Спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини


Формула / Реферат
1. Спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини, за яким змінюють щонайменше один параметр міжвалкового проміжку, утвореного парою валків, який відрізняється тим, що як змінюваний параметр міжвалкового проміжку беруть швидкість тихохідного валка з пари валків, що утворюють міжвалковий проміжок.
2. Спосіб за п. 1, який відрізняється тим, що додатково змінюють величину міжвалкового проміжку і забезпечують сталість витрати перероблюваного матеріалу крізь міжвалковий проміжок.
Текст
Реферат: Спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини, за яким змінюють щонайменше один параметр міжвалкового проміжку, утвореного парою валків. Як змінюваний параметр міжвалкового проміжку беруть швидкість тихохідного валка з пари валків, що утворюють міжвалковий проміжок. UA 101300 U (54) СПОСІБ РЕГУЛЮВАННЯ ТЕМПЕРАТУРИ МАТЕРІАЛУ В МІЖВАЛКОВОМУ ПРОМІЖКУ ВАЛКОВОЇ МАШИНИ UA 101300 U UA 101300 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до валкового обладнання для перероблення полімерів, еластомерів, пластмас і гумових сумішей, зокрема до процесів вальцювання й каландрування термопластичних матеріалів. Якість продукції, одержуваної в результаті вальцювання та каландрування термопластичного матеріалу, істотно залежить від температурного режиму його перероблення. При цьому перероблення термопластичних матеріалів, особливо термочутливих, здійснюють у відносно вузькому діапазоні температур, вихід за межі якого погіршує якісні показники одержуваної продукції. Температурний режим процесів вальцювання та каландрування зазвичай забезпечують за рахунок регулювання температурі робочих поверхонь валків, що утворюють міжвалковий проміжок валкової машини (вальців або каландра). Так, найбільш близьким за технічною суттю до пропонованого технічного рішення є спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини, за яким змінюють щонайменше один параметр міжвалкового проміжку, утвореного парою валків, при цьому як змінюваний параметр міжвалкового проміжку беруть температури робочих поверхонь валків, що утворюють міжвалковий проміжок [Лукач Ю.Е., Рябинин Д.Д., Метлов Б.Н. Валковые машины для переработки пластмасс и резиновых смесей. - М.: Машиностроение, 1967. - С. 140142]. Зазначений спосіб дає змогу регулювати температуру матеріалу в міжвалковому проміжку валкової машини, проте він характеризується значною інерційністю. Зміна температури робочих поверхонь валків, а отже і відповідна зміна температури термопластичного матеріалу зазвичай здійснюється за десятки секунд. Крім цього, внаслідок високій в'язкості термопластичних матеріалів зміна температури по всьому їх об'єму відбувається переважно теплопровідністю, що також призводить до істотного уповільнення зміни їх температури. Беручи до уваги, що швидкість перероблення матеріалів на валкових машинах (у першу чергу на каландрах) досягає 100 м/с і більше, це призводить до одержання значної кількості продукції невисокої якості. В основу пропонованої корисної моделі поставлено задачу вдосконалити спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини, який забезпечує зменшення часу зміни температури перероблюваного матеріалу по всьому його об'єму, що забезпечує одержання продукції високої якості. Поставлена задача вирішується тим, що в способі регулювання температури матеріалу в міжвалковому проміжку валкової машини, за яким змінюють щонайменше один параметр міжвалкового проміжку, утвореного парою валків, згідно з корисною моделлю, новим є те, що як змінюваний параметр міжвалкового проміжку беруть швидкість тихохідного валка з пари валків, що утворюють міжвалковий проміжок. У найприйнятнішому прикладі реалізації способу додатково змінюють величину міжвалкового проміжку і забезпечують сталість витрати перероблюваного матеріалу крізь міжвалковий проміжок. Процеси вальцювання й каландрування характеризуються значною енергоємністю, що пов'язано, в першу чергу, з великою в'язкістю перероблюваних термопластичних матеріалів. Так, сумарна потужність приводних електродвигунів вальців і каландрів часто перевищує десятки кіловатів. Під час перероблення механічна потужність, що підводиться до валків, витрачається на деформування перероблюваного матеріалу і розсіюється в ньому у вигляді теплової енергії дисипації· Енергія дисипації залежить від багатьох параметрів процесу перероблення, але в першу чергу - від коефіцієнта фракції в міжвалковому проміжку (відношення швидкостей робочих поверхонь тихо- і швидкохідного валків) [Мікульонок І.О. Моделювання обладнання технологічних ліній для перероблення пластмас і гумових сумішей на базі валкових машин. - К.: НТУУ "КПІ", 2013. - С. 84-86]. При цьому, на відміну від зміни температури матеріалу за рахунок регулювання температур робочих поверхонь валків, регулюванням зазначеної температури за рахунок коефіцієнта фрикції величина дисипативної складової енергетичного балансу валкової машини змінюється майже миттєво зі зміною коефіцієнта фрикції. При цьому зміна температури матеріалу в цьому разі відбувається не поступово від робочих поверхонь валків всередину об'єму матеріалу за рахунок теплопровідності, а одразу по всьому об'єму матеріалу, що сприяє швидкій зміні температурного режиму процесу перероблення. Натепер у практиці вальцювання й каландрування термопластичних матеріалів зміною коефіцієнта фрикції в міжвалковому проміжку регулюють лише ступінь змішування компонентів пластмас і гумових сумішей [Лукач Ю.Е., Рябинин Д.Д. Смесительные машины для пластмасс и резиновых смесей. - Μ.: Машиностроение, 1972. - С. 114-116] і аж ніяк не температурний режим зазначених процесів. 1 UA 101300 U 5 10 15 20 25 30 35 40 45 50 55 Регулювання температури матеріалу саме за рахунок зміни швидкості тихохідного валка з пари валків, що утворюють міжвалковий проміжок, майже не тільки унеможливлюють небажаний неконтрольований перегрів матеріалу, але й перевантаження приводу валків, оскільки в разі зміни швидкості тихохідного валка за умови збереження постійної швидкості швидкохідного валка загальна потужність, потрібна на обертання обох валків не перевищує значення потужності для симетричного процесу (коли швидкості обох валків однакові) [Мікульонок І.О. Моделювання обладнання технологічних ліній для перероблення пластмас і гумових сумішей на базі валкових машин. - К.: НТУУ "КПІ", 2013. - С. 152-157]. Додаткове змінювання величини міжвалкового проміжку і забезпечення сталості витрати перероблюваного матеріалу крізь міжвалковий проміжок особливо важливо під час каландрування, коли потрібне виготовлення продукції певних геометричних розмірів. Приклад 1. Розглянемо процес течії термопластичної композиції для виготовлення полівинілхлоридного лінолеуму в міжвалковому проміжку вальців типу См-Пд 2400 (850/850) технологічної лінії для одержання рулонних полімерних матеріалів, зокрема лінолеуму, вальцьово-каландровим методом типу ЛПРМ 1800-1 ОМ виробництва заводу ПАТ "НВП "Більшовик" (м. Київ). Величина міжвалкового проміжку - 1,72 мм (товщина матеріалу на виході з міжвалкового проміжку - 2,0 мм); швидкість швидкохідного валка - 0,5 м/с; коефіцієнт фракції - 1,0; температура швидкохідного валка - 150 °C; температура тихохідного валка - 150 °C; температура матеріалу на вході в міжвалковий проміжок - 150 °C. Середня температура матеріалу на виході з проміжку становить 151,15 °C, а розподіл температури по поперечному перерізу матеріалу, °C: 150,00 152,19 151,95 151,39 150,70 150,14 150,70 151,39 151,95 152,19 150,00 Приклад 2. Процес перероблення аналогічний процесу, що розглянуто в прикладі 1, але за значення коефіцієнта фракції 0,8 (товщина матеріалу на виході з міжвалкового проміжку при цьому становить 1,8 мм). Середня температура матеріалу на виході з проміжку становить 151,28 °C, а розподіл температури по поперечному перерізу матеріалу, °C (перша значення відповідає температурі поверхні тихохідного валка, а остання поверхні швидкохідного валка): 150,00 152,49 152,17 151,51 150,85 150,70 151,03 151,47 151,86 151,97 150,00 Приклад 3. Процес перероблення аналогічний процесу, що розглянуто в прикладі 1, але за значення коефіцієнта фракції 0,5 (товщина матеріалу на виході з міжвалкового проміжку при цьому становить 1,5 мм). Середня температура матеріалу на виході з проміжку становить 152,02 °C, а розподіл температури по поперечному перерізу матеріалу, °C: 150,00 153,42 152,95 152,19 151,86 152,05 152,24 152,28 152,20 151,92 150,00 Приклад 4. Процес перероблення аналогічний процесу, що розглянуто в прикладі 1, але за значення коефіцієнта фракції 0,8 і величині між валкового проміжку - 1,92 мм (товщина матеріалу на виході з міжвалкового проміжку, як і в прикладі 1 дорівнює 2 мм). Середня температура матеріалу на виході з проміжку становить 151,19 °C, а розподіл температури по поперечному перерізу матеріалу, °C: 150,00 152,35 152,02 151,40 150,78 150,63 150,96 151,37 151,73 151,86 150,00 Приклад 5. Процес перероблення аналогічний процесу, що розглянуто в прикладі 1, але за значення коефіцієнта фракції 0,5 і величині міжвалкового проміжку - 2,3 мм (товщина матеріалу на виході з міжвалкового проміжку залишається сталою - 2 мм). Середня температура матеріалу на виході з проміжку становить 151,67 °C, а розподіл температури по поперечному перерізу матеріалу, °C: 150,00 153,04 152,56 151,90 151,61 151,79 151,93 151,96 151,89 151,70 150,00 Як бачимо, лише за один прохід матеріалом міжвалкового проміжку середня температура матеріалу в результаті зміни коефіцієнта фракції з 1,0 до 0,5 підвищується зі 151,15 °C до 152,02 °C, тобто майже на 1 °C для випадку сталого міжвалкового проміжку (приклади 1 і 3) та зі 151,15 °C до 151,67 °C, тобто більше ніж на 0,5 °C для випадку сталої товщини матеріалу на виході з міжвалкового проміжку (приклади 1 і 5). При цьому матеріал прогрівається по всьому його об'єму, а не лише в його приповерхневих шарах, розташованих біля поверхонь валків у випадку зміни температури валків. Також потрібно зазначити, що час зміни температури матеріалу відповідає часу його перебування в проміжку (менше 0,1 с), у той час, як для відповідної зміни температури матеріалу за рахунок регулювання температури валків потрібно десятки секунд. 2 UA 101300 U Таким чином, запропонований спосіб забезпечує ефективне і швидке регулювання температурного режиму матеріалу, перероблюваного на валкових машинах, а отже і одержання продукції високої якості. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини, за яким змінюють щонайменше один параметр міжвалкового проміжку, утвореного парою валків, який відрізняється тим, що як змінюваний параметр міжвалкового проміжку беруть швидкість тихохідного валка з пари валків, що утворюють міжвалковий проміжок. 2. Спосіб за п. 1, який відрізняється тим, що додатково змінюють величину міжвалкового проміжку і забезпечують сталість витрати перероблюваного матеріалу крізь міжвалковий проміжок. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюMikulionok Ihor Olehovych
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B29C 43/24, B29B 7/56
Мітки: температури, міжвалковому, валкової, спосіб, регулювання, проміжку, матеріалу, машини
Код посилання
<a href="https://ua.patents.su/5-101300-sposib-regulyuvannya-temperaturi-materialu-v-mizhvalkovomu-promizhku-valkovo-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання температури матеріалу в міжвалковому проміжку валкової машини</a>
Вузол упорного гвинта механізму регулювання міжвалкового проміжку валкової машини

Номер патенту: 94732
Опубліковано: 25.11.2014
Автори: Шалькевич Олексій Олександрович, Мікульонок Ігор Олегович
Мітки: проміжку, міжвалкового, механізму, валкової, упорного, машини, регулювання, вузол, гвинта
Формула / Реферат:
1. Вузол упорного гвинта механізму регулювання міжвалкового проміжку валкової машини, що містить закріплену в її станині гайку, розміщений у ній упорний гвинт із п'ятою для взаємодії з кришкою корпуса валкового підшипника з одного боку та через підп'ятник із закріпленим в гнізді корпуса валкового підшипника упорним підшипником з іншого, який відрізняється тим, що між п'ятою упорного гвинта і кришкою корпуса валкового підшипника розташовано...
Зрізна шайба запобіжного пристрою валкової машини

Номер патенту: 95004
Опубліковано: 10.12.2014
Автори: Мікульонок Ігор Олегович, Сіцінська Любов Вікторівна
Мітки: валкової, машини, шайба, пристрою, зрізна, запобіжного
Формула / Реферат:
1. Зрізна шайба запобіжного пристрою валкової машини, що виконана у вигляді диска з периферійною частиною для взаємодії з матрицею й центральною частиною для взаємодії з пуансоном упорного гвинта механізму регулювання міжвалкового проміжку валкової машини, яка відрізняється тим, що на межі її периферійної й центральної частин виконано щонайменше один отвір.2. Шайба за п. 1, яка відрізняється тим, що отвори виконано рівномірно по...
Ніж для поздовжнього розрізання рулонного матеріалу на валку валкової машини
Номер патенту: 94733
Опубліковано: 25.11.2014
Автори: Мікульонок Ігор Олегович, Шевченко Вадим Сергійович
Мітки: поздовжного, валку, рулонного, матеріалу, розрізання, валкової, машини
Формула / Реферат:
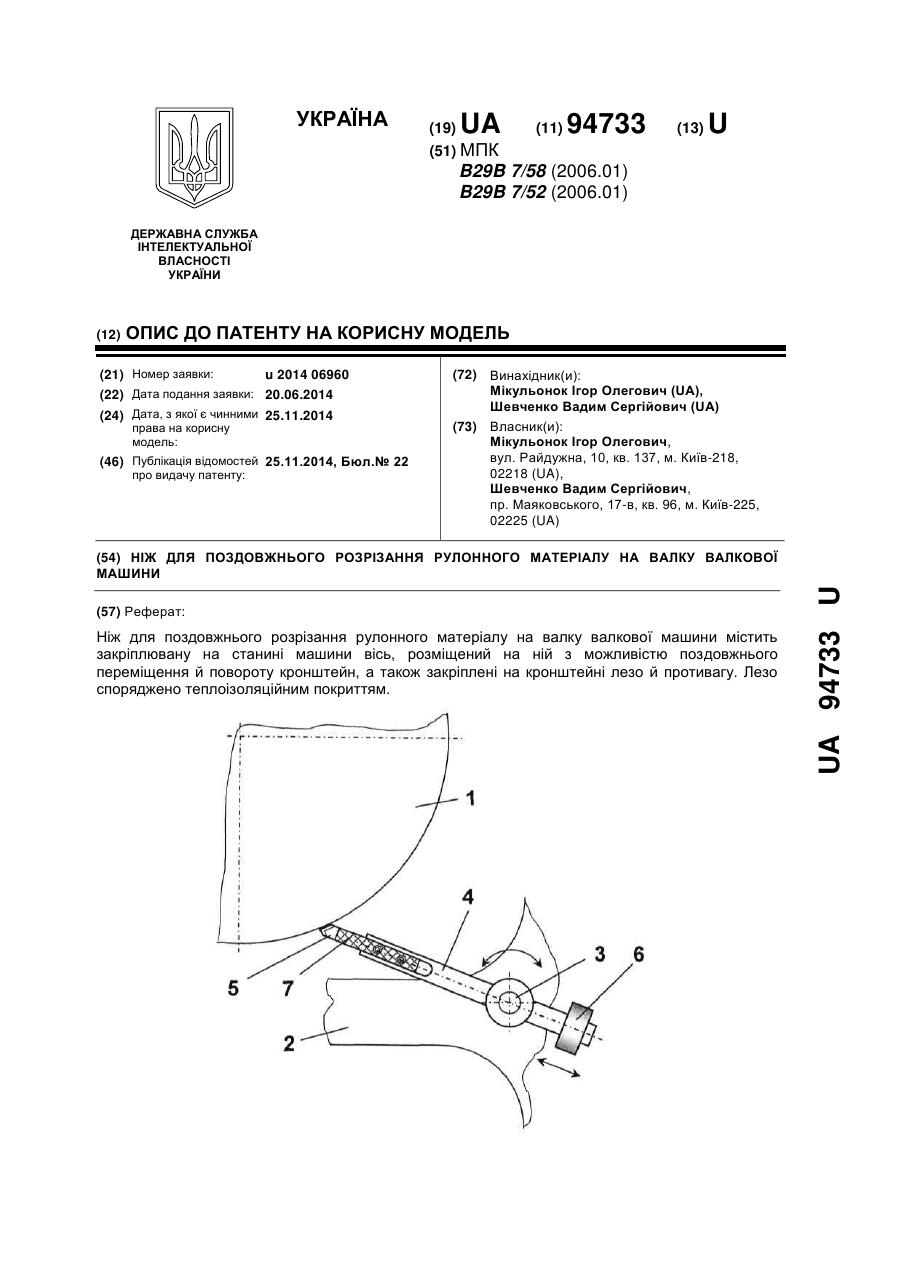
1. Ніж для поздовжнього розрізання рулонного матеріалу на валку валкової машини, що містить закріплювану на станині машини вісь, розміщений на ній з можливістю поздовжнього переміщення й повороту кронштейн, а також закріплені на кронштейні лезо й противагу, який відрізняються тим, що лезо споряджено теплоізоляційним покриттям.2. Ніж за п. 1, який відрізняються тим, що як теплоізоляційне покриття застосовано склострічку.
Спосіб регулювання температури обмотки електричної машини
Номер патенту: 60911
Опубліковано: 15.10.2003
Автори: Титко Олексій Іванович, Крамарський Володимир Анатолійович, Крамарський Олег Володимирович
МПК: H02K 9/00, G05D 23/19
Мітки: обмотки, спосіб, електричної, машини, регулювання, температури
Формула / Реферат:
Спосіб регулювання температури обмотки електричної машини, за яким змінюють значення щонайменше одного з параметрів холодоагента, який подається в обмотку, який відрізняється тим, що визначають напруження в ізоляції обмотки і встановлюють значення параметрів холодоагента на вході в обмотку таким чином, щоб вказані напруження і діапазон зміни середньої температури обмотки при зміні електричного струму були мінімальними.
Спосіб регулювання температури прес-форми машини лиття під тиском
Номер патенту: 85552
Опубліковано: 25.11.2013
Автори: Богушевський Володимир Святославович, Антоневич Ярослав Казимирович
МПК: F28C 3/04
Мітки: тиском, машини, спосіб, лиття, температури, прес-форми, регулювання
Формула / Реферат:
Спосіб регулювання температури прес-форми машини лиття під тиском, що включає вимірювання температури охолоджуючого агента в каналах прес-форми, коректування температури за допомогою ТЕНів, який відрізняється тим, що додатково вимірюють температури прес-форми в моменти її розкриття для знімання відливки і за результатами вимірів коректують задану температуру теплоносія.
Попередній патент: Спосіб виробництва плодово-ягідного некріпленого вина з плодів бузини чорної
Наступний патент: Процес хіміко-термічної обробки поверхні промивального каналу бурових штанг
Випадковий патент: Спосіб профілактики гнійно-септичних ускладнень у породіль