Пристрій для автоматичного наплавлення під флюсом
Номер патенту: 102886
Опубліковано: 25.11.2015
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Юрій Олександрович, Сімутєнков Іван Вікторович
Формула / Реферат
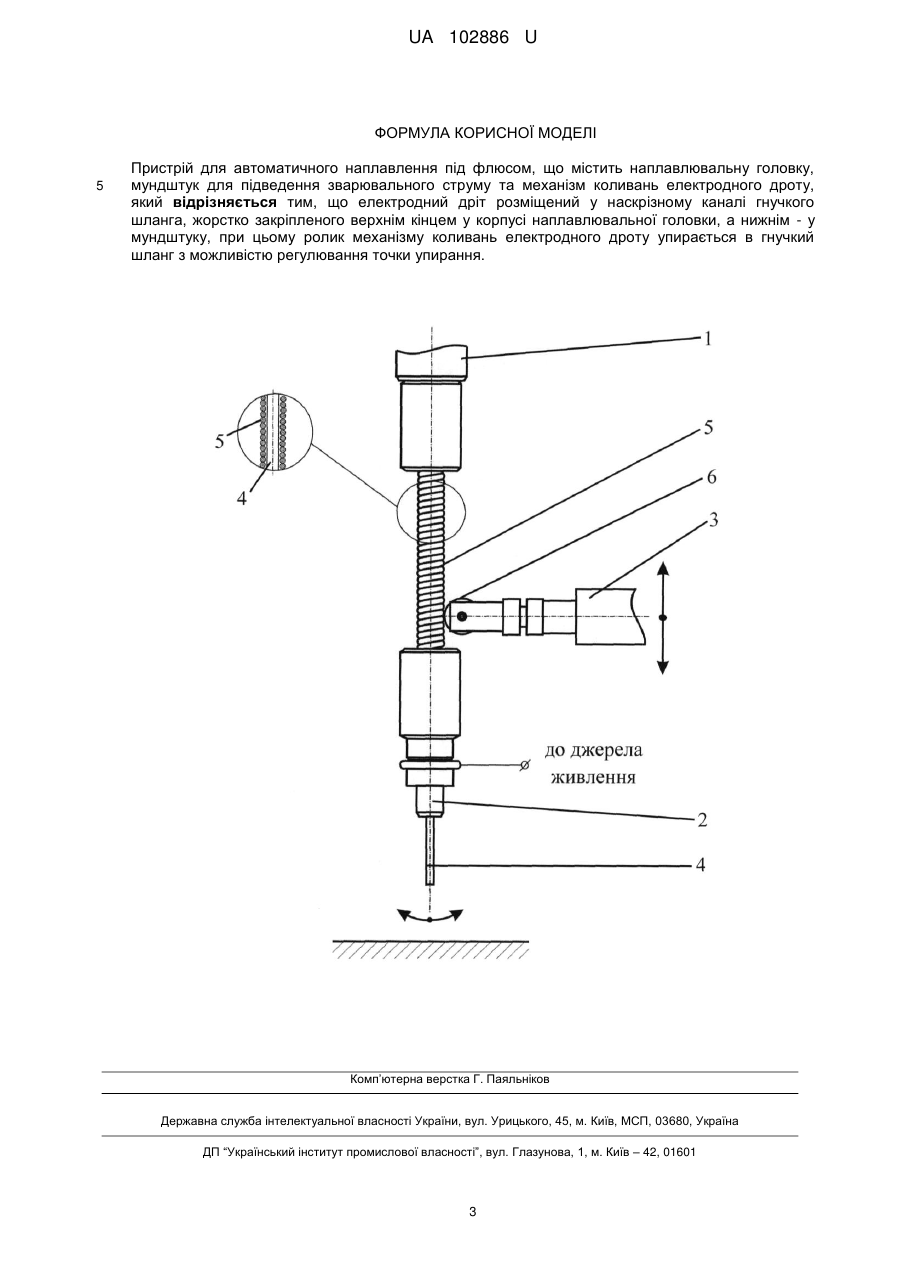
Пристрій для автоматичного наплавлення під флюсом, що містить наплавлювальну головку, мундштук для підведення зварювального струму та механізм коливань електродного дроту, який відрізняється тим, що електродний дріт розміщений у наскрізному каналі гнучкого шланга, жорстко закріпленого верхнім кінцем у корпусі наплавлювальної головки, а нижнім - у мундштуку, при цьому ролик механізму коливань електродного дроту упирається в гнучкий шланг з можливістю регулювання точки упирання.
Текст
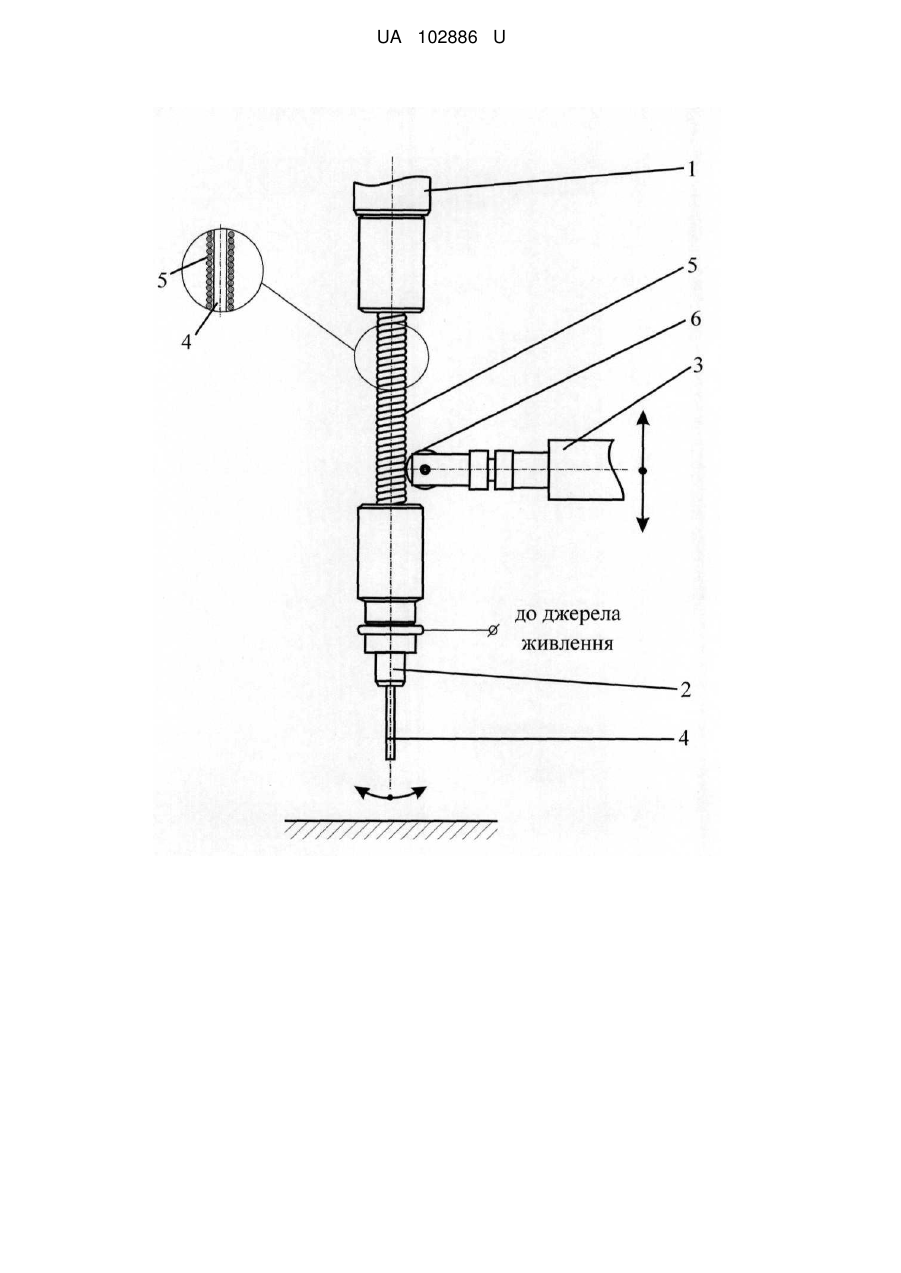
Реферат: Пристрій для автоматичного наплавлення під флюсом, містить наплавлювальну головку, мундштук для підведення зварювального струму та механізм коливань електродного дроту. Електродний дріт розміщений у наскрізному каналі гнучкого шланга, жорстко закріпленого верхнім кінцем у корпусі наплавлювальної головки, а нижнім - у мундштуку, при цьому ролик механізму коливань електродного дроту упирається в гнучкий шланг з можливістю регулювання точки упирання. UA 102886 U (54) ПРИСТРІЙ ДЛЯ АВТОМАТИЧНОГО НАПЛАВЛЕННЯ ПІД ФЛЮСОМ UA 102886 U UA 102886 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування та може бути використана для автоматичного наплавлення та зварювання під флюсом. Відомо про пристрій для коливання зварювального пальника [див. авт. свідоцтво № 912437 (SU), МКИ В 23 К 9/30, опубл. 15.03.1982], який містить вихідний вал приводу, причому пристрій оснащений кривошипно-повзунним механізмом, кривошип якого виконаний у вигляді закріпленої на вихідному валу привода обойми з напрямними, в яких розташований камінь з проріззю, виконаний зі скошеною площиною, а у прорізі встановлений сухар зі скошеною під тим же кутом площиною, встановленою в контакті з площиною прорізі каменя, при цьому сухар шарнірно зв'язаний з регулювальним гвинтом, камінь підпружинений відносно сухаря та шарнірно зв'язаний з шатуном кривошипно-повзунного механізму, з повзуном якого жорстко зв'язаний пальник. Цей пристрій не знайшов широкого застосування внаслідок складності конструкції, великої кількості пар тертя для передачі коливань від приводу до зварювального пальника, а також неможливості змінювати параметри коливань пальника (частоту та амплітуду) без припинення зварювального процесу. Відомо також про пристрій для зварювання з коливаннями зварювальної головки (див. авт. свідоцтво № 1109281 [SLJ), МКИ В 23 К 9/30, опубл. 23. 08. 1984], який містить привод з вихідним валом і закріпленим на валу ексцентриком, одноплечий важіль, на кінці якого закріплена зварювальна головка, а також напрямні та паралельний їм гвинт, причому одноплечий важіль виконаний з проріззю, у цій прорізі розміщений ексцентрик, а привід встановлений у напрямних та кінематично зв'язаний з гвинтом. Недоліком цього пристрою є неможливість створення високочастотних коливань електрода, необхідність додаткового простору для розміщення одноплечого важеля та напрямних з паралельним ним гвинтом, що обмежує технологічні властивості пристрою, ускладнює його монтаж та обслуговування при використанні стандартного зварювального устаткування. Найбільш близьким за технічною суттю, суттєвим ознакам та позитивному ефекту є пристрій 8 для імпульсних переміщень електродного дроту [див. патент України № 92892 (UA), МПК В23К 9/00, опубл. 10. 09. 2014], який містить привід, виконаний у вигляді генератора імпульсних переміщень, при цьому генератор імпульсних переміщень містить електродвигун з закріпленим на його валу диском і сепаратором з роликами, причому осі диска, сепаратора та роликів паралельні осі електродного дроту, а ролики встановлені у пазах сепаратора з кроком не менше за їх діаметр, та ударник, розміщений перпендикулярно до роликів сепаратора, і має контакт зі штоком, на протилежному кінці якого є вилка, з'єднана з ударним роликом, який упирається в електродний дріт, причому шток оснащений зворотною пружиною та гайкою для регулювання амплітуди імпульсних поперечних переміщень електродного дроту. Пристрій дозволяє створювати імпульсне переміщення, що докладається до електродного дроту на ділянці вильоту в широких діапазонах частоти і амплітуди. При цьому в електродному дроті збуджуються згинальні коливання і його торець переміщується у поперечному напрямку з частотою рівною частоті імпульсних переміщень ударного ролика. Проте для ефективної роботи цього пристрою необхідно збільшувати виліт електрода для можливості розміщення ударника генератора імпульсних переміщень на заданій відстані від торця мундштука для підведення зварювального струму. При існуючій конструкції пристрою електричний струм, що протікає через електродний дріт, надмірно нагріває його на підвищеному вильоті. Через це електродний дріт втрачає пружність, наслідком чого є непрогнозоване блукання торця електрода і зварювальної дуги, відхилення осі наплавлюваного валика від прямолінійності та погіршення формування шва. Із зростанням частоти, і особливо амплітуди, коливань електрода вказаний негативний ефект підсилюється. В основу пристрою поставлено задачу удосконалення пристрою, спроможного створювати поперечні механічні коливання електродного дроту з регульованою частотою і амплітудою як вздовж, так й упоперек наплавлюваного валика з мінімальною та незалежною від технологічних умов величиною вильоту. Поставлена задача вирішується тим, що електродний дріт, розміщений у наскрізному каналі гнучкого шланга, жорстко закріпленого верхнім кінцем у корпусі наплавлювальної головки, а нижнім - у мундштуку, при цьому в шланг упирається ролик механізму коливань електродного дроту з можливістю регулювання точки упирання. Таким чином, від упорного ролика механізму коливань електродного дроту імпульсні переміщення передаються до гнучкого шланга з розміщеним всередині нього електродним дротом та до його нижнього кінця з закріпленим мундштуком для підведення зварювального струму, який, у свою чергу, збуджує високочастотні коливання торця електродного дроту з заданою амплітудою у заданому напрямку. 1 UA 102886 U 5 10 15 20 25 30 35 40 45 50 55 Фізика процесу полягає в відділенні розплавленого шару металу з торця електродного дроту за рахунок сил інерції при його механічних коливаннях у широких діапазонах частоти і амплітуди внаслідок коливань торця електродного дроту відносно поверхні зварювальної ванни та перенесенні розплавленого металу у вигляді крапель у зварювальну ванну без замикання дугового проміжку. Автоматичне наплавлення під флюсом проводиться за заданою траєкторією та з високою стабільністю розмірів наплавлювального валика за рахунок того, що при фіксованій точці упирання ролика механізму коливань електродного дроту в шланг торець електродного дроту здійснює коливання у заданому напрямку з встановленою частотою та амплітудою, а електродний дріт зберігає пружні властивості через відсутність нагрівання на ділянці вище точки підведення зварювального струму в мундштуку. При цьому також знижуються непродуктивні втрати електроенергії на нагрівання електродного дроту, що сприяє підвищенню продуктивності наплавлювального процесу. Очікуваний ефект полягає у тому, що порівняно з прототипом стабільність проплавлення основного металу та розмірів наплавлювального валика (ширина, висота) підвищуються на 15…20 %, продуктивність наплавлення зростає на 10-15 %. На кресленні наведена принципова схема пристрою: - фіг. 1 показано переріз пристрою по вертикальній осі електродного дроту. Пристрій для автоматичного наплавлення під флюсом, що містить наплавлювальну головку 1, мундштук 2 для підведення зварювального струму та механізм 3 коливань електродного дроту 4, який відрізняється тим, що електродний дріт 4 розміщений у наскрізному каналі гнучкого шланга 5, жорстко закріпленого верхнім кінцем у корпусі наплавлювальної головки 1, а нижнім - у мундштуку 2, при цьому ролик 6 механізму 3 коливань електродного дроту 4 упирається в гнучкий шланг 5 з можливістю регулювання точки упирання. Прикладами виконання є гнучкий шланг апарата для механізованого зварювання ТранитФ5" або ПШ-54 (див. рис. 3.16 на стр. 90 в підручнику "Основы сварки судовых конструкций" / С.Б.Андреев, B.C.Головченко, В.Д.Горбач, В.Л.Руссо. Под общ. ред. В.Л.Руссо. - СПб.: Судостроение. - 2006. - 552 с). Вузли кріплення верхнього кінця гнучкого шланга до корпусу наплавлювальної головки та кріплення нижнього кінця до мундштука можуть бути виконані у вигляді фітингів. Пристрій працює наступним чином. Електродний дріт 4 розміщують в наплавлювальній головці 1, наскрізному каналі гнучкого шланга 5 і мундштука 2. Верхній кінець гнучкого шланга 5 жорстко закріплюють у корпусі наплавлювальної головки 1 за допомогою, наприклад, фітингу, а нижній - за допомогою, наприклад, другого фітингу у мундштуку 2. Ролик 6 механізму 3 коливань електродного дроту 4 упирають у гнучкий шланг 5. Через струмопідвід мундштука 2 до електродного дроту 4 підводять напругу від джерела живлення. Подається флюс, далі між нижнім торцем електродного дроту 4 і поверхнею оброблюваної деталі збуджується зварювальна дуга і на поверхні деталі утворюється зварювальна ванна. Приводять в дію механізм 3 коливань електродного дроту 4. Механізм 3 роликом 6 імпульсно переміщує гнучкий шланг 5, в якому внаслідок його пружних властивостей виникають коливання. При цьому нижня ділянка гнучкого шланга 5 разом з мундштуком 2 здійснює поперечні коливання торця електродного дроту 4. Регулювання точки упирання ролика 6 механізму 3 у гнучкий шланг 5 здійснюється шляхом переміщення положення механізму 3 коливань електродного дроту 4 вздовж осі гнучкого шланга 5. Завдяки дії сил інерції тонкий шар розплавленого металу відділяється від торця електродного дроту і у вигляді краплі переноситься у зварювальну ванну під дією сили тяжіння та електродинамічних сил у зварювальній дузі. Занурення електродного дроту у шар флюсу усуває розбризкування крапель металу. Відсутність електричного контакту електродного дроту з деталями, що зварюють, знижує глибину проплавлення основного металу та частку його участі в наплавленому шарі, що підвищує експлуатаційні характеристики наплавлених виробів та продуктивність наплавлення. Стабільність розмірів наплавленого валика та відсутність відхилення осі валика від заданої траєкторії забезпечується за рахунок того, що електродний дріт зберігає пружні властивості на всій ділянці вище точки підводу зварювального струму в мундштуку. Порівняно з прототипом стабільність проплавлення основного металу та розмірів наплавлювального валика (ширина, висота) підвищуються на 15-20 %, продуктивність наплавлення зростає на 10-15 %. 2 UA 102886 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Пристрій для автоматичного наплавлення під флюсом, що містить наплавлювальну головку, мундштук для підведення зварювального струму та механізм коливань електродного дроту, який відрізняється тим, що електродний дріт розміщений у наскрізному каналі гнучкого шланга, жорстко закріпленого верхнім кінцем у корпусі наплавлювальної головки, а нижнім - у мундштуку, при цьому ролик механізму коливань електродного дроту упирається в гнучкий шланг з можливістю регулювання точки упирання. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic submerged surfacing
Автори англійськоюSimutienkov Ivan Viktorovych, Yaros Yurii Oleksandrovych, Drahan Stanislav Volodymyrovych, Hal Anatolii Feodosiiovych
Назва патенту російськоюУстройство для автоматической наплавки под флюсом
Автори російськоюСимутенков Иван Викторович, Ярос Юрий Александрович, Драган Станислав Владимирович, Галь Анатолий Феодосьевич
МПК / Мітки
МПК: B23K 9/00
Мітки: пристрій, автоматичного, флюсом, наплавлення
Код посилання
<a href="https://ua.patents.su/5-102886-pristrijj-dlya-avtomatichnogo-naplavlennya-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного наплавлення під флюсом</a>
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Розмишляєв Олександр Денисович, Міронова Марина Володимирівна, Делі Олександр Анатолійович
Мітки: струмом, постійним, наплавлення, пристрій, електродом, плавким, флюсом
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Пристрій для наплавлення стрічковим електродом під флюсом
Номер патенту: 101288
Опубліковано: 11.03.2013
Автори: Серенко Олександр Микитович, Серенко Валерій Олександрович, Іванов Віталій Петрович, Лаврова Олена Володимирівна
МПК: B23K 31/02, B23K 9/18, B23K 9/12
Мітки: наплавлення, стрічковим, пристрій, флюсом, електродом
Формула / Реферат:
Пристрій для наплавлення стрічковим електродом під флюсом, що містить подавальні ролики, верхні і нижні напрямні для електрода, встановлений між ними ексцентриковий збуджувач коливань, струмопідведення, який відрізняється тим, що напрямні виконані з двох закріплених між собою частин, причому одна з частин верхньої та одна з частин нижньої напрямних з'єднані між собою шарніром.
Спосіб електродугового наплавлення під флюсом
Номер патенту: 30841
Опубліковано: 11.03.2008
Автори: Ярос Юрій Олександрович, Галь Анатолій Феодосійович, Драган Станіслав Володимирович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: електродугового, флюсом, спосіб, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення під флюсом плавким електродом, при якому електроживлення зварювальної дуги здійснюють в діапазоні робочих режимів зварювання від джерела електричного струму на крутоспадній ділянці зовнішньої вольт-амперної характеристики, який відрізняється тим, що при зниженні напруги на 20 % у робочій точці зовнішньої вольт-амперної характеристики електричне живлення зварювальної дуги здійснюють на жорсткій ділянці...
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Ярос Юрій Олександрович, Галь Анатолій Феодосійович, Драган Станіслав Володимирович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: флюсом, дугового, зварювання, випрямляч, наплавлення
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Носовський Борис Іванович, Лаврова Олена Володимирівна
МПК: B23K 9/12
Мітки: електродом, широкошарового, спосіб, стрічковим, флюсом, наплавлення
Формула / Реферат:
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового...
Попередній патент: Всюдихід-амфібія туристичний
Наступний патент: Система автоматичного контролю рівня рідини в резервуарах з дискретним самотестуванням
Випадковий патент: Спосіб запобігання раптовим газовиділенням у виробці при підході до геологічних порушень