Спосіб газотермічного напилювання покриття на сталеві деталі

Формула / Реферат
Спосіб газотермічного напилювання покриття на сталеві деталі, що включає попередню механічну обробку поверхні деталей і напилювання порошкового матеріалу з одночасною обробкою шарів, що напилюються, який відрізняється тим, що після механічної обробки поверхні деталі проводять напилення покриття при одночасній вібраційній обробці деталі, причому вібраційну обробку проводять шляхом збудження в ній поздовжніх коливань з звуковою частотою 5-5000 Гц і амплітудою деформації в зоні напилювання (0,6-3,2) х 10-4, які припиняють при закінченні напилювання.
Текст
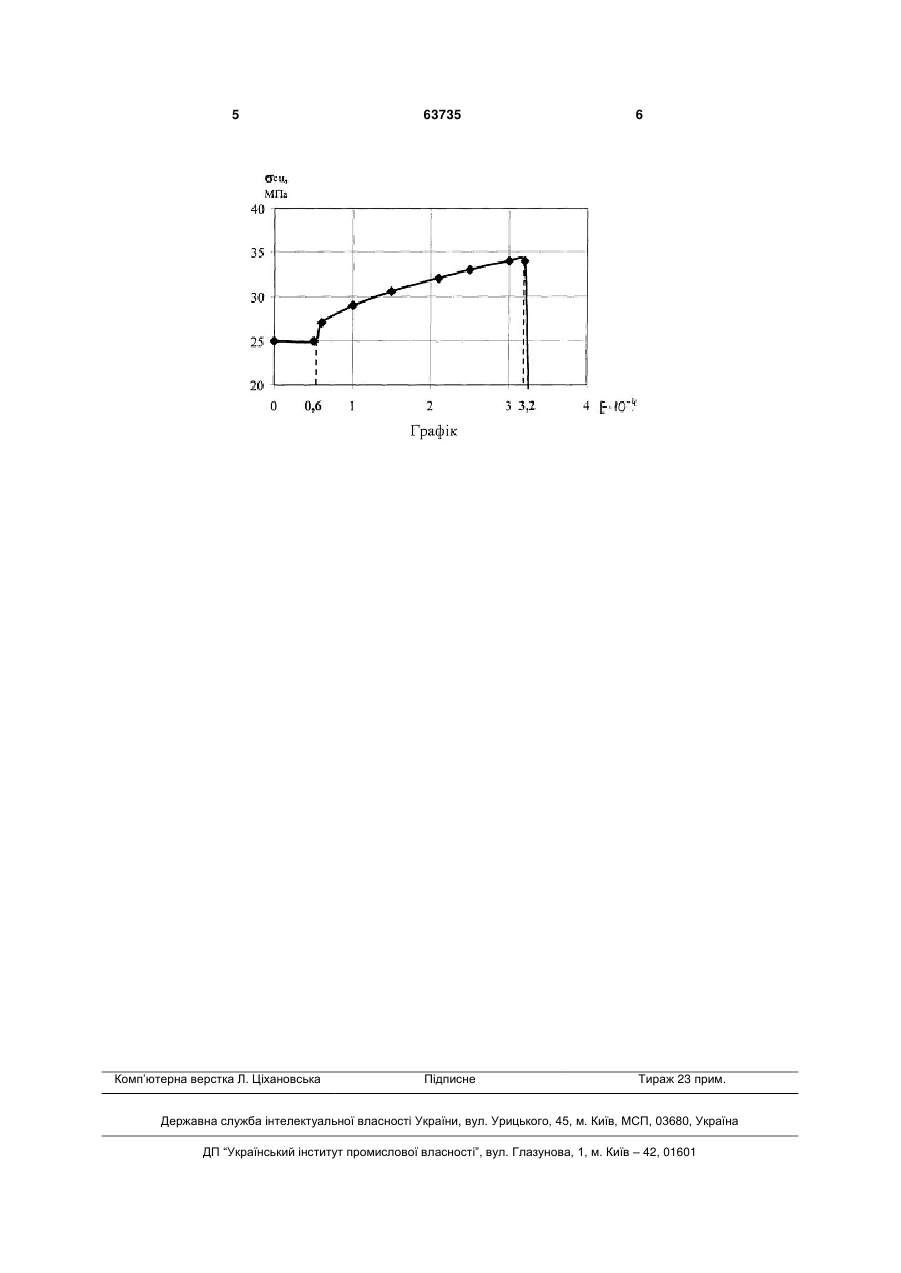
Спосіб газотермічного напилювання покриття на сталеві деталі, що включає попередню механі 3 63735 В основу корисної моделі поставлено задачу удосконалення способу газотермічного напилення покриття на металеві деталі за рахунок підвищення міцності зчеплення з основою при збереженні пористості покриття. Поставлена задача вирішується за рахунок того, що у відомому способі газотермічного напилювання покриття сталевих деталей, який включає попередню механічну обробку поверхні стальної деталі та напилювання порошкового матеріалу з одночасною обробкою шарів, що напилюються, у відповідності до винахідницького задуму після механічної обробки поверхні деталі, проводять напилювання покриття при одночасній вібраційній обробці деталі, причому вібраційну обробку проводять шляхом порушення в ній повздовжніх коливань звукової частоти 5-5000 Гц і амплітудою -4 деформації в зоні напилювання (0,6-3,2)×10 ) Вібраційний вплив (віброобробку) проводять за допомогою, наприклад вібратора, з'єднаного з деталлю і припиняють по закінченню напилювання. У результаті обробки відбувається підвищення міцності зчеплення покриття з основою, підвищення його мікротвердості за рахунок зміни дислокаційної структури матеріалу покриття й деталі. Підвищення середньої мікротвердості покриттів пояснюється зміною фазового складу й більш високою дисперсністю твердих включень, наприклад, карбідних, боридних часток. Оскільки при швидкості кристалізації часток у процесі формування покриття при газотермічному -4 -7 напилюванні 10 -10 хв. [див. Кудинов В.В., Иванов В.М. Нанесение плазмой тугоплавких покритий. ML: Машиностроение, 1981, C.79, 119], то при віброобробці за пропонованим способом зі звуковою частотою 5-5000 Гц обробляються вже застиглі частки, тому пористість покриття не зменшується. Звуковий частотний діапазон 5-5000 Гц 4 обумовлюється застосовуваними в промисловості вібраторами дебалансового (частоти 5-200 Гц), електромагнітного (частоти 20-1000 Гц) і електродинамічного (частоти 5-5000 Гц) типів. Амплітуда деформації в зоні напилювання -4 (0,6-3,2)×10 забезпечує підвищення міцності зчеплення покриття з основою. При амплітуді дефор-4 мації менш 0,6-10 підвищення міцності зчеплення -4 не відбувається, а при більш 3,2-10 утворюються мікротріщини в покритті й на границі розділу покриття-основа, що приводить до різкого зниження міцності зчеплення. На графіку показана залежність міцності зчеплення покриття з основою в залежності від амплітуди деформації при віброобробці. Приклад виконання: Дослідження напилених покриттів по відомому й пропонованому способах виконані на циліндричних зразках Ø 14 мм і сталі 45. Для напилювання покриттів використовували порошок самофлюсуючогося сплаву системи NiCr-B-Si марки ПГ-10Н-01. Напилювання здійснювали газотермічним пістолетом "Іскра 1". Сталеві інструменти за відомим способом приводилися в дію за допомогою ультразвукового генератора типу УЗГ-2-10 з випромінювачем типу ПМС-15А-1 8, частота ударного навантаження 20 кГц, амплітуда 50 мм і зусилля притиску до основи й покриттю 200 Н. За запропонованим способом струменеабразивну обробку поверхні, що напилюється, проводили електрокорундом марки 14А ТУ 2-036704-79 зернистістю до 0,8 мм тиском повітря 0,5 МПа. Віброобробку в процесі напилювання здійснювали шляхом установки деталі (зразка) на вібратор дебалансового типу, збуджуючи в зразках поздовжні коливання з частотою 245-250 Гц і амп-4 літудою деформації 2,1-10 . Результати досліджень представлені в табл. 1: Таблиця 1 Спосіб нанесення покриттів Пропонований спосіб Прототип з віброударною обробкою (а.с. № 1274328) За традиційною технологією Матеріал покриття Міцність зчеплення cп , МПа Мікротвердість, H 100 Пористість, % ПГ-10Н-01 32 770 12 ПГ-10Н-01 34 776 3 ПГ-10Н-01 25 745 12 Таким чином, газотермічне напилювання покриттів за пропонованим способом в порівнянні із традиційним дозволяє одержати покриття з більш високою міцністю зчеплення й мікротвердістю при збереженні пористості. Застосування пропонованого способу газотермічного напилювання покриттів при виготовленні й ремонті деталей підвищує надійність і довговічність машин і обладнання. 5 Комп’ютерна верстка Л. Ціхановська 63735 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal spraying coating on steel parts
Автори англійськоюLuzan Serhii Oleksiiovych
Назва патенту російськоюСпособ газотермического напыления покрытия на стальные детали
Автори російськоюЛузан Сергей Алексеевич
МПК / Мітки
МПК: C23C 4/00
Мітки: сталеві, покриття, газотермічного, напилювання, спосіб, деталі
Код посилання
<a href="https://ua.patents.su/3-63735-sposib-gazotermichnogo-napilyuvannya-pokrittya-na-stalevi-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб газотермічного напилювання покриття на сталеві деталі</a>
Спосіб напилювання газотермічного порошкового покриття

Номер патенту: 44694
Опубліковано: 12.10.2009
Автори: Дерябкіна Євгенія Станіславівна, Лузан Сергій Олексійович
МПК: C23C 4/00
Мітки: порошкового, газотермічного, покриття, напилювання, спосіб
Формула / Реферат:
Спосіб напилювання газотермічного порошкового покриття, що включає газотермічне напилювання порошку на поверхню з одночасною пошаровою механічною обробкою голкофрезою шарів покриття, що формуються, який відрізняється тим, що попередню обробку поверхні, що підлягає напилюванню, здійснюють голкофрезою та обробку шарів, які напилюються, у процесі формування покриття виробляють цією ж голкофрезою при обертах голкофрези від 400 до 2500 об./хв.
Спосіб газотермічного нанесення покриття

Номер патенту: 37048
Опубліковано: 10.11.2008
Автори: Єршов Анатолій Васильович, Биковський Олег Григорович, Ситніков Микола Миколайович
МПК: C23C 14/38
Мітки: нанесення, спосіб, покриття, газотермічного
Формула / Реферат:
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, який відрізняється тим, що нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності, причому струм додаткової дуги складає 25-30 А.
Спосіб нанесення цинкового покриття на дрібні сталеві деталі складного профілю
Номер патенту: 12896
Опубліковано: 28.02.1997
Автори: Якимяк Володимир Михайлович, Вавілін Олександр Сергійович, Канов Генадій Лаврентійович, Мітніков Ілля Юхимович, Проскуркін Євген Васильович, Гладуш Василь Макарович, Зехов Сергій Васильович, Хаустов Георгій Йосипович
МПК: C23C 2/06
Мітки: сталеві, складного, деталі, дрібні, покриття, цинкового, спосіб, профілю, нанесення
Формула / Реферат:
Способ нанесения цинкового покрытия на мелкие стальные детали сложного профиля, включающий погружение в расплав деталей с предварительно подготовленной поверхностью при помощи перфорированного контейнера, последующую выдержку деталей в расплаве, извлечение из него и удаление излишков цинка с деталей при обеспечении непрерывного вращения контейнера в течение всего процесса нанесения покрытия, отличающийся тем, что на контейнер с деталями...
Пристрій для газотермічного нанесення захисного покриття

Номер патенту: 11950
Опубліковано: 16.01.2006
Автори: Аралкін Анатолій Сергійович, Давида Андрій Йосипович
МПК: C23C 4/12
Мітки: газотермічного, нанесення, пристрій, покриття, захисного
Формула / Реферат:
1. Пристрій для газотермічного нанесення захисного покриття, який містить плазмотрон, трубчастий кожух, ресивер зі штуцерами для підведення газу, що змонтований на зовнішній поверхні нижньої частини кожуха, ежектор у вигляді диска з маточиною, що закріплений у ресивері з зазором щодо трубчастого кожуха, який відрізняється тим, що диск ежектора виконаний з можливістю зворотно-поступального переміщення щодо трубчастого кожуха й оснащений...
Спосіб плазмового напилювання покрить

Номер патенту: 70430
Опубліковано: 15.10.2004
Автор: Оніщенко Олексій Георгійович
МПК: C23C 4/00
Мітки: напилювання, плазмового, покрить, спосіб
Формула / Реферат:
Спосіб плазмового напилювання на поверхню багатошарових покрить шляхом послідовного утворення паралельних один одному шарів, який відрізняється тим, що шари покриття виконують під кутом до поверхні, що напилюють.
Попередній патент: Стовбур водонапірної башти
Наступний патент: Спосіб виготовлення сиру кисломолочного із козиного молока
Випадковий патент: Спосіб діагностики розвитку остеопорозу