини.
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 73010
Опубліковано: 10.09.2012
Автори: Олендер Володимир Михайлович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, гвинтових, спосіб, кованих, виготовлення
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюють шляхом радіального обтискування смугової заготовки з використанням радіально-кувальної машини.
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Сєдов Анатолій Олександрович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: машини, заготовок, кування, радіально-кувальній, чотирибойковий, спосіб
Формула / Реферат:
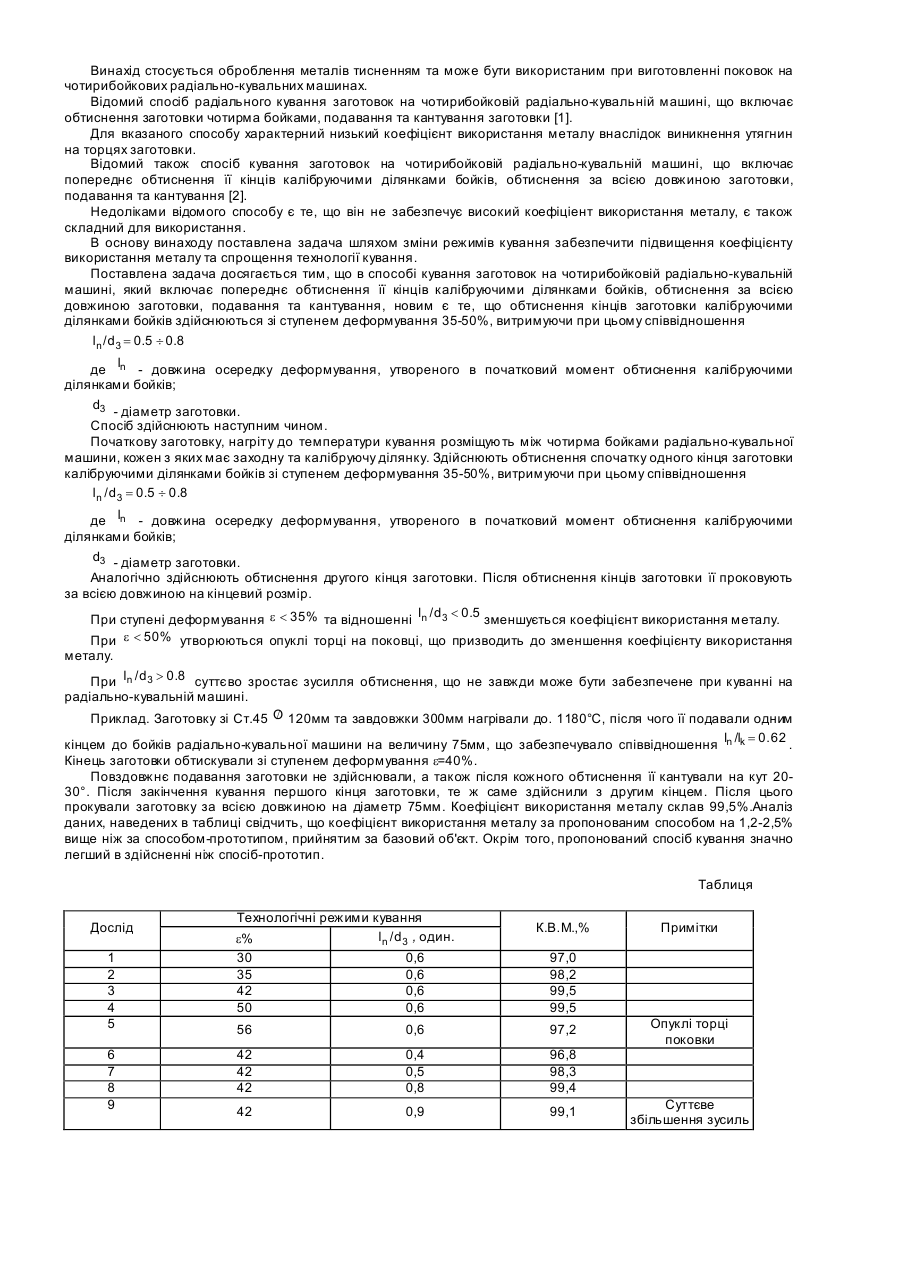
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Попередній патент: Віброзбуджувач з регулюванням амплітуди коливань
Наступний патент: Швейна машина для незрячих
Випадковий патент: Система з гнучким парируванням наслідків відмов