Спосіб виготовлення стрічки плющенням
Номер патенту: 102650
Опубліковано: 10.11.2015
Автори: Неруш Андрій Олександрович, Найдьонов Володимир Сергійович, Коренко Марина Георгіївна, Марков Олег Євгенійович

Формула / Реферат
Спосіб виготовлення стрічки плющенням, що полягає в поетапному деформуванні циліндричної заготівки розгінними калібрами, який відрізняється тим, що заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Ні, яка дорівнює 1,1Ηстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах.
Текст
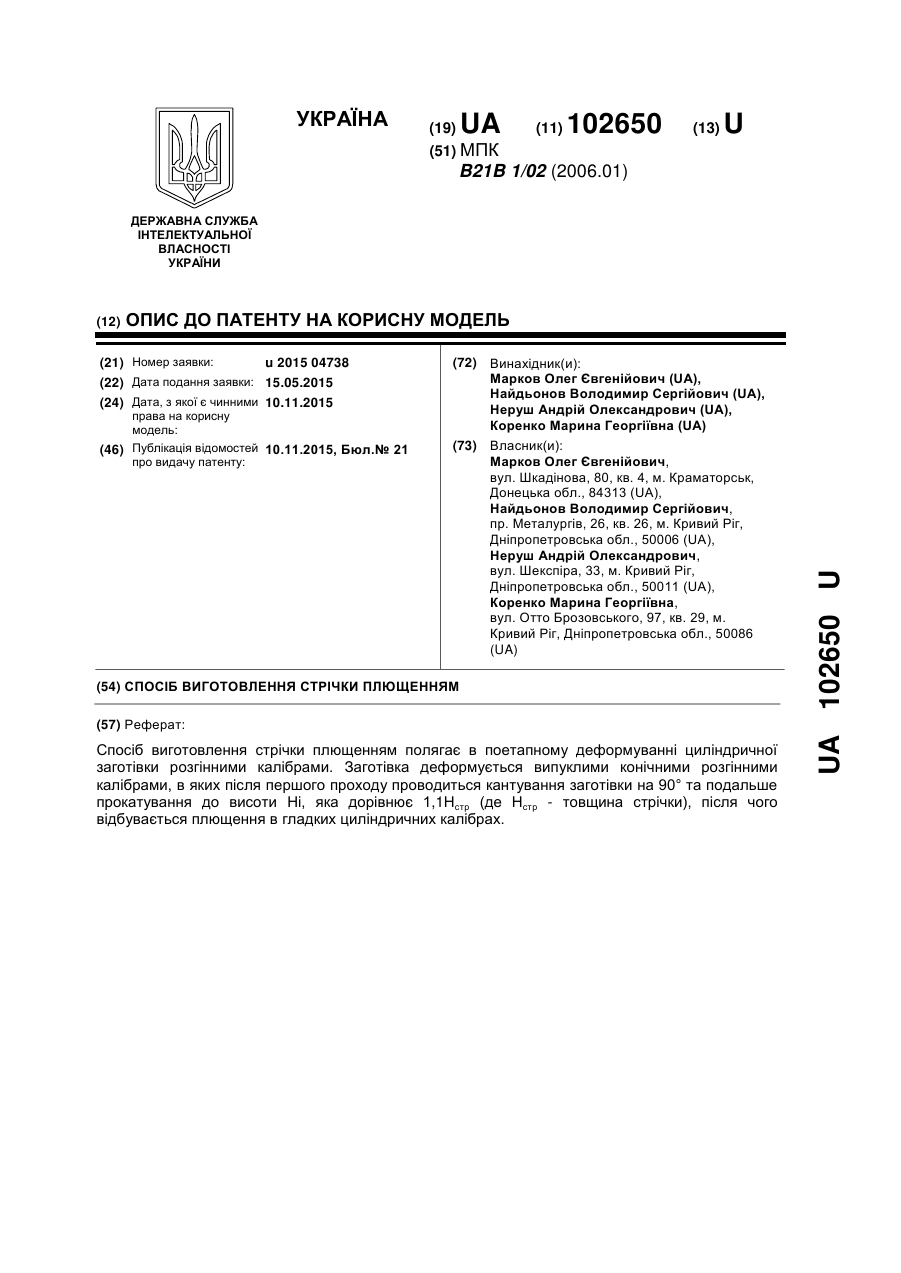
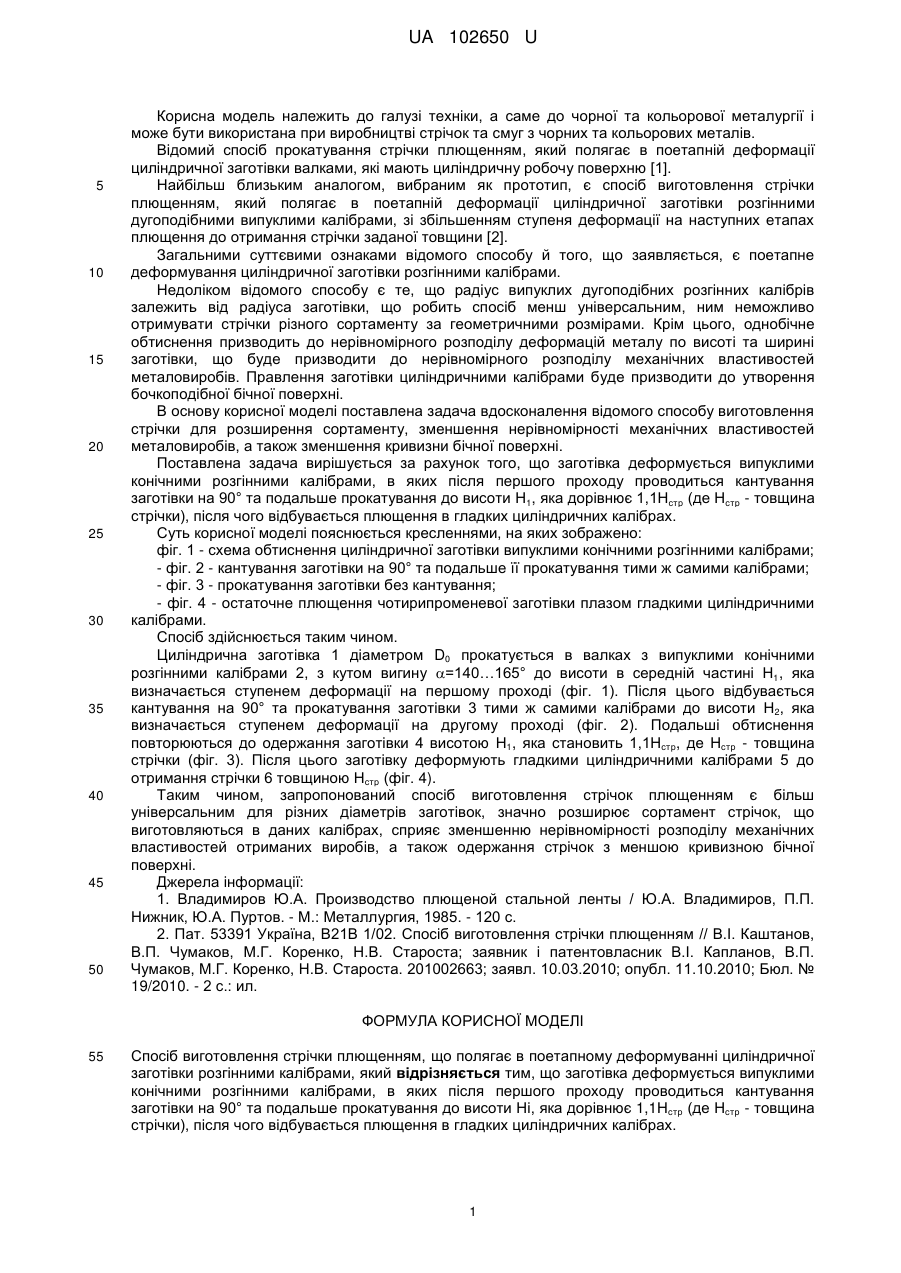
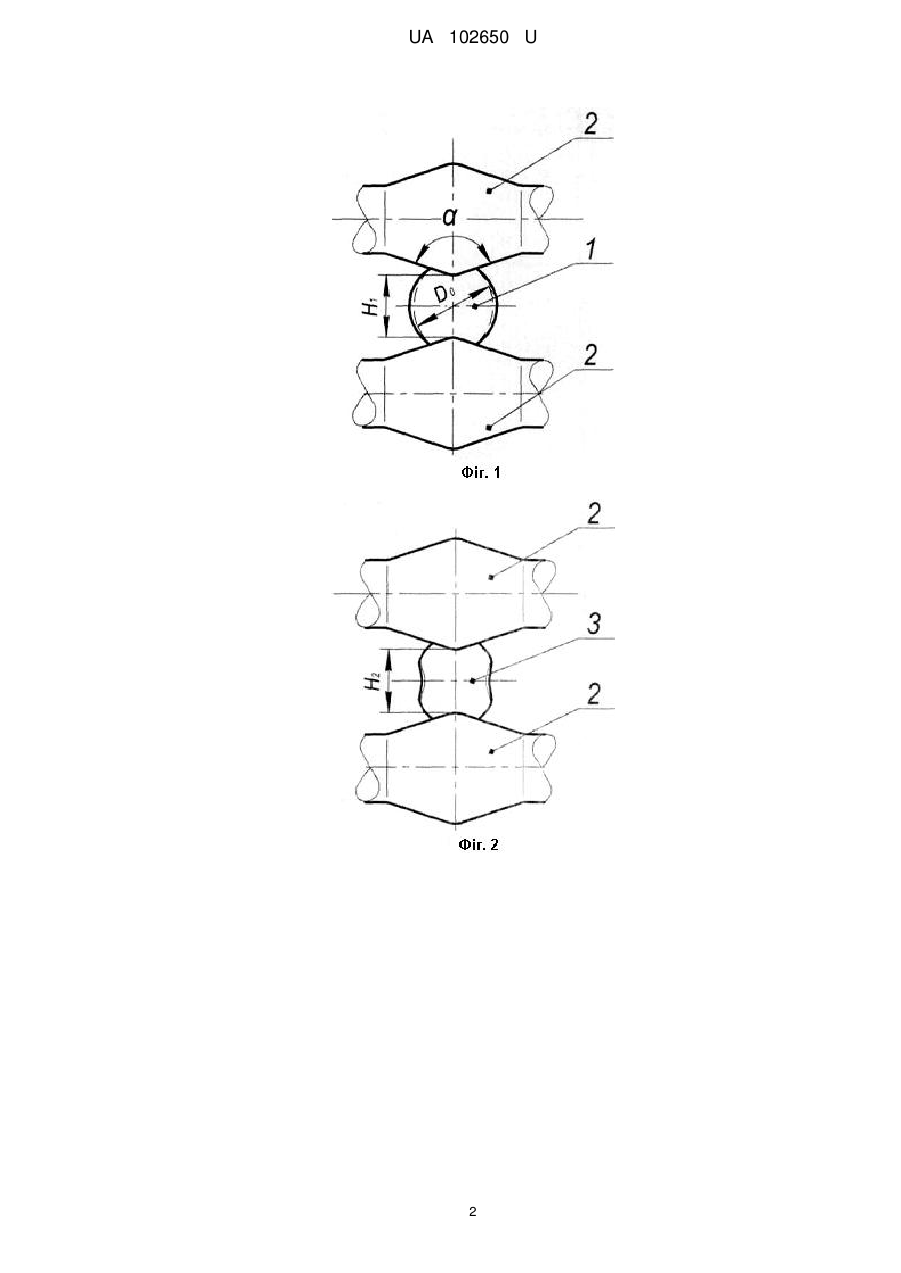
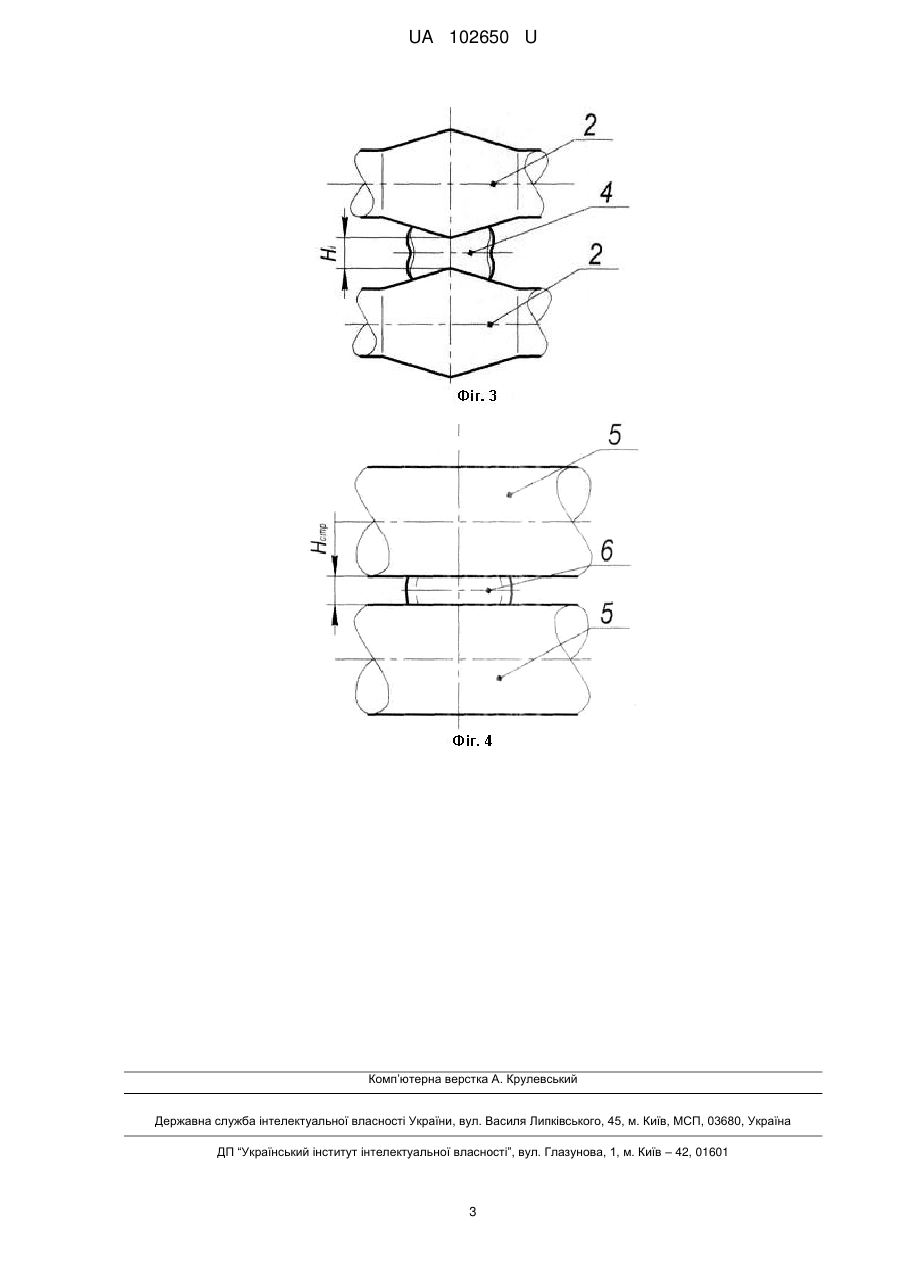
Реферат: Спосіб виготовлення стрічки плющенням полягає в поетапному деформуванні циліндричної заготівки розгінними калібрами. Заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Ні, яка дорівнює 1,1Ηстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах. UA 102650 U (12) UA 102650 U UA 102650 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі техніки, а саме до чорної та кольорової металургії і може бути використана при виробництві стрічок та смуг з чорних та кольорових металів. Відомий спосіб прокатування стрічки плющенням, який полягає в поетапній деформації циліндричної заготівки валками, які мають циліндричну робочу поверхню [1]. Найбільш близьким аналогом, вибраним як прототип, є спосіб виготовлення стрічки плющенням, який полягає в поетапній деформації циліндричної заготівки розгінними дугоподібними випуклими калібрами, зі збільшенням ступеня деформації на наступних етапах плющення до отримання стрічки заданої товщини [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є поетапне деформування циліндричної заготівки розгінними калібрами. Недоліком відомого способу є те, що радіус випуклих дугоподібних розгінних калібрів залежить від радіуса заготівки, що робить спосіб менш універсальним, ним неможливо отримувати стрічки різного сортаменту за геометричними розмірами. Крім цього, однобічне обтиснення призводить до нерівномірного розподілу деформацій металу по висоті та ширині заготівки, що буде призводити до нерівномірного розподілу механічних властивостей металовиробів. Правлення заготівки циліндричними калібрами буде призводити до утворення бочкоподібної бічної поверхні. В основу корисної моделі поставлена задача вдосконалення відомого способу виготовлення стрічки для розширення сортаменту, зменшення нерівномірності механічних властивостей металовиробів, а також зменшення кривизни бічної поверхні. Поставлена задача вирішується за рахунок того, що заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Н1, яка дорівнює 1,1Нстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах. Суть корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - схема обтиснення циліндричної заготівки випуклими конічними розгінними калібрами; - фіг. 2 - кантування заготівки на 90° та подальше її прокатування тими ж самими калібрами; - фіг. 3 - прокатування заготівки без кантування; - фіг. 4 - остаточне плющення чотирипроменевої заготівки плазом гладкими циліндричними калібрами. Спосіб здійснюється таким чином. Циліндрична заготівка 1 діаметром D0 прокатується в валках з випуклими конічними розгінними калібрами 2, з кутом вигину =140…165° до висоти в середній частині Н1, яка визначається ступенем деформації на першому проході (фіг. 1). Після цього відбувається кантування на 90° та прокатування заготівки 3 тими ж самими калібрами до висоти Н2, яка визначається ступенем деформації на другому проході (фіг. 2). Подальші обтиснення повторюються до одержання заготівки 4 висотою Н1, яка становить 1,1Нстр, де Нстр - товщина стрічки (фіг. 3). Після цього заготівку деформують гладкими циліндричними калібрами 5 до отримання стрічки 6 товщиною Нстр (фіг. 4). Таким чином, запропонований спосіб виготовлення стрічок плющенням є більш універсальним для різних діаметрів заготівок, значно розширює сортамент стрічок, що виготовляються в даних калібрах, сприяє зменшенню нерівномірності розподілу механічних властивостей отриманих виробів, а також одержання стрічок з меншою кривизною бічної поверхні. Джерела інформації: 1. Владимиров Ю.А. Производство плющеной стальной ленты / Ю.А. Владимиров, П.П. Нижник, Ю.А. Пуртов. - М.: Металлургия, 1985. - 120 с. 2. Пат. 53391 Україна, В21В 1/02. Спосіб виготовлення стрічки плющенням // В.І. Каштанов, В.П. Чумаков, Μ.Г. Коренко, Η.В. Староста; заявник і патентовласник В.I. Капланов, В.П. Чумаков, М.Г. Коренко, Н.В. Староста. 201002663; заявл. 10.03.2010; опубл. 11.10.2010; Бюл. № 19/2010. - 2 с.: ил. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб виготовлення стрічки плющенням, що полягає в поетапному деформуванні циліндричної заготівки розгінними калібрами, який відрізняється тим, що заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Ні, яка дорівнює 1,1Ηстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах. 1 UA 102650 U 2 UA 102650 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing strip by flattening
Автори англійськоюMarkov Oleh Yevhenovych, Naidionov Volodymyr Serhiiovych, Nerush Andrii Oleksandrovych, Korenko Maryna Heorhiivna
Назва патенту російськоюСпособ изготовления ленты плющением
Автори російськоюМарков Олег Евгеньевич, Найденов Владимир Сергеевич, Неруш Андрей Александрович, Коренко Марина Георгиевна
МПК / Мітки
МПК: B21B 1/02
Мітки: виготовлення, спосіб, плющенням, стрічки
Код посилання
<a href="https://ua.patents.su/5-102650-sposib-vigotovlennya-strichki-plyushhennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стрічки плющенням</a>
Спосіб виготовлення стрічки плющенням
Номер патенту: 102648
Опубліковано: 10.11.2015
Автори: Ячмінь Юлія Олегівна, Розов Юрій Георгійович, Руденко Наталія Олександрівна, Марков Олег Євгенійович
МПК: B21B 1/02
Мітки: спосіб, стрічки, плющенням, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, який включає поетапне деформування заготівки круглого перерізу розгінними калібрами, який відрізняється тим, що деформування здійснюється випуклими конічними розгінними калібрами, при цьому після кожного проходу в цих калібрах проводиться кантування заготівки на 90°, а остаточне плющення одержаної чотирипроменевої заготівки здійснюється вздовж ребер гладкими циліндричними калібрами.
Спосіб виготовлення стрічки плющенням
Номер патенту: 53391
Опубліковано: 11.10.2010
Автори: Капланов Василь Ільіч, Чумаков Володимир Петрович, Староста Наталя Володимирівна, Коренко Марина Георгіївна
МПК: B21B 1/02
Мітки: плющенням, спосіб, виготовлення, стрічки
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що включає поетапну деформацію заготовки круглого профілю, який відрізняється тим, що на першому етапі деформацію заготовки виконують за допомогою розгінних калібрів, які мають дугоподібну увігнуту форму, при цьому на наступних етапах плющення площу деформації збільшують до отримання на останньому етапі стрічки, при цьому радіус згаданої деформації задають за допомогою гребеня розгінних калібрів, радіус...
Калібр для виготовлення стрічки плющенням
Номер патенту: 59136
Опубліковано: 10.05.2011
Автори: Капланов Василь Ільіч, Коренко Марина Георгіївна, Чумаков Володимир Петрович
МПК: B21B 17/14
Мітки: виготовлення, стрічки, калібр, плющенням
Формула / Реферат:
Калібр для виготовлення стрічки плющенням, що містить декілька послідовно розташованих клітей, в яких кожна із пар валків має струмки, зв'язані з формоутворювальною поверхнею за формою гребеня, який відрізняється тим, що радіус кривизни гребенів калібру і радіуси їх сполучення з циліндричною робочою поверхнею узяті рівними радіусу заготівки, а ширина і висота гребенів подальших формоутворювальних поверхонь...
Спосіб виготовлення холоднокатаної стрічки
Номер патенту: 33035
Опубліковано: 10.06.2008
Автори: Мурашкін Олександр Вікторович, Пасько Іван Олександрович, Уланова Олександра Лук'янівна, Ліфшиц Олександр Вікторович, Пасько Тетяна Григорівна
МПК: B21B 1/00
Мітки: холоднокатаної, спосіб, стрічки, виготовлення
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки, який включає виплавку сталі в конвертері, розливання, гарячу прокатку, травлення, холодну прокатку, відпал, дресирування, подовжній розпуск з обрізанням кромок, який відрізняється тим, що використовують сталь марок 08Ю і 08пс з розливанням її через установку неперервного розливу сталі з обмеженням масової частки вуглецю до 0,07 %, а гарячу прокатку товщиною прокату 1,6 мм здійснюють з використанням...
Спосіб виготовлення холоднокатаної стрічки
Номер патенту: 88709
Опубліковано: 10.11.2009
Автори: Пасько Іван Олександрович, Пасько Тетяна Григорівна, Мурашкін Олександр Вікторович, Уланова Олександра Лук'янівна, Ліфшиц Олександр Вікторович
Мітки: холоднокатаної, спосіб, виготовлення, стрічки
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки, який включає виплавку сталі в конвертері, розливання, гарячу прокатку заготовки на смугу, змотування та подальше травлення, холодну прокатку, відпал, дресирування і подовжній розпуск з обрізанням кромок, який відрізняється тим, що використовують сталь марок 08Ю і 08пс з розливанням її через УБРС з обмеженням масової частки вуглецю до 0,07 %, а гарячу прокатку заготовки на смугу товщиною 1,6 мм...
Попередній патент: Спосіб кування днищ
Наступний патент: Спосіб корекції ферментної системи антиоксидантного захисту організму глибокотільних корів за ендотоксикозу
Випадковий патент: Портальний кран