Спосіб отримання поковок колінчастих валів
Номер патенту: 104861
Опубліковано: 25.02.2016
Автори: Кальченко Петро Павлович, Маркова Марина Олександрівна, Марков Олег Євгенійович
Формула / Реферат
Спосіб отримання поковок колінчастих валів, що включає в попередньому куванні шийок та колін з циліндричним перерізом подальше кування їх на прямокутний переріз з проміжним кантуванням заготівки навколо своєї осі на заданий кут, який відрізняється тим, що після того як коліна і шийки протягнули на циліндричний перегин, послідовно встановлюють кожне коліно в спеціальний штамп і обтисканнями верхнього бойка формують їх до отримання прямокутної форми в плані.
Текст
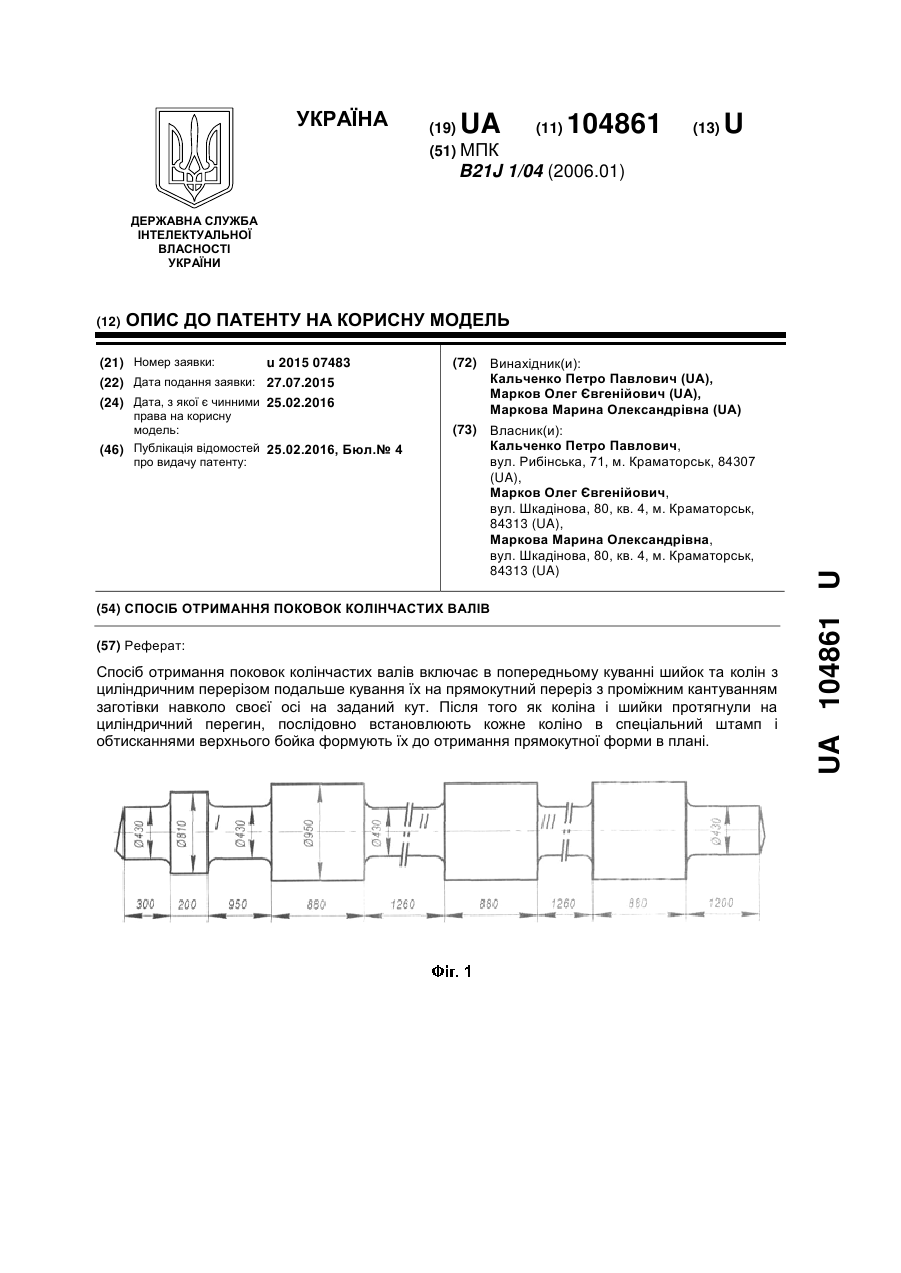
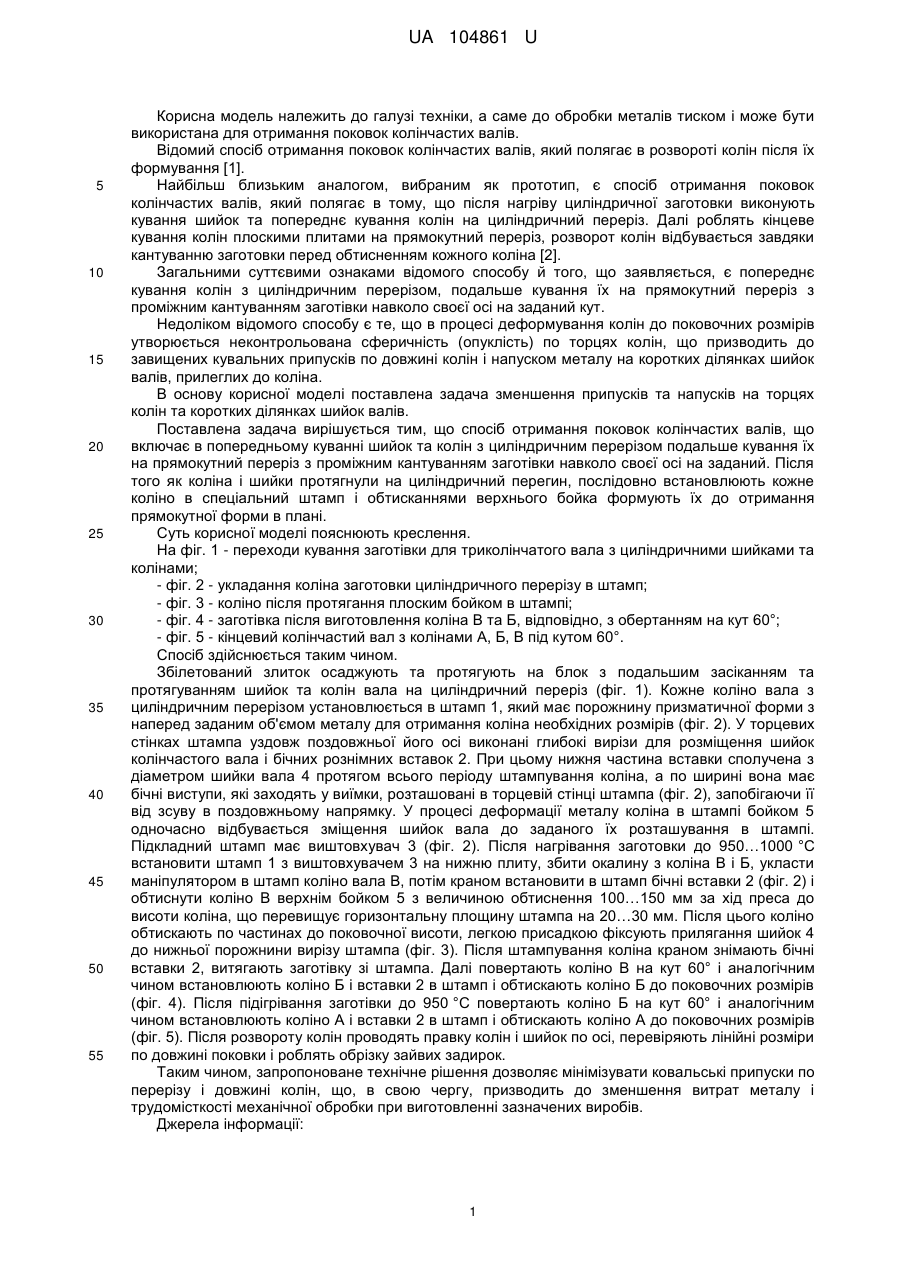
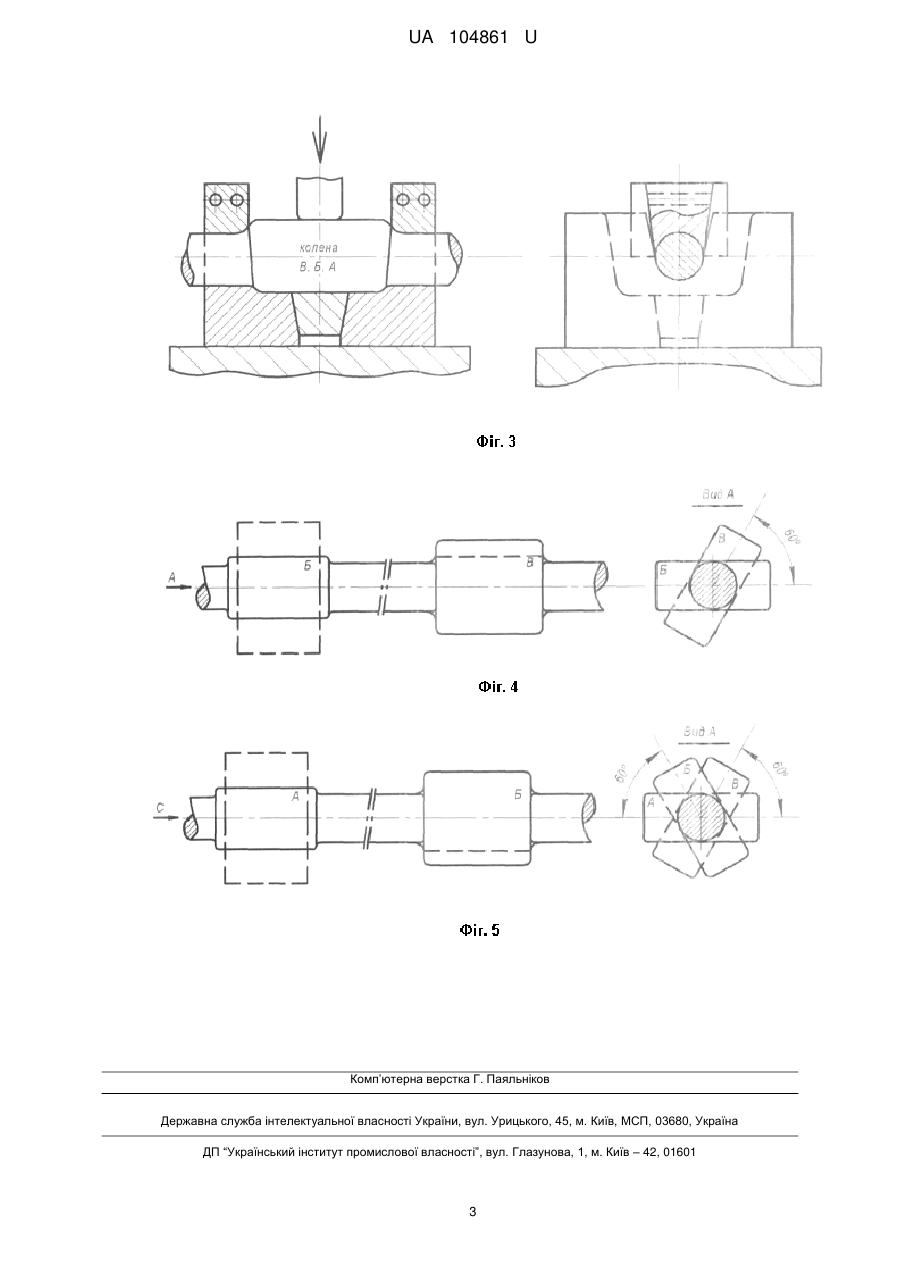
Реферат: Спосіб отримання поковок колінчастих валів включає в попередньому куванні шийок та колін з циліндричним перерізом подальше кування їх на прямокутний переріз з проміжним кантуванням заготівки навколо своєї осі на заданий кут. Після того як коліна і шийки протягнули на циліндричний перегин, послідовно встановлюють кожне коліно в спеціальний штамп і обтисканнями верхнього бойка формують їх до отримання прямокутної форми в плані. UA 104861 U (12) UA 104861 U UA 104861 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана для отримання поковок колінчастих валів. Відомий спосіб отримання поковок колінчастих валів, який полягає в розвороті колін після їх формування [1]. Найбільш близьким аналогом, вибраним як прототип, є спосіб отримання поковок колінчастих валів, який полягає в тому, що після нагріву циліндричної заготовки виконують кування шийок та попереднє кування колін на циліндричний переріз. Далі роблять кінцеве кування колін плоскими плитами на прямокутний переріз, розворот колін відбувається завдяки кантуванню заготовки перед обтисненням кожного коліна [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є попереднє кування колін з циліндричним перерізом, подальше кування їх на прямокутний переріз з проміжним кантуванням заготівки навколо своєї осі на заданий кут. Недоліком відомого способу є те, що в процесі деформування колін до поковочних розмірів утворюється неконтрольована сферичність (опуклість) по торцях колін, що призводить до завищених кувальних припусків по довжині колін і напуском металу на коротких ділянках шийок валів, прилеглих до коліна. В основу корисної моделі поставлена задача зменшення припусків та напусків на торцях колін та коротких ділянках шийок валів. Поставлена задача вирішується тим, що спосіб отримання поковок колінчастих валів, що включає в попередньому куванні шийок та колін з циліндричним перерізом подальше кування їх на прямокутний переріз з проміжним кантуванням заготівки навколо своєї осі на заданий. Після того як коліна і шийки протягнули на циліндричний перегин, послідовно встановлюють кожне коліно в спеціальний штамп і обтисканнями верхнього бойка формують їх до отримання прямокутної форми в плані. Суть корисної моделі пояснюють креслення. На фіг. 1 - переходи кування заготівки для триколінчатого вала з циліндричними шийками та колінами; - фіг. 2 - укладання коліна заготовки циліндричного перерізу в штамп; - фіг. 3 - коліно після протягання плоским бойком в штампі; - фіг. 4 - заготівка після виготовлення коліна В та Б, відповідно, з обертанням на кут 60°; - фіг. 5 - кінцевий колінчастий вал з колінами А, Б, В під кутом 60°. Спосіб здійснюється таким чином. Збілетований злиток осаджують та протягують на блок з подальшим засіканням та протягуванням шийок та колін вала на циліндричний переріз (фіг. 1). Кожне коліно вала з циліндричним перерізом установлюється в штамп 1, який має порожнину призматичної форми з наперед заданим об'ємом металу для отримання коліна необхідних розмірів (фіг. 2). У торцевих стінках штампа уздовж поздовжньої його осі виконані глибокі вирізи для розміщення шийок колінчастого вала і бічних рознімних вставок 2. При цьому нижня частина вставки сполучена з діаметром шийки вала 4 протягом всього періоду штампування коліна, а по ширині вона має бічні виступи, які заходять у виїмки, розташовані в торцевій стінці штампа (фіг. 2), запобігаючи її від зсуву в поздовжньому напрямку. У процесі деформації металу коліна в штампі бойком 5 одночасно відбувається зміщення шийок вала до заданого їх розташування в штампі. Підкладний штамп має виштовхувач 3 (фіг. 2). Після нагрівання заготовки до 950…1000 °C встановити штамп 1 з виштовхувачем 3 на нижню плиту, збити окалину з коліна В і Б, укласти маніпулятором в штамп коліно вала В, потім краном встановити в штамп бічні вставки 2 (фіг. 2) і обтиснути коліно В верхнім бойком 5 з величиною обтиснення 100…150 мм за хід преса до висоти коліна, що перевищує горизонтальну площину штампа на 20…30 мм. Після цього коліно обтискають по частинах до поковочної висоти, легкою присадкою фіксують прилягання шийок 4 до нижньої порожнини вирізу штампа (фіг. 3). Після штампування коліна краном знімають бічні вставки 2, витягають заготівку зі штампа. Далі повертають коліно В на кут 60° і аналогічним чином встановлюють коліно Б і вставки 2 в штамп і обтискають коліно Б до поковочних розмірів (фіг. 4). Після підігрівання заготівки до 950 °C повертають коліно Б на кут 60° і аналогічним чином встановлюють коліно А і вставки 2 в штамп і обтискають коліно А до поковочних розмірів (фіг. 5). Після розвороту колін проводять правку колін і шийок по осі, перевіряють лінійні розміри по довжині поковки і роблять обрізку зайвих задирок. Таким чином, запропоноване технічне рішення дозволяє мінімізувати ковальські припуски по перерізу і довжині колін, що, в свою чергу, призводить до зменшення витрат металу і трудомісткості механічної обробки при виготовленні зазначених виробів. Джерела інформації: 1 UA 104861 U 5 10 15 1. Соколов, Л.Н. Атлас технологических процессов ковки крупных поковок: учеб. пособие для студентов специальности "Обработка металлов давлением" по дисциплине "Технология ковки". Ч. 3 / Л.Н. Соколов, И.С. Алиев, О.Е. Марков, Л.И. Алиева. - Краматорск: ДГМА, 2007.127 с. - ISBN 978-966-379-162-3. 2. Пат. 1556806 (СССР), В 21 К 1/08. Способ получения поковок коленчатых валов // В.Ф. Машнин, Е.Д. Качура, ПП. Кальченко, Н.Г. Озерян (СССР); заявитель и патентообладатель ЗАТ "Новокраматорский машиностроительный завод".-4378864/25-27; заявл. 16.02.1988; опубл. 15.04.1990; Бюл. № 14.-5 с.-5 іл. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб отримання поковок колінчастих валів, що включає в попередньому куванні шийок та колін з циліндричним перерізом подальше кування їх на прямокутний переріз з проміжним кантуванням заготівки навколо своєї осі на заданий кут, який відрізняється тим, що після того як коліна і шийки протягнули на циліндричний перегин, послідовно встановлюють кожне коліно в спеціальний штамп і обтисканнями верхнього бойка формують їх до отримання прямокутної форми в плані. 2 UA 104861 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, валів, колінчастих, отримання, поковок
Код посилання
<a href="https://ua.patents.su/5-104861-sposib-otrimannya-pokovok-kolinchastikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання поковок колінчастих валів</a>
Спосіб підвищення ресурсу колінчастих валів дизелів
Номер патенту: 56249
Опубліковано: 10.01.2011
Автор: Барановський Денис Миколайович
МПК: F02B 9/00
Мітки: дизелів, спосіб, ресурсу, підвищення, колінчастих, валів
Формула / Реферат:
Спосіб підвищення ресурсу колінчастих валів дизелів, при якому здійснюють поверхневе зміцнення робочих поверхонь, який відрізняється тим, що характерні площі граничного зносу шийок додатково зміцнюють, наприклад, методами пластичної деформації чи лазерним випромінюванням.
Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Шабанов Володимир Борисович, Свиридов Олег Віталійович, Олешко Віктор Михайлович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: спосіб, виготовлення, фланцем, поковок, валів
Формула / Реферат:
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно...
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів
Номер патенту: 109212
Опубліковано: 27.07.2015
Автори: Дьомін Андрій Юрійович, Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович
МПК: C23C 8/00, C21D 5/00, C21D 1/00, C21D 9/30, C23C 8/40
Мітки: сплавів, залізовуглецевих, валів, спосіб, поверхневого, зміцнення, колінчастих
Формула / Реферат:
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів, який включає індукційний нагрів шийок валу, гартування і відпуск, який відрізняється тим, що після індукційного нагріву шийок вала проводять гартування у 65 %-му водному розчині сірковмісних силікатів з подальшим відпуском.
Спосіб виготовлення поковок валів із фланцем

Номер патенту: 11321
Опубліковано: 15.12.2005
Автори: Кирпиченко Олександр Вікторович, Свиридов Олег Віталійович, Лиманський Олександр Вадимович, Олешко Віктор Михайлович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: спосіб, валів, фланцем, поковок, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець, який відрізняється тим, що як вихідну заготовку використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії: на першій стадії заготовку осаджують...
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів
Номер патенту: 93461
Опубліковано: 10.10.2014
Автори: Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович, Дьомін Андрій Юрійович
Мітки: колінчастих, поверхневого, валів, сплавів, спосіб, зміцнення, залізовуглецевих
Формула / Реферат:
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів, який включає індукційний нагрів, гартування і відпуск, який відрізняється тим, що після індукційного нагріву шийок вала проводять гартування та відпуск у 65 %-му водному розчині сірковмісних силікатів з подальшим охолодження до температури навколишнього середовища.
Попередній патент: Тренажер-симулятор віртуальної реальності “mmone”
Наступний патент: Спосіб передпосівної обробки насіння методом інкрустації
Випадковий патент: Трансформатор напруги вимірювальний