Спосіб одержання газотермічного покриття
Формула / Реферат
Спосіб одержання газотермічного покриття, що включає попередню механічну обробку поверхні деталі й напилювання порошкового матеріалу газовим струменем, який відрізняється тим, що вібраційну обробку деталі здійснюють після напилення покриття порушенням в ньому повздовжніх коливань частотою 5-5000 Гц і амплітудою деформації (0,6-3,2).10-4, та виконують її протягом 3-4 хвилин.
Текст
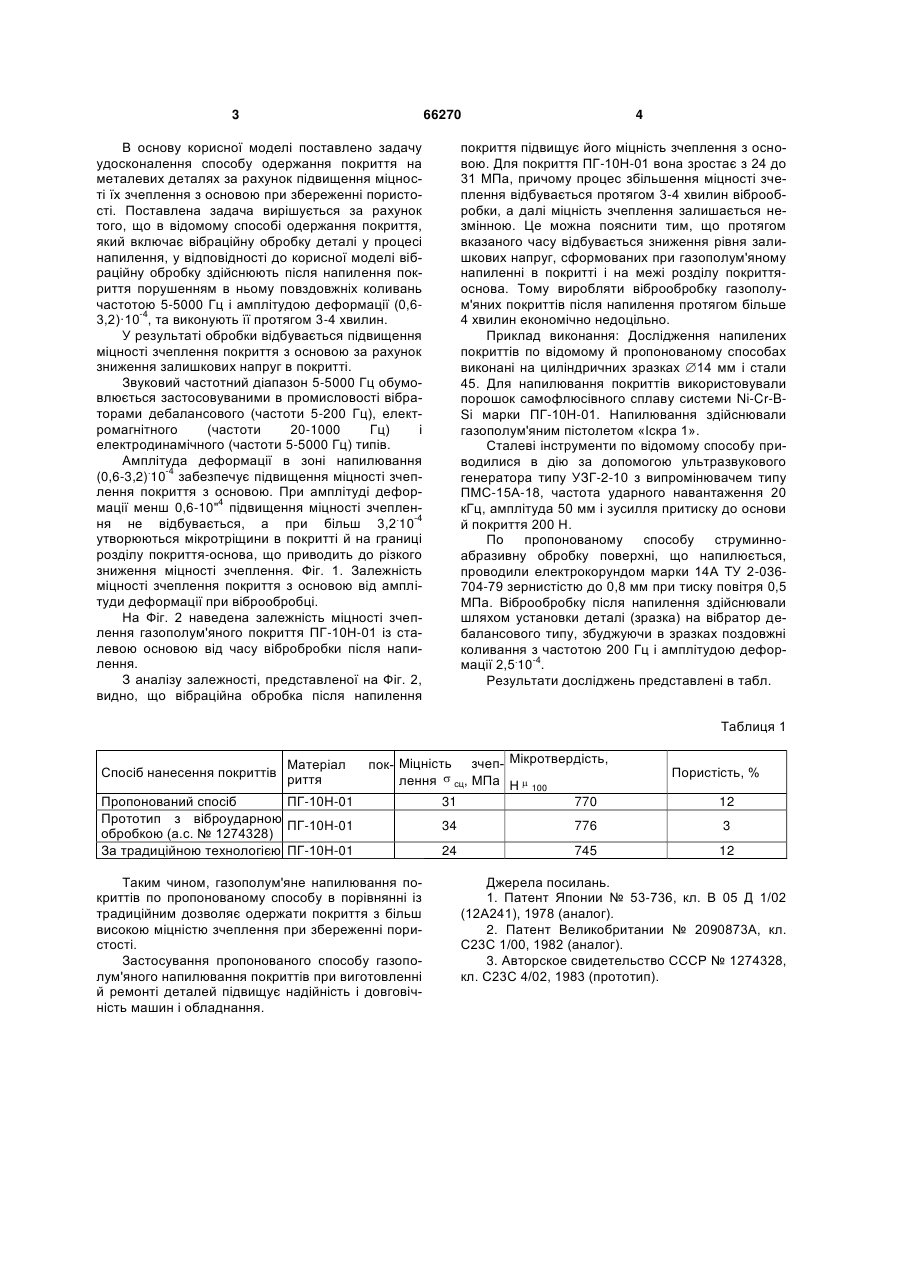
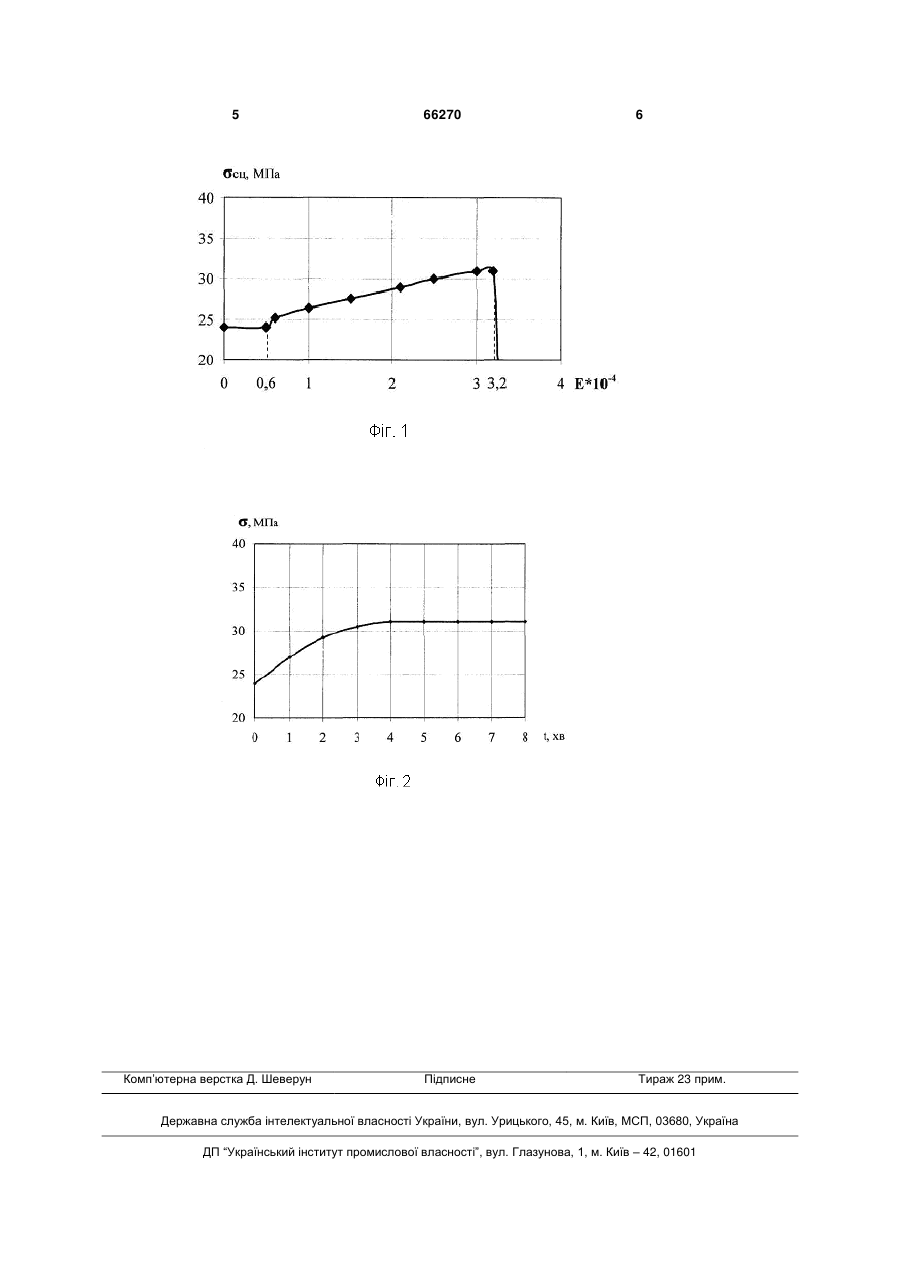
Спосіб одержання газотермічного покриття, що включає попередню механічну обробку повер 3 66270 В основу корисної моделі поставлено задачу удосконалення способу одержання покриття на металевих деталях за рахунок підвищення міцності їх зчеплення з основою при збереженні пористості. Поставлена задача вирішується за рахунок того, що в відомому способі одержання покриття, який включає вібраційну обробку деталі у процесі напилення, у відповідності до корисної моделі вібраційну обробку здійснюють після напилення покриття порушенням в ньому повздовжніх коливань частотою 5-5000 Гц і амплітудою деформації (0,6-4 3,2)·10 , та виконують її протягом 3-4 хвилин. У результаті обробки відбувається підвищення міцності зчеплення покриття з основою за рахунок зниження залишкових напруг в покритті. Звуковий частотний діапазон 5-5000 Гц обумовлюється застосовуваними в промисловості вібраторами дебалансового (частоти 5-200 Гц), електромагнітного (частоти 20-1000 Гц) і електродинамічного (частоти 5-5000 Гц) типів. Амплітуда деформації в зоні напилювання . -4 (0,6-3,2) 10 забезпечує підвищення міцності зчеплення покриття з основою. При амплітуді дефор4 мації менш 0,6-10" підвищення міцності зчеплен. -4 ня не відбувається, а при більш 3,2 10 утворюються мікротріщини в покритті й на границі розділу покриття-основа, що приводить до різкого зниження міцності зчеплення. Фіг. 1. Залежність міцності зчеплення покриття з основою від амплітуди деформації при віброобробці. На Фіг. 2 наведена залежність міцності зчеплення газополум'яного покриття ПГ-10Н-01 із сталевою основою від часу вібробробки після напилення. З аналізу залежності, представленої на Фіг. 2, видно, що вібраційна обробка після напилення 4 покриття підвищує його міцність зчеплення з основою. Для покриття ПГ-10Н-01 вона зростає з 24 до 31 МПа, причому процес збільшення міцності зчеплення відбувається протягом 3-4 хвилин віброобробки, а далі міцність зчеплення залишається незмінною. Це можна пояснити тим, що протягом вказаного часу відбувається зниження рівня залишкових напруг, сформованих при газополум'яному напиленні в покритті і на межі розділу покриттяоснова. Тому виробляти віброобробку газополум'яних покриттів після напилення протягом більше 4 хвилин економічно недоцільно. Приклад виконання: Дослідження напилених покриттів по відомому й пропонованому способах виконані на циліндричних зразках 14 мм і стали 45. Для напилювання покриттів використовували порошок самофлюсівного сплаву системи Ni-Cr-BSi марки ПГ-10Н-01. Напилювання здійснювали газополум'яним пістолетом «Іскра 1». Сталеві інструменти по відомому способу приводилися в дію за допомогою ультразвукового генератора типу УЗГ-2-10 з випромінювачем типу ПМС-15А-18, частота ударного навантаження 20 кГц, амплітуда 50 мм і зусилля притиску до основи й покриття 200 Н. По пропонованому способу струминноабразивну обробку поверхні, що напилюється, проводили електрокорундом марки 14А ТУ 2-036704-79 зернистістю до 0,8 мм при тиску повітря 0,5 МПа. Віброобробку після напилення здійснювали шляхом установки деталі (зразка) на вібратор дебалансового типу, збуджуючи в зразках поздовжні коливання з частотою 200 Гц і амплітудою дефор. -4 мації 2,5 10 . Результати досліджень представлені в табл. Таблиця 1 Спосіб нанесення покриттів Матеріал риття Пропонований спосіб ПГ-10Н-01 Прототип з віброударною ПГ-10Н-01 обробкою (а.с. № 1274328) За традиційною технологією ПГ-10Н-01 пок- Міцність зчеп- Мікротвердість, лення сц, МПа Η 100 31 770 Таким чином, газополум'яне напилювання покриттів по пропонованому способу в порівнянні із традиційним дозволяє одержати покриття з більш високою міцністю зчеплення при збереженні пористості. Застосування пропонованого способу газополум'яного напилювання покриттів при виготовленні й ремонті деталей підвищує надійність і довговічність машин і обладнання. Пористість, % 12 34 776 3 24 745 12 Джерела посилань. 1. Патент Японии № 53-736, кл. В 05 Д 1/02 (12А241), 1978 (аналог). 2. Патент Великобритании № 2090873А, кл. С23С 1/00, 1982 (аналог). 3. Авторское свидетельство СССР № 1274328, кл. С23С 4/02, 1983 (прототип). 5 Комп’ютерна верстка Д. Шеверун 66270 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing gas-thermal coating
Автори англійськоюLuzan Serhii Oleksiiovych
Назва патенту російськоюСпособ получения газотермического покрытия
Автори російськоюЛузан Сергей Алексеевич
МПК / Мітки
МПК: C23C 4/00
Мітки: покриття, спосіб, одержання, газотермічного
Код посилання
<a href="https://ua.patents.su/3-66270-sposib-oderzhannya-gazotermichnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання газотермічного покриття</a>
Спосіб газотермічного напилювання покриття на сталеві деталі

Номер патенту: 63735
Опубліковано: 25.10.2011
Автор: Лузан Сергій Олексійович
МПК: C23C 4/00
Мітки: покриття, газотермічного, деталі, напилювання, сталеві, спосіб
Формула / Реферат:
Спосіб газотермічного напилювання покриття на сталеві деталі, що включає попередню механічну обробку поверхні деталей і напилювання порошкового матеріалу з одночасною обробкою шарів, що напилюються, який відрізняється тим, що після механічної обробки поверхні деталі проводять напилення покриття при одночасній вібраційній обробці деталі, причому вібраційну обробку проводять шляхом збудження в ній поздовжніх коливань з звуковою частотою 5-5000...
Спосіб напилювання газотермічного порошкового покриття

Номер патенту: 44694
Опубліковано: 12.10.2009
Автори: Лузан Сергій Олексійович, Дерябкіна Євгенія Станіславівна
МПК: C23C 4/00
Мітки: спосіб, газотермічного, напилювання, порошкового, покриття
Формула / Реферат:
Спосіб напилювання газотермічного порошкового покриття, що включає газотермічне напилювання порошку на поверхню з одночасною пошаровою механічною обробкою голкофрезою шарів покриття, що формуються, який відрізняється тим, що попередню обробку поверхні, що підлягає напилюванню, здійснюють голкофрезою та обробку шарів, які напилюються, у процесі формування покриття виробляють цією ж голкофрезою при обертах голкофрези від 400 до 2500 об./хв.
Спосіб газотермічного нанесення покриття

Номер патенту: 37048
Опубліковано: 10.11.2008
Автори: Ситніков Микола Миколайович, Биковський Олег Григорович, Єршов Анатолій Васильович
МПК: C23C 14/38
Мітки: спосіб, нанесення, покриття, газотермічного
Формула / Реферат:
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, який відрізняється тим, що нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності, причому струм додаткової дуги складає 25-30 А.
Спосіб вимірювання міцності зчеплення покриття з основою
Номер патенту: 70361
Опубліковано: 15.10.2004
Автори: Рамахефасоло Даніель Себаст'єн, Шательє Жан-Ів
МПК: G01N 29/11, G01N 19/00, G01N 29/22, G01N 29/00
Мітки: покриття, зчеплення, міцності, основою, вимірювання, спосіб
Формула / Реферат:
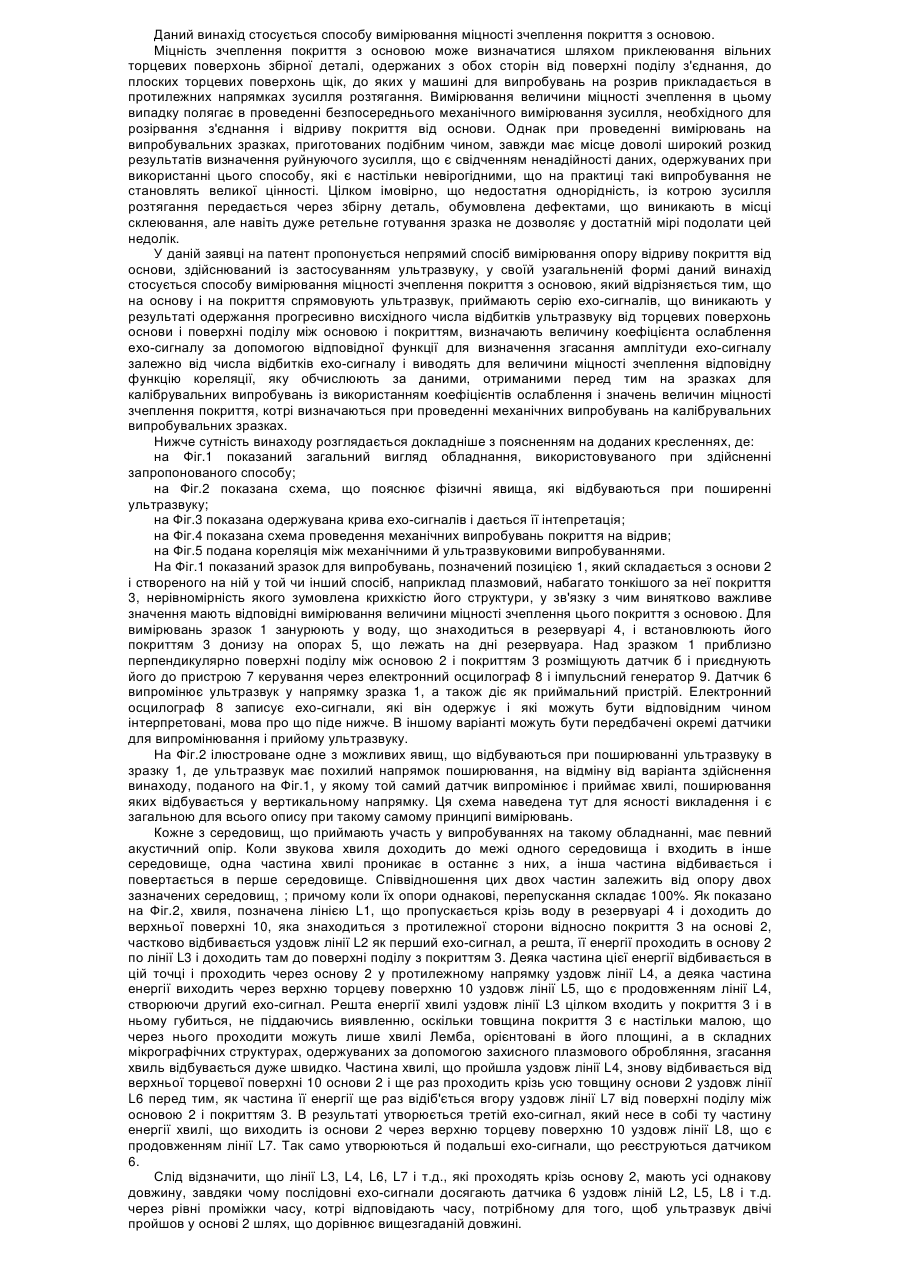
1. Спосіб вимірювання міцності зчеплення покриття (3) з основою (2), який відрізняється тим, що на основу і на покриття спрямовують ультразвук, приймають серію ехо-сигналів, що виникають у результаті відбиття ультразвуку від торцевих поверхонь основи і поверхні поділу між основою і покриттям, визначають величину коефіцієнта (х) ослаблення ехо-сигналу, що характеризує згасання амплітуди ехо-сигналу залежно від числа відбитків ехо-сигналу, і...
Порошкова суміш для газотермічного напилення
Номер патенту: 10595
Опубліковано: 25.12.1996
Автори: Панько Михайло Тарасович, Морозов Андрій Сергійович, Коржик Володимир Миколайович, Мурашов Анатолій Петрович, Борисов Юрій Сергійович
МПК: C23C 4/04
Мітки: напилення, порошкова, суміш, газотермічного
Формула / Реферат:
Порошкова суміш для газотермічного напилення, яка включає залізо-вуглецевий сплав і бронзу, яка відрізняється тим, як залізо-вуглецевий сплав вона містить порошок сірого чавуну, одержаний подрібненням стружки після механічної обробки виливок, з вмістом 2,9-3,8 мас. % вуглецю та 1,0-2,6 мас. % кремнію, і додатково - порошок залізо-бористого сплаву з вмістом бору в межах 3,3-5,2 мас.% при слідуючому співвідношенні компонентів,...
Попередній патент: Зачіпка для тари, яка має горловину
Наступний патент: Електромеханічний привод
Випадковий патент: Спосіб одержання 1,1-діоксіда пеніціланової кислоти або її ефіру