Розчинник для синтезу термостійких монокристалічних алмазів
Номер патенту: 10146
Опубліковано: 30.09.1996
Автори: Боримський Олександр Іванович, Нагорний Петро Арсенійович
Формула / Реферат
1. Растворитель для синтеза термостойких монокристаллических алмазов, содержащий кобальт, хром и углерод, отличающийся тем, что он дополнительно содержит железо при следующем соотношении компонентов, мас.%:
Хром 4,0-18,0
Углерод 0,2-2,0
Кобальт 45,0-90,0
Железо 5,0-45,0
2. Растворитель по п. 1, отличающийся тем, что он дополнительно содержит по крайней мере один из разбавителей, выбранный из ряда: медь, цинк, алюминий, олово, никель в количестве 5,0-50,0 мас. %.
Текст
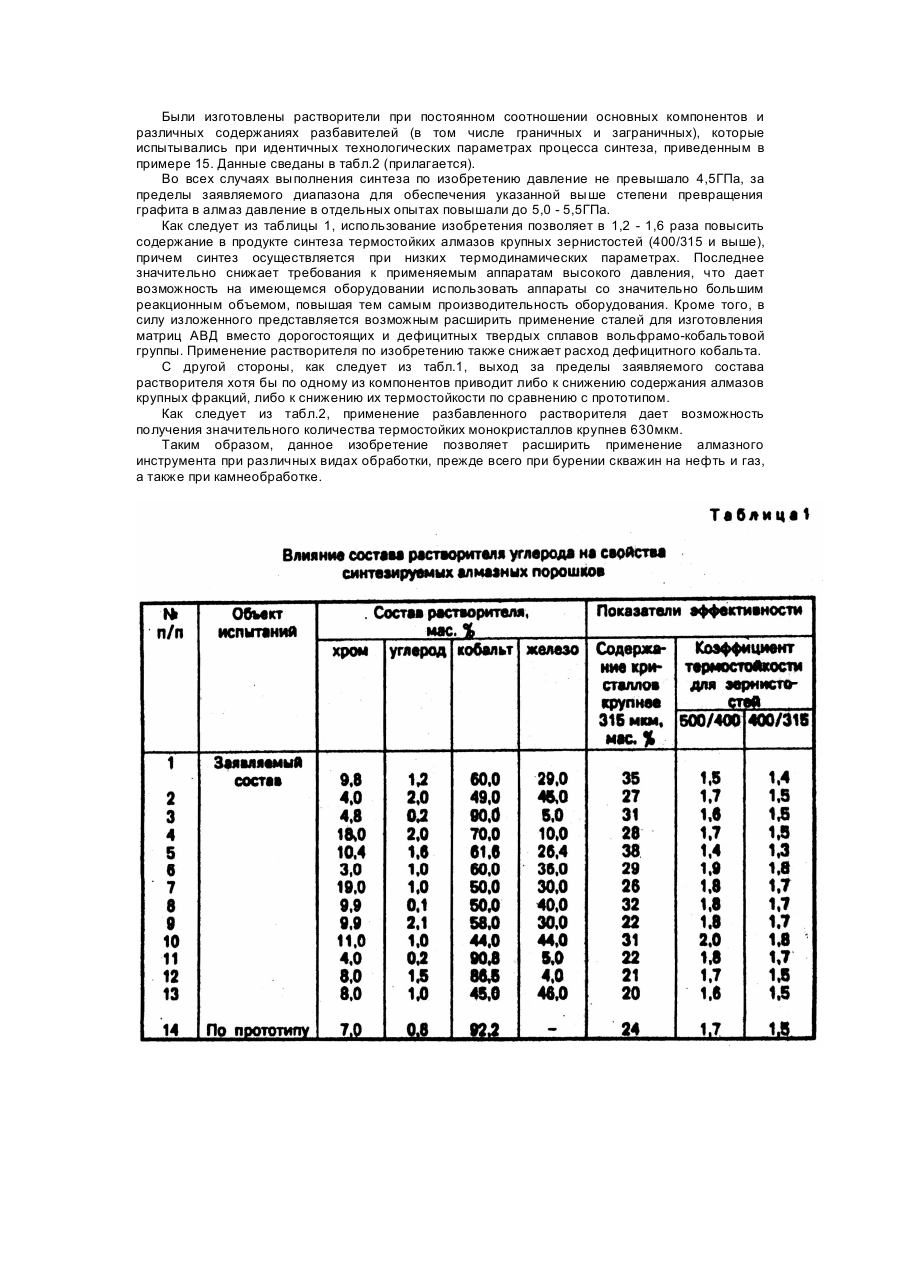
Изобретение относится к области производства монокристаллических синтетических алмазов при высоких давлениях и температурах в области термодинамической стабильности алмаза и может быть использовано для получения монокристаллов с повышенной термостойкостью, применяемых для. изготовления инструмента на металлической связке, работающего в особо тяжелых условиях (бурение скважин, резка гранита и т.д.). Наиболее близким по технической сущности к изобретению является растворитель, содержащий кобальт, хром и углерод, который содержит указанные компоненты в виде сплава при следующем соотношении (мас.%): В этом случае выбор соотношения компонентов обеспечивает получение при низких термодинамических параметрах монокристаллов с повышенной термостойкостью. Однако указанный растворитель имеет существенный недостаток: при достаточно высоком в соответствии с ТУ 2 коэффициенте термостойкости получаемых монокристаллов (до - 037 - 638 - 89) продукт синтеза содержит сравнительно мало монокристаллов крупных фракций (крупнее 315мкм), особо дефицитных в ряде областей применения, особенно в камнеобработке, причем диапазон изменении скоростей роста термостойких монокристаллических алмазов за счет вариации состава растворители в пределах указанных диапазонов соотношения компонентов весьма узок, что не дает возможности достичь высоких технико-экономических показателей процесса синтеза. Кроме того, в этом случае максимальные скорости достигаются при низких содержаниях хрома и углерода в растворителе, когда очень трудно обеспечить однородность состава растворителя (прежде всего в смысле равномерности распределения центров кристаллизации), а, значит, и продукта синтеза. Задачей, на решение которой направлено настоящее изобретение, является создание такого растворителя для синтеза термостойких монокристаллических алмазов, при использовании которого за счет введения в него железа и изменения процентного соотношения компонентов обеспечивается повышение и возможность обеспечения более широкого диапазона регулирования скоростей роста монокристаллических алмазов, а также более равномерное распределение центров кристаллизации по всему объему растворителя и, как следствие, получение более крупных термостойких монокристаллических алмазов при низких термодинамических параметрах, что влечет за собой более широкий диапазон регулирования производительности процесса, т.е. возможность обеспечить более высокие техникоэкономические показатели техпроцесса синтеза. Эта задача решается тем, что растворитель для синтеза монокристаллических алмазов, содержащий кобальт, хром и углерод, согласно изобретению, дополнительно содержит железо при следующем соотношении компонентов, мас.%: Кроме того, растворитель может дополнительно содержать по крайней мере один из разбавителей, выбранных из следующего ряда; медь, цинк, алюминий, олово, никель в количестве 5 - 50мас.% при этом соотношение компонентов растворителя выдерживается в соответствии с указанным выше. Необходимо при атом указать, что растворитель может содержать компоненты как в виде сплава, так и в виде смеси исходных порошков, спрессованной предварительно в диски или гранулы. Максимальное массовое соотношение железа к кобальту, равно 1:1. при изменении соотношения в пользу железа стабилизируется карбид скорость роста монокристаллов резко уменьшается и выполнение поставленной в изобретении задачи становится невозможным. Минимальное массовое соотношение железа к кобальту, равное 1 : 18, определяется тем экспериментальным фактом, что при меньшем содержании железа его влияние на процесс с точки зрения решаемой задачи практически не ощущается. Оптимальным является массовое соотношение железа к кобальту, равное 30 : 70, при этом температура образования алмазов при заданном давлении минимальна. С другой стороны, как показали исследования, при изготовлении растворителя образуется сложный неустойчивый карбид обладающий более высокой реакционной способностью в процессе алмазоообразования. Растворитель состоит из твердого раствора и частиц указанного сложного карбида, причем количество карбидных частиц и их размеры зависят от соотношения компонентов в растворителе; карбидные частицы в значительной степени определяют процесс зарождения и роста кристаллов алмаза за счет высвобождающихся атомов углерода при распаде карбидов. Таким образом, в системе с помощью изменения количественного состава обеспечивается более широкий диапазон регулирования скоростей роста монокристаллов с одновременным сохранением термостойкости получаемых монокристаллов, что обусловлено как высокой температурой плавления железа (по сравнению, например, с марганцем), твердого раствора так и реакционной способностью карбида . Кроме того, частицы указанного карбида равномерно распределяются по составу растворителя и являются центрами кристаллизации алмазов. Экспериментально установлено, что при содержании хрома менее 4,0мас.% и углерода менее 0,2мас.% резко повышаются термодинамические параметры процесса синтеза, что обусловлено малым количеством центров кристаллизации и совокупности реакционной активностью карбидных частиц, при атом резко увеличивается содержание металлических включений в алмазах, что ведет к снижению их термостойкости. При содержании хрома более 18,0мас.% значительно увеличивается количество мелких карбидных частиц, являющихся центрами кристаллизации что влечет зарождение большого числа монокристаллов, конкурентный рост которых приводит к ухудшению совершенства их формы. Бесформенные (неизометричные) кристаллы имеют низкую прочность и термостойкость. При содержании углерода свыше 2,0мас.% в растворителе кроме карбида формируются карбиды а при очень больших количествах углерода еще и его кристаллиты в a-фазе. Таким образом обеспечиваются дополнительные центры кристаллизации, приводящие при синтезе к результату, описанному выше. При содержании хрома 8,0 - 11,0мас.% и углерода 0,9 - 1,6мас.% обеспечивается оптимальное количество и размеры частиц карбида что дает оптимальное количество центров кристаллизации и оптимальные скорости роста монокристаллов при низких термодинамических параметрах процесса. Совокупность перечисленных факторов приводит к высокой дисперсности металлических включений в алмазах при высокой изометричности последних и их исходной механической прочности. Введение в растворитель по крайней мере одного из разбавителей (металлы, которые инактивны к углероду), выбранного из ряда медь, цинк, алюминий, олово, никель способствует получению термостойких монокристаллов крупнее 630мкм, Указанные разбавители частично подавляют самопроизвольное зарождение кристаллов, обеспечивая тем самым пространство для роста отдельных монокристаллов, при котором их взаимное влияние уменьшается. С другой стороны, этим объясняется содержание разбавителя; если его менее 5,0мас.%, то сточки зрения решаемой задачи он не оказывает практически влияния на процесс синтеза, а при содержании более 50,0мас.% он подавляет процесс синтеза, значительно уменьшая как количество зарождающихся кристаллов, так и растворимость углерода в растворителе, т.е. разбавитель обеспечивает дополнительные возможности регулирования скорости роста монокристаллических алмазов. Преимущественным является использование растворителя, содержащего указанные компоненты в виде сплава. Эффективным является также использование растворителя, содержащего входящие в совокупность признаков компоненты в виде смеси порошков, предварительно спрессованной в гранулы или диски. В этом случае при синтезе алмазов несколько увеличивается инкубационный период процесса алмазообразования, что при одной и той же длительности процесса несколько снижает содержание в продукте синтеза алмазов крупных фракций по сравнению с растворителем, содержащим компоненты в виде сплава. Ниже приведены примеры конкретного осуществления изобретения, данные в сравнении с примерами применения растворителя известного состава по прототипу. Во всех примерах для приготовления растворителя углерода применялись порошки кобальта марки ПК-1 ГОСТ 9271 - 79, хрома марки ПХ1М ТУ 14 - 1 - 1474 - 74, железа марки ПЖ 2М ГОСТ 9849 - 74 (гранулометрический состав по указанным нормативным документам) и порошки графита марок 1ТЗ и МГ ОСЧ-7 - 3 по ТУ 48 - 20 - 90 - 82 с размером частиц менее 200 мкм. Возможно также частичное или полное введение хрома и углерода в состав растворителя в виде карбида хрома Для приготовления растворителя его компоненты, взятые в требуемом массовом соотношении, загружали в смеситель и смешивали в течение 1 часа для получения гомогенной смеси. Полученную смесь порошков загружали в алундовый тигель плавильной установки и нагревали со скоростью 25 - 30°C/мин до температуры 1550°C, при которой происходило смешивание. В расплавленном виде материал выдерживали в течение 15мин, после чего охлаждали со скоростью 15 - 20°C/мин до комнатной температуры. Полученные цилиндрические слитки измельчали путем порезки на токарном станке с помощью специальных резцов. Затем полученную стружку рассеивали на ситах с отбором для опытов по синтезу алмазов частиц зернистостью 500/250. Зернистость определяли по основной фракции, преобладающей по массе, При этом во всех случаях применявшаяся для синтеза монокристаллических алмазов стружка сплава-растворителя содержала частицы зернистостью 630/500 в количестве не более 10мас.% и частицы зернистостью 250/200 в количестве не более 5мас.%. В другом случае из полученной смеси исходных порошков прессовали диски диаметров 30мм при давлении порядка 4000кГс/cм2. Реакционную ячейку аппарата высокого давления (АВД) формировали путем послойного расположения в контейнере точеных дисков толщиной 1,5мм из графита МГ ОСЧ-7 - 3 по ТУ 48 2090 - 82 и стружки подготовленного растворителя углерода или дисков из спрессованной смеси порошков. Подготовку растворителя по прототипу и снаряжение контейнеров реализовали аналогично. Снаряженный контейнер помещали в АВД, в которой создавали давление 4,5ГПа (определяли по градуировочной кривой аппарата) и температуру 1250°C (определяли с помощью термопары градуировки ПР 30/6). Нагрев осуществляли путем пропускания через ячейку электрического тока в течение 15мин в первой серии опытов и 30ммм - во второй. Схема нагрева обеспечивала минимальный перепад температуры по объему реакционной ячейки. Параметры синтеза выбирали таким образом, чтобы степень превращения графита в алмаз составляла 20 - 25мас.%, т.е. во всех случаях за один рабочий цикл обеспечивали выход алмазов 4,5 - 5,0г. После отключения нагрева происходило охлаждение реакционной ячейки с синтезированными алмазами. Через 2 - 3мин посла отключения нагрева снижали давление в устройстве и извлекали продукт синтеза, который сначала подвергали дроблению, а затем обработке кислотами и окислителями для выделения из него алмазов. Полученное алмазное сырье также подвергали дроблению для разделения сростков и рассеву по зернистостям в соответствии с ГОСТ 9206 - 80. Термостойкость алмазных порошков определяли в соответствии с ТУ 2 - 037 - 638 - 89 следующим образом. Навеску исследуемого порошка делили на две равные части. Для первой части определяли механическую прочность при статическом сжатии а соответствии с ГОСТ 9206 - 80. Вторую часть термообрабатывали при температура (1000 ± 20)°C в атмосфере осушенного водорода в течение (20 ± 1)мин, а затем определяли прочность при статическом сжатии по ГОСТ 9206 - 80 термообработанного алмазного порошка. На основании выполненных измерений определяли коэффициент термостойкости K, который обозначает, во сколько раз снижается механическая прочность алмазов в результате термообработки, причем необходимо подчеркнуть, что меньшему значению K отвечает более высокая термостойкость. Пример 1. Растворитель углерода - сплав состава Реакционная ячейка имела послойное снаряжение из дисков графита и стружки сплава-растворителя. Технологические параметры процесса синтеза: давление - 4,5ГПа, температура - 1250°C, время нагрева - 15мин. Выполнено 50 циклов синтеза, получено в среднем 4,2г алмазов за цикл. Содержание монокристаллов крупнее 315мкм в продукте синтеза составляло 35мас.%, при этом коэффициент термостойкости для основных зернистостей 500/400 и 400/315 составлял соответственно 1,7 и 1,5. Были приготовлена растворители (примеры 2-13) при граничных и при выхода за граничные значения содержания входящих в них компонентов, а также при тех же условиях изготовления и синтеза по прототипу (пример 14). Данные сведены в таблицу 1 (прилагается). Пример 14 (по прототипу). Растворитель углерода - сплав состава который в ячейке с большими перепалами температуры обеспечивал наибольшее содержание алмазов крупных фракций дли растворителя системы При этом термодинамические параметры процесса полностью повторяли условия примера 1. Содержание монокристалле крупнее 315мкм в продукте синтеза составляло 24мас.%, причем термостойкости для основных зернистостей 500/400 и 400/315 составляли соответственно 1,7 и 1,5. Для исследования влияния разбавителей на процесс синтеза использовали растворитель состава по примеру 5 табл.1. Пример 15. Растворитель углерода -сплав состава Реакционная ячейка имела послойное снаряжение из дисков графита и стружки сплаварастворителя. Термодинамические параметры процесса синтеза; давление - 4,5ГПа, температура - 1250°C, время нагрева - 30 минут. Выполнено 20 циклов синтеза, получено в среднем 4,8г алмазов за цикл. Содержание термостойких монокристаллов крупнее 630 мкм в продукте синтеза составляло 2,9мас.%. Пример 16. Растворитель углерода 75мас.% сплава состава, приведенного в примере 15, и 25мас.% разбавителя - меди. Условия эксперимента аналогичны примеру 15, выполнено 15 циклов синтеза, получено в среднем 5,2г алмазов за цикл. Содержание термостойких монокристаллов крупнев 630мкм в продукте синтеза составляло 7,5мас.%. Были изготовлены растворители при постоянном соотношении основных компонентов и различных содержаниях разбавителей (в том числе граничных и заграничных), которые испытывались при идентичных технологических параметрах процесса синтеза, приведенным в примере 15. Данные сведаны в табл.2 (прилагается). Во всех случаях выполнения синтеза по изобретению давление не превышало 4,5ГПа, за пределы заявляемого диапазона для обеспечения указанной выше степени превращения графита в алмаз давление в отдельных опытах повышали до 5,0 - 5,5ГПа. Как следует из таблицы 1, использование изобретения позволяет в 1,2 - 1,6 раза повысить содержание в продукте синтеза термостойких алмазов крупных зернистостей (400/315 и выше), причем синтез осуществляется при низких термодинамических параметрах. Последнее значительно снижает требования к применяемым аппаратам высокого давления, что дает возможность на имеющемся оборудовании использовать аппараты со значительно большим реакционным объемом, повышая тем самым производительность оборудования. Кроме того, в силу изложенного представляется возможным расширить применение сталей для изготовления матриц АВД вместо дорогостоящих и дефицитных твердых сплавов вольфрамо-кобальтовой группы. Применение растворителя по изобретению также снижает расход дефицитного кобальта. С другой стороны, как следует из табл.1, выход за пределы заявляемого состава растворителя хотя бы по одному из компонентов приводит либо к снижению содержания алмазов крупных фракций, либо к снижению их термостойкости по сравнению с прототипом. Как следует из табл.2, применение разбавленного растворителя дает возможность получения значительного количества термостойких монокристаллов крупнев 630мкм. Таким образом, данное изобретение позволяет расширить применение алмазного инструмента при различных видах обработки, прежде всего при бурении скважин на нефть и газ, а также при камнеобработке.
ДивитисяДодаткова інформація
Назва патенту англійськоюSolvent for synthesis of heat-resisting monocrystal diamonds
Автори англійськоюBorymskyi Oleksandr Ivanovych, Nahornyi Petro Arseniiovych
Назва патенту російськоюРастворитель для синтеза термостойких монокристаллических алмазов
Автори російськоюБоримский Александр Иванович, Нагорный Петр Арсеньевич
МПК / Мітки
МПК: C30B 29/04, C01B 31/06
Мітки: розчинник, термостійких, алмазів, монокристалічних, синтезу
Код посилання
<a href="https://ua.patents.su/5-10146-rozchinnik-dlya-sintezu-termostijjkikh-monokristalichnikh-almaziv.html" target="_blank" rel="follow" title="База патентів України">Розчинник для синтезу термостійких монокристалічних алмазів</a>
Розчинник для синтезу монокристалічних алмазів

Номер патенту: 5091
Опубліковано: 28.12.1994
Автори: Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: C01B 31/06
Мітки: розчинник, алмазів, синтезу, монокристалічних
Розчинник для синтезу монокристалічних алмазів
Номер патенту: 1817
Опубліковано: 25.10.1994
Автори: Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: C22C 38/10, C01B 31/06, B01J 3/06, C22C 38/18, C30B 29/04
Мітки: алмазів, синтезу, розчинник, монокристалічних
Формула / Реферат:
Растворитель для синтеза монокристаллических алмазов при высоком давлении и температуре, содержащий кобальт, хром и углерод, отличающийся тем, что он содержит компоненты при следующем соотношении (мас.%):
Спосіб синтезу алмазів
Номер патенту: 1376
Опубліковано: 25.03.1994
Автори: Кацай Маргарита Яківна, Мясников Євген Петрович
МПК: C01B 31/06
Мітки: синтезу, алмазів, спосіб
Формула / Реферат:
Способ синтеза алмазов, включающий воздействие на заготовку из графита и металла или сплава-растворителя высокого давления и нагрев в области стабильности алмаза при пропускании электрического тока через заготовку, отличающийся гем, что, с целью повышения прочности и уменьшения количества включений в алмазе, электрический ток пропускают через периферийную часть торцевой поверхности заготовки, соответствующую 0,05—0,45 от общей площади...
Спосіб синтезу монокристалів алмазу
Номер патенту: 1372
Опубліковано: 25.03.1994
Автори: Чіпенко Георгій Володимирович, Вітюк Віктор Іванович, Білоусов Ігор Святославович, Заневський Олег Олексійович, Івахненко Сергій Олексійович
МПК: C01B 31/06
Мітки: спосіб, алмазу, монокристалів, синтезу
Формула / Реферат:
1. Способ синтеза монокристаллов алмаза путем воздействия высокого давления и температуры на источник углерода на основе алмазных зерен, растворитель углерода и затравочные кристаллы алмаза, отличающийся тем, что, с целью повышения теплопроводности и термостойкости монокристаллов алмаза, в качестве источника углерода используют алмазные зерна размером не менее 100 мкм, предварительно пропитанные металлом или сплавом, растворяющимся в...
Спосіб синтезу монокристалів алмазу
Номер патенту: 1377
Опубліковано: 25.03.1994
Автори: Кацай Маргарита Яківна, Шульженко Олександр Олександрович
МПК: C01B 31/06
Мітки: синтезу, монокристалів, алмазу, спосіб
Формула / Реферат:
Способ синтеза монокристаллов алмаза, включающий послойное размещение в контейнере камеры высокого давления металла или сплава-растворителя, меди и графита и последующее воздействие давления при температуре в области термодинамической стабильности алмаза, отличающийся тем, что, с целью повышения теплопроводности и уменьшения количества включений в кристаллах, слой меди размещают между слоями растворителя при содержании ее 2—25 % от массы...
Попередній патент: Квантовий підсилювач резонаторного типу
Наступний патент: Спосіб подрібнення матеріалів в потоці енергоносія і пристрій вихревого помолу для його здійснення
Випадковий патент: Спосіб гранулювання доменного шлаку