Розчинник для синтезу монокристалічних алмазів
Номер патенту: 1817
Опубліковано: 25.10.1994
Автори: Боримський Олександр Іванович, Нагорний Петро Арсенійович
Формула / Реферат
Растворитель для синтеза монокристаллических алмазов при высоком давлении и температуре, содержащий кобальт, хром и углерод, отличающийся тем, что он содержит компоненты при следующем соотношении (мас.%):
Текст
Изобретение относится к области производства монокристаллических синтетических алмазов при высоких давленнях и температурах в области термодинамической стабильности алмаза и может быть использовано для получения монокристаллов с повышенной термостойкостью, применяемых для изготовления инструмента на металлической связке, работающего в особо тяжелых условия х (бурение скважин, резка гранита и т.д.). Известен растворитель для получения алмазов - чистый металл [1], в качестве которого может использоваться железо, никель, кобальт, родий, рутений и др. При использовании чистого металла синтез происходит при давлении выше 7,5ГПа и температуре в диапазоне 1200-2000°С. Недостатком известного растворителя углерода являются высокие термодинамические параметры процесса (давление и температура), которые накладывают очень жесткие требования на используемую аппаратуру высокого давления и значительно увеличивают прямые затраты при производстве алмазов. Кроме того, продукт синтеза содержит небольшое количество монокристаллов совершенной огранки, имеющих высокую механическую прочность. Указанные недостатки частично устраняет растворитель, представляющий собой сплав нескольких металлов [2]. Такой растворитель в некоторых случаях, например, для сплава никеля с марганцем, позволяет снизить термодинамические параметры процесса до 5,0ГПа и 1200°С и несколько повысить содержание в продукте синтеза изометричных монокристаллов. Однако для целого ряда сплавов металлов при их применении для синтеза монокристаллов (например, для сплава железа с никелем) термодинамические параметры остаются достаточно высокими (5,7-6,0ГПа, 1400°С). Кроме того, достаточно высокие скорости роста кристаллов приводят к высокому содержанию в них металлических включений, что отрицательно сказывается при изготовлении инструмента. Наиболее близким по технической сущности к заявляемому является растворитель - сплав нескольких металлов, выбранных из группы железо, тантал, кобальт, рутений, родий, хром, палладий, осмий, иридий или платина с углеродом [3], содержащий в своем составе до 53мас.% карбидообразующего элемента и до 15мас.% углерода. Указанный растворитель позволяет значительно снизить термодинамические параметры процесса (до 4,8ГПа и 1200°С), повысить содержание изометричных монокристаллов в продукте синтеза до 60мас.% при значительном повышении их механической прочности. Однако этот растворитель имеет существенный недостаток: при снижении термо-динамических параметров процесса синтеза алмазов снижается термостойкость получаемых монокристаллов, которая характеризуется степенью снижения их прочности при нагреве до заданной температуры в нейтральной или восстановительной среде. Низкая термостойкость алмазов не позволяет использовать их при изготовлении алмазного инструмента на металлической связке (температура нагрева порядка 1000°С). Задачей, поставленной в основу данного изобретения, является разработка такого растворителя для синтеза монокристаллических алмазов, компоненты которого и их количественное соотношение позволили бы при низких термодинамических параметрах синтеза получать алмазы, обладающие высокой термостойкостью без снижения других физико-механических свойств и фракционного состава. Поставленная задача решается тем, что в растворителе для синтеза монокристаллических алмазов при высоком давлении и температуре, содержащем кобальт, хром и углерод, согласно изобретению, указанные компоненты находятся в следующем соотношении (мас.%): Состав растворителя по сравнению с известным сплавом, содержащим те же компоненты, но с другим их количественным соотношением, характеризуется совершенно новыми свойствами, которые позволяют обеспечить, получение термостойких алмазов при низких термодинамических параметрах процесса синтеза. Таким образом, новые количественные соотношения компонентов сплава придают новые свойства, обеспечивающее оптимальные условия синтеза и новое качество продукции. Как показали исследования, проведенные авторами изобретения, достигаемый положительный результат обеспечивается за счет количества и особенностей образующи хся при изготовлении растворителя сложных карбидов СrхСоуСz. Растворитель состоит из твердого раствора и карбидов с общей формулой (Сr, Со)7Сз, причем количество кобальта в карбиде повышается с увеличением содержания кобальта в составе растворителя, например, для сплава СоСr(10,4)С(1,6) (здесь и далее числа - в скобах - количество компонента в мас.%) формула карбида имеет вид Сr4СозСз. Количество центров кристаллизации алмаза и скорость их роста, т.е. факторы, которые в основном определяют свойства получаемых монокристаллов, при одних и тех же компонентах растворителя во многом зависят от их соотношения. Известные карбиды хрома СrзС2, Сг7Сз и Сr23Сб являются очень активными, и их введение в растворитель резко повышает скорости алмазообразования. Однако в сплаве Со-Сr-С предлагаемого состава в связи с образованием сложного карбида (Сr, Со)7Сз происходит разбавление активного карбида хрома растворенным в нем кобальтом, при этом, как показали исследования авторов изобретения, в значительной мере снижается реакционная способность карбида. Процесс синтеза с участием такого карбида определенного состава замедляется. Таким образом, авторами изобретения экспериментально установлено, что п утем подбора состава в системе Со-Сr-С удается легко регулировать скорость процесса роста монокристаллов. Кроме того, карбид (Сr, Со)7Сз как одна из фаз сплава Со-Сr-С равномерно распределен по объему сплава, и его частицы являются центрами кристаллизации алмаза. Благодаря этому алмаз синтезируется преимущественно в виде крупных отдельных монокристаллов правильной кристаллографической формы. Исходя из изложенного, установлены предельные значения содержания компонентов в растворителе. В процессе выполненных авторами экспериментальных работ установлено, что при содержании хрома менее 7мас. % и углерода менее 0,8мас.% резко повышаются термодинамические параметры процесса синтеза, что обусловлено низкой реакционной активностью сильно разбавленного карбида, при этом увеличивается содержание металлических включений в алмазах, что ведет к снижению их термостойкости. При содержании хрома более 16мас.% значительно увеличивается количество мелких карбидных частиц, являющихся центрами кристаллизации, при этом ухудшается изометричность получаемых монокристаллов, что влечет за собой снижение их механической прочности и термостойкости. При содержании углерода свыше 1,9мас.% в сплаве-растворителе кроме сложных карбидов (Сr, Со)7С3 формируются еще и кристаллиты графита в g - фазе . Последние активно принимают участие в процессе зарождения и роста алмазов, обеспечивая дополнительные центры кристаллизации и повышение скорости роста алмазов, одновременно способствуя формированию высокой дефектности их структуры и большое содержание крупных металлических включений, следствием чего является низкая термостойкость монокристаллов алмаза. При содержании хрома 7-16мас.% и углерода 0,8-1,9мас.% обеспечивается оптимальное содержание и состав карбида (Сr, Со)7С3, приводящие к оптимальному количеству центров кристаллизации и оптимальным скоростям роста кристаллов при низких термодинамических параметрах процесса. Совокупность перечисленных факторов приводит к высокой дисперсности металлических включений в алмазах при высокой их изометричности и исходной механической прочности. Совокупность указанных характеристик приводит к повышению термостойкости получаемых порошков алмаза при низких термодинамических параметрах процесса синтеза. Приведенные рекомендации по выбору состава растворителя углерода для синтеза монокристаллических алмазов с повышенной термостойкостью подтверждаются приведенными ниже примерами конкретного осуществления изобретения, данными в сравнении с примерами применения растворителя известного состава. Во всех примерах для приготовления растворителя углерода применялись порошки кобальта марки ПК-1 ГОСТ 9271-79, хрома марки ПХ1М ТУ 14-1-1474-75 (гранулометрический состав по указанным нормативным документам) и порошки графита марок ГМЗ и МГ ОСЧ-7-3 по TV 48-20-90-82 с размером частиц менее 200мкм. Возможно частичное или полное введение хрома и углерода в состав растворителя в виде карбида хрома Сr3С2. Для приготовления растворителя его компоненты, взятые в требуемом весовом соотношении, загружали в смеситель и смешивали в течение 1 часа для получения гомогенной смеси. Полученную смесь порошков загружали в алундовый тигель плавильной установки и нагревали со скоростью 25-30°С/мин до температуры 1550°С, при которой происходило сплавление. В расплавленном виде материал выдерживали в течение 15мин., после чего охлаждали со скоростью 15-20°С/мин до комнатной температуры. Полученные цилиндрические слитки измельчали путем порезки на токарном станке с помощью специальных резцов. Затем полученную стружку рассеивали на ситах с отбором для опытов по синтезу алмазов частиц зернистостью 500/250. Зернистость определяли по основной фракции, преобладающей по массе. При этом во всех случаях применявшаяся для синтеза монокристаллических алмазов стружка сплава-растворителя содержала частицы зернистостью 630/500 в количестве не более 10мас.% и частицы зернистостью 250/200 в количестве не более 6мас.%. Реакционную ячейку аппаратов высокого давления (АВД) формировали путем послойного расположения в контейнере точеных дисков толщиной 2,5мм из графита МГ ОСЧ-7-3 по ТУ 48-20-90-82 и стружки подготовленного растворителя углерода. Подготовку растворителя по прототипу и снаряжение контейнеров реализовали аналогично. Снаряженный контейнер помещали в АВД, в котором создавали давление 4,5ГПа (определяли по градуировочной кривой устройства) и температуру 1250°С (определяли с помощью термопары градуировки ПР 30/6). Нагрев осуществляли путем пропускания через ячейку электрического тока в течение 10мин. Параметры синтеза выбирали таким образом, чтобы степень превращения графита в алмаз составляла 2025мас.%, т.е. во все х случаях за один рабочий цикл обеспечивали выход алмазов 4,0-5,0г. После отключения нагрева происходило охлаждение реакционной ячейки с синтезированными алмазами. Через 2-3 мин после отключения нагрева снижали давление в устройстве и извлекали продукт синтеза, который сначала подвергали дроблению, а затем обработке кислотами и окислителями для выделения из него алмазов. Полученное алмазное сырье также подвергали дроблению для разделения сростков и рассеву по зернистостям в соответствии с ГОСТ 9206-80. Термостойкость алмазных порошков определялась в соответствии с ТУ 2-037-638-89 следующим образом. Навеску исследуемого порошка делили на две равные части. Для первой части определяли механическую прочность при статическом сжатии в соответствии с ГОСТ 9206-80. Вторую часть термообрабатывали при температуре 1000±20°С в атмосфере осушенного водорода в течение 20±1мин, а затем определяли прочность при статическом сжатии по ГОСТ 9206-80 термообработанного алмазного порошка. На основании выполненных измерений определяли коэффициент термостойкости К, который обозначает, во сколько раз снижается механическая прочность алмазов в результате термообработки, причем меньшему значению К отвечает более высокая термостойкость. Пример 1. Состав растворителя углерода - СоСr(7)С(0,8). Реакционная ячейка имеет послойное снаряжение из дисков графита и стр ужки растворителя углерода. Технологические параметры процесса: давление - 4,5ГПа, температура - 1250°С. время нагрева - 10мин. Выполнено 50 циклов синтеза, получено в среднем 4,2 алмаза за цикл. Коэффициент термостойкости наиболее широко применяемых фракций алмазов составлял: 500/400-1,7; 400/315 - 1,5; 315/250 - 1,4; 250/200 - 1,2. Примеры по другим составам приведены в табл. 1. В табл. 2 для отдельных составов растворителя приведен иллюстративный материал по фракционному составу и маркам получаемых алмазных порошков. Во всех случаях выполнения синтеза по изобретению давление не превышало 4,5ГПа, за пределами заявляемого диапазона для обеспечения указанной выше степени превращения графита в алмаз давление в отдельныхрпытах повышали до 5,0-5,5ГПа. Сопоставляя результаты испытаний, следует отметить, что как в случае применения известных растворителей, так и в случае применения состава растворителя по данному изобретению, обеспечивается получение высокопрочных марок алмазов (АС50-АС80) при весьма близких фракционных составах продукта синтеза (табл. 2). Однако, как следует из результатов сравнительных испытаний, при очень близких исходных значениях механической прочности полученных алмазных порошков, использование изобретения позволяет получать алмазы с весьма высокой термостойкостью, причем при низких термодинамических параметрах. Последнее значительно снижает требования к применяемым аппаратам высокого давления, что дает возможность на имеющемся оборудовании использовать аппараты со значительно большим реакционным объемом, повышая тем самым производительность оборудования. Кроме того, представляется возможным расширить применение сталей для изготовления матриц аппаратов высокого давления вместо дорогостоящих и дефицитных твердых сплавов. Изобретение позволит повысить работоспособность алмазов в инструменте при различных видах обработки, например, при бурении нефтяных и газовых скважин или распиловке гранита.
ДивитисяДодаткова інформація
Назва патенту англійськоюSolvent for synthesis of single-crystal diamonds
Автори англійськоюBorymskyi Oleksandr Ivanovych, Nahornyi Petro Arseniiovych
Назва патенту російськоюРастворитель для синтеза монокристаллических алмазов
Автори російськоюБоримский Александр Иванович, Нагорный Петр Арсеньевич
МПК / Мітки
МПК: C22C 38/10, C01B 31/06, C22C 38/18, C30B 29/04, B01J 3/06
Мітки: синтезу, монокристалічних, розчинник, алмазів
Код посилання
<a href="https://ua.patents.su/4-1817-rozchinnik-dlya-sintezu-monokristalichnikh-almaziv.html" target="_blank" rel="follow" title="База патентів України">Розчинник для синтезу монокристалічних алмазів</a>
Спосіб синтезу алмазів
Номер патенту: 1376
Опубліковано: 25.03.1994
Автори: Мясников Євген Петрович, Кацай Маргарита Яківна
МПК: C01B 31/06
Мітки: спосіб, синтезу, алмазів
Формула / Реферат:
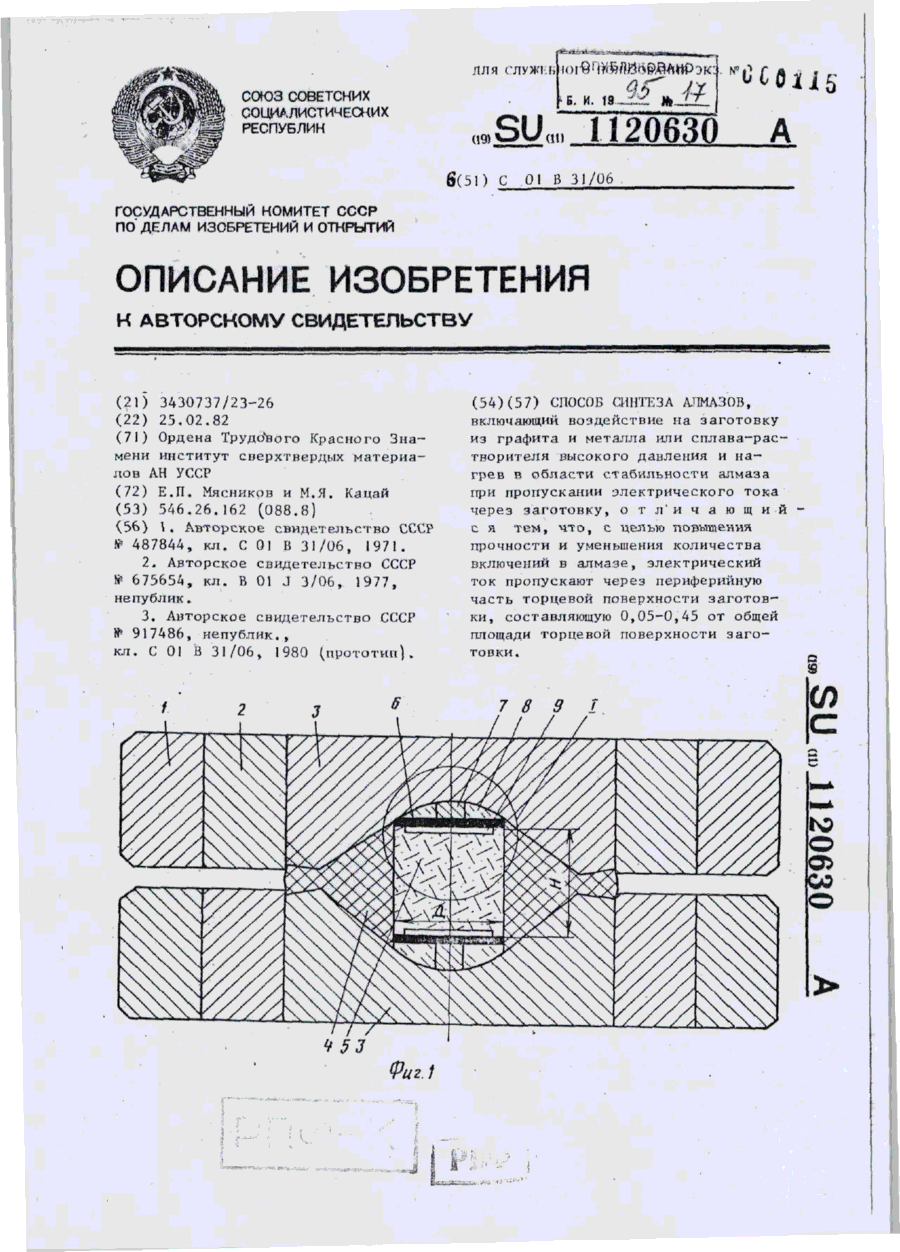
Способ синтеза алмазов, включающий воздействие на заготовку из графита и металла или сплава-растворителя высокого давления и нагрев в области стабильности алмаза при пропускании электрического тока через заготовку, отличающийся гем, что, с целью повышения прочности и уменьшения количества включений в алмазе, электрический ток пропускают через периферийную часть торцевой поверхности заготовки, соответствующую 0,05—0,45 от общей площади...
Спосіб синтезу монокристалів алмазу
Номер патенту: 1372
Опубліковано: 25.03.1994
Автори: Вітюк Віктор Іванович, Білоусов Ігор Святославович, Чіпенко Георгій Володимирович, Заневський Олег Олексійович, Івахненко Сергій Олексійович
МПК: C01B 31/06
Мітки: монокристалів, синтезу, спосіб, алмазу
Формула / Реферат:
1. Способ синтеза монокристаллов алмаза путем воздействия высокого давления и температуры на источник углерода на основе алмазных зерен, растворитель углерода и затравочные кристаллы алмаза, отличающийся тем, что, с целью повышения теплопроводности и термостойкости монокристаллов алмаза, в качестве источника углерода используют алмазные зерна размером не менее 100 мкм, предварительно пропитанные металлом или сплавом, растворяющимся в...
Спосіб синтезу монокристалів алмазу
Номер патенту: 1377
Опубліковано: 25.03.1994
Автори: Кацай Маргарита Яківна, Шульженко Олександр Олександрович
МПК: C01B 31/06
Мітки: синтезу, монокристалів, алмазу, спосіб
Формула / Реферат:
Способ синтеза монокристаллов алмаза, включающий послойное размещение в контейнере камеры высокого давления металла или сплава-растворителя, меди и графита и последующее воздействие давления при температуре в области термодинамической стабильности алмаза, отличающийся тем, что, с целью повышения теплопроводности и уменьшения количества включений в кристаллах, слой меди размещают между слоями растворителя при содержании ее 2—25 % от массы...
Спосіб синтезу монокристалів алмазу на затравці
Номер патенту: 2
Опубліковано: 30.04.1993
Автори: Будяк Олександр Ананійович, Чіпенко Георгій Володимирович, Івахненко Сергій Олексійович, Новіков Микола Васильович
МПК: C01B 31/06, C30B 1/00, B01J 3/00
Мітки: затравці, монокристалів, синтезу, алмазу, спосіб
Формула / Реферат:
Способ синтеза монокристаллов алмаза на затравке, включающий создание начального перепада температуры между алмазной затравкой и источником углерода, которые разделены расположенной между ними массой металлического катализатора-растворителя, заключающийся в приложении высокого давления и температуры к размещенным послойно в реакционной зоне источнику углерода, металлическому катализатору-растворителю и кристаллу-затравке, причем алмазную...
Спосіб синтезу монокристалів алмазу на затравці
Номер патенту: 1374
Опубліковано: 25.03.1994
Автори: Будяк Олександр Ананійович, Чіпенко Георгій Володимирович, Білоусов Ігор Святославович, Івахненко Сергій Олексійович
МПК: C01B 31/06
Мітки: синтезу, алмазу, спосіб, монокристалів, затравці
Формула / Реферат:
1. Способ синтеза монокристаллов алмаза на затравке, включающий размещение послойно источника углерода, металлического катализатора-растворителя и кристаллов алмаза-затравок, воздействие на данную послойную реакционную систему высокого давления и температуру с положительным градиентом ее в сторону источника углерода, отличающийся тем, что, с целью уменьшения количества макропримесей на границе кристаллов алмаза-затравок и выращиваемого...