Спосіб отримання заготовок сталей і сплавів методом струменевого формування
Номер патенту: 106418
Опубліковано: 26.08.2014
Автори: Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Назаренко Володимир Андрійович, Лук'янчук Василій Володимирович, Подрезов Юрій Миколайович

Формула / Реферат
Спосіб отримання заготовок сталей і сплавів методом струменевого формування, що включає розплавлення металу і подальше його розпилення газом через форсунку на рухомий кристалізатор, який відрізняється тим, що розпилення здійснюється шляхом рівномірного підвищення тиску газу на виході форсунки від 0,2 МПа до 0,6 МПа.
Текст
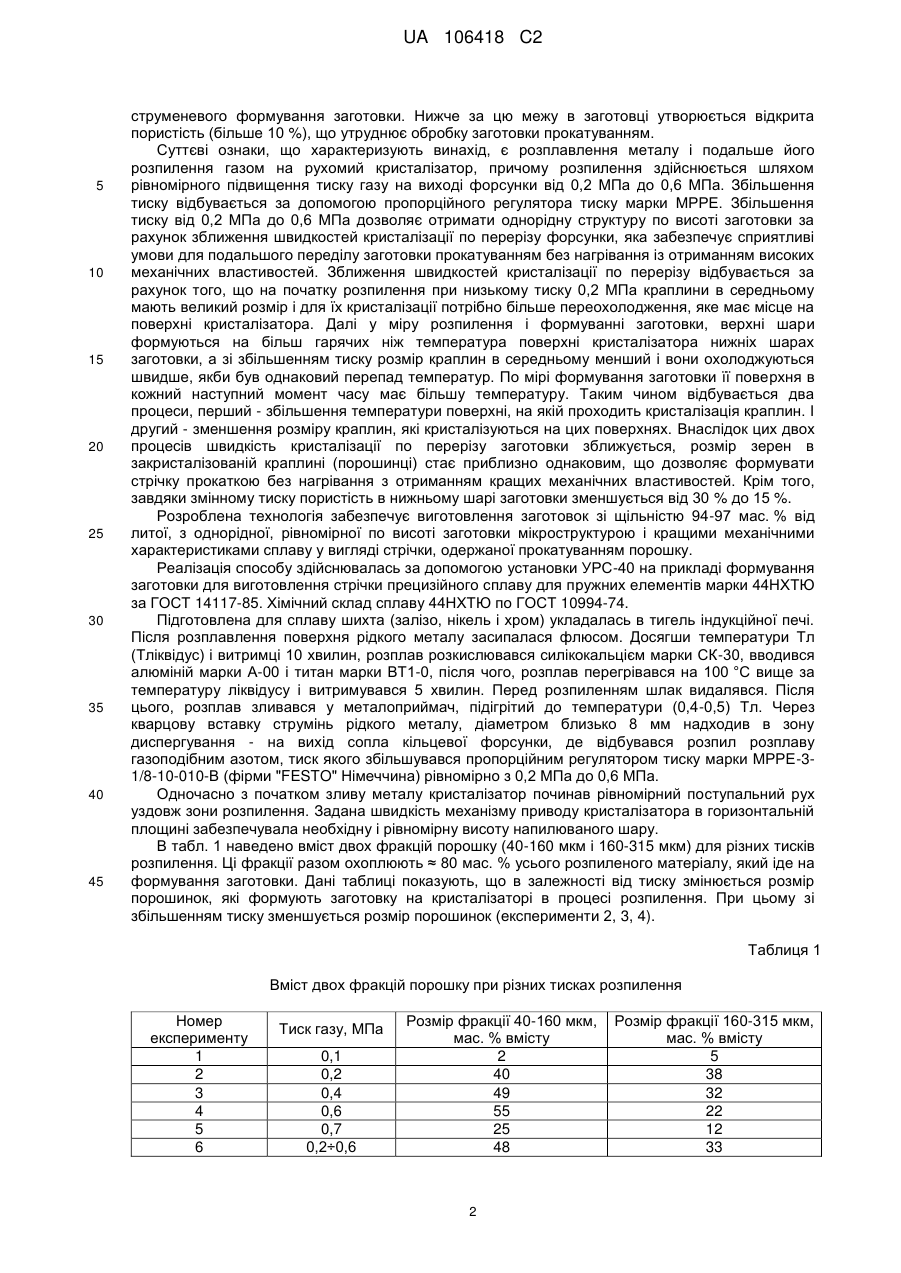
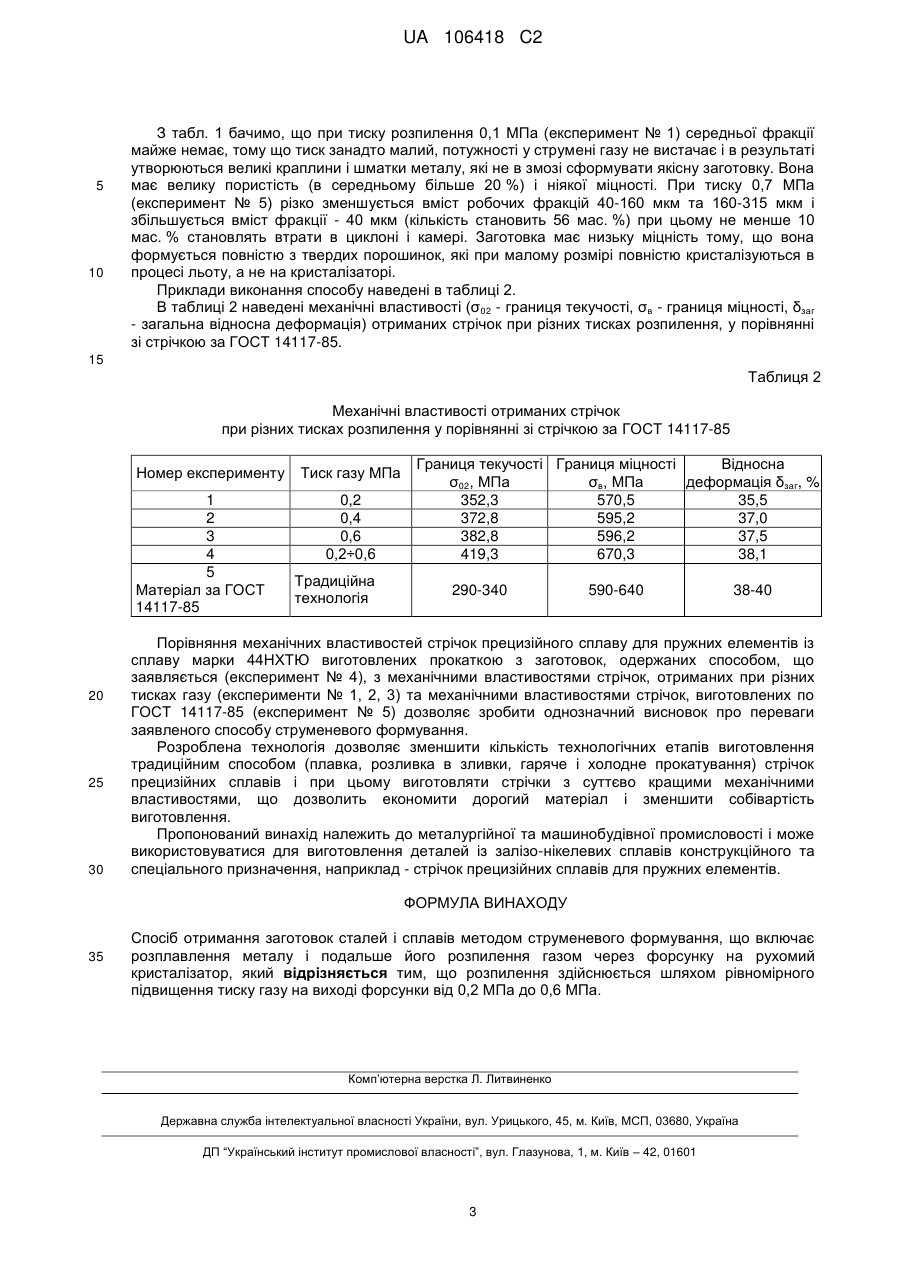
Реферат: Винахід належить до галузі порошкової металургії та машинобудування, зокрема до способу отримання заготовок сталей і сплавів методом струменевого формування і слугує для виготовлення стрічок з прецизійних сплавів. Спосіб включає розплавлення сталі або сплаву, подальше його розпилення газом через форсунку на рухомий кристалізатор, при цьому розпилення розплаву виконують азотом, тиск якого рівномірно підвищується пропорційним регулятором тиску з 0,2 МПа до 0,6 МПа. Винахід забезпечує зменшення кількості технологічних операцій виготовлення заготовок або виробів зі сталі або сплавів, підвищення їх механічних властивостей, одержання щільних заготовок або виробів необхідних форм і розмірів однорідної структури та зменшення енергоємності процесу. UA 106418 C2 (12) UA 106418 C2 UA 106418 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі порошкової металургії, зокрема до способів виготовлення щільних заготовок шляхом розпилення розплаву на рухомий кристалізатор. Відомі аналоги отримання сталей і сплавів методом струменевого напилення, що іменуються за кордоном як "Osprey process", "spray forming (огляд за 70-86 p.) - Materials science and engineering. - 1988. -V. 98, N1. -P. 381-393. Ця технологія дозволяє отримувати компактні заготовки з пористістю 3-8 %, без використання енергоємних процесів формування порошків (пресування, інжекційне формування, спікання і ін.). Мікроструктура заготовок близька до аналогічних сплавів, отримуваним методом порошкової металургії, оскільки швидкість -3 -5 охолодження часток до моменту осадження складає 10 -10 °C/с. Залежно від розміру частки, що диспергують з розплаву, вони можуть бути в рідкому або твердому стані, а їх розмір визначається тиском газу і відстанню до кристалізатора. Недоліком даної технології є те що, отриманий матеріал по перерізу має не тільки різну пористість, що зменшується від 30 % в нижньому її шарі до 3 % в верхньому, а і те що кристалічна структура по висоті різна тому, що формування матеріалу відбувається при різних швидкостях кристалізації. Це обумовлено тим, що середній розмір краплинок в процесі розпилення однаковий тому, що однаковий тиск розпилення, а температурні умови різні у міру формування матеріалу заготовки. 5 Патент Великобританії № 1565363, МКИ B22D 25/00 (Винаходи в СРСР і за кордоном. 1980. - Вип. 25- N12. -с. 106), який вибраний, як аналог, передбачає розплавлення металу, нагріванні на 100-250 °C вище за температуру ліквідусу, витримку 15-20 хв., охолодження до температури зливу і розпил інертним газом на рухомий кристалізатор. Отримані заготовки мають щільність в середньому не меншу за 90 %, проте в нижньому її шарі пористість досягає 30 %, а у верхньому - 2-4 % (за рахунок недостатнього і надлишкового вмісту рідкої фази, відповідно). Недоліком даної технології є нерівномірна щільність заготовки по перерізу, в нижньому її шарі пористість досягає 30 %, внаслідок чого, цей шар доводиться видаляти за допомогою фрезерування і заготовки піддавати гарячому деформуванню для зниження загальної пористості. Заготовка має неоднорідну мікроструктуру матеріалу, високий вміст евтектичної складової. Вказані недоліки пов'язані з тим, що не враховується стан розплаву і не враховується вплив критичних швидкостей охолоджування розпилених краплин у формуванні заготовки. 6 6 Як прототип, вибраний патент України № 28547А МКИ B22F 9/08, МКИ B22D 25/00 "Спосіб отримання сталей і сплавів методом струменевого формування" бюл. № 5-11 від 16.10.2000 року, який включає розплавлення металу і подальше його розпилення азотом на рухомий кристалізатор. Розроблена технологія забезпечує отримання заготовок зі щільністю 92-97 %, з однорідною, бездендридною, дисперсною мікроструктурою і більш високими фізикомеханічними характеристиками. Технологія передбачає перегрівання розплаву на 350 °C-400 °C вище температури ліквідусу. Різні технологічні режими виготовлення заготовок методом струменевого формування приведені на прикладі інструментальних сталей (типа Р6М5ФЗ, X12М). Недоліком даної технології є перегрівання розплаву на 350 °C-400 °C вище температури ліквідусу, що призводить до інтенсивного випаровування багатьох легуючих металів, таких як алюміній, титан, цирконій, мідь та інших, що призводить до подорожчання та, крім того, необхідності чи неможливості роботи із сплавами, які мають вищезгадані легуючі елементи. Тому даний винахід може використовуватися для одержання обмеженого діапазону марок сплавів. Не враховується вплив критичних швидкостей охолоджування розпилених крапель при формуванні заготовки, що погіршує умови її подальшої обробки тиском внаслідок формування нерівномірної кристалічної структури по перетину заготовки. В основу винаходу поставлена задача - отримання методом струменевого формування високощільних заготовок сталей і сплавів необхідної форми і розмірів шляхом створення оптимальних температурних режимів плавки і формоутворення заготовок, що забезпечують здобуття однорідної структури і механічних властивостей кращих аналогічних матеріалів, що отримуються традиційними методами лиття та обробки тиском, але при цьому зменшити або видалити високоенергоємні стадії гарячої прокатки. Суть винаходу полягає в розплавленні металу і його розпиленні газом на рухомий кристалізатор шляхом рівномірного підвищення тиску газу на виході форсунки від 0,2 МПа до 0,6 МПа. Температурний інтервал кристалізації вибраний в міжкритичній ділянці температур Тл - Тс (температура ліквідус - температура солідус), залежно від діаграми стану сталі або сплаву. При цьому вміст рідкої фази змінюється в межах від 20 мас. % до 10 мас. % на кінцевій стадії 1 UA 106418 C2 5 10 15 20 25 30 35 40 45 струменевого формування заготовки. Нижче за цю межу в заготовці утворюється відкрита пористість (більше 10 %), що утруднює обробку заготовки прокатуванням. Суттєві ознаки, що характеризують винахід, є розплавлення металу і подальше його розпилення газом на рухомий кристалізатор, причому розпилення здійснюється шляхом рівномірного підвищення тиску газу на виході форсунки від 0,2 МПа до 0,6 МПа. Збільшення тиску відбувається за допомогою пропорційного регулятора тиску марки МРРЕ. Збільшення тиску від 0,2 МПа до 0,6 МПа дозволяє отримати однорідну структуру по висоті заготовки за рахунок зближення швидкостей кристалізації по перерізу форсунки, яка забезпечує сприятливі умови для подальшого переділу заготовки прокатуванням без нагрівання із отриманням високих механічних властивостей. Зближення швидкостей кристалізації по перерізу відбувається за рахунок того, що на початку розпилення при низькому тиску 0,2 МПа краплини в середньому мають великий розмір і для їх кристалізації потрібно більше переохолодження, яке має місце на поверхні кристалізатора. Далі у міру розпилення і формуванні заготовки, верхні шари формуються на більш гарячих ніж температура поверхні кристалізатора нижніх шарах заготовки, а зі збільшенням тиску розмір краплин в середньому менший і вони охолоджуються швидше, якби був однаковий перепад температур. По мірі формування заготовки її поверхня в кожний наступний момент часу має більшу температуру. Таким чином відбувається два процеси, перший - збільшення температури поверхні, на якій проходить кристалізація краплин. І другий - зменшення розміру краплин, які кристалізуються на цих поверхнях. Внаслідок цих двох процесів швидкість кристалізації по перерізу заготовки зближується, розмір зерен в закристалізованій краплині (порошинці) стає приблизно однаковим, що дозволяє формувати стрічку прокаткою без нагрівання з отриманням кращих механічних властивостей. Крім того, завдяки змінному тиску пористість в нижньому шарі заготовки зменшується від 30 % до 15 %. Розроблена технологія забезпечує виготовлення заготовок зі щільністю 94-97 мас. % від литої, з однорідної, рівномірної по висоті заготовки мікроструктурою і кращими механічними характеристиками сплаву у вигляді стрічки, одержаної прокатуванням порошку. Реалізація способу здійснювалась за допомогою установки УРС-40 на прикладі формування заготовки для виготовлення стрічки прецизійного сплаву для пружних елементів марки 44НХТЮ за ГОСТ 14117-85. Хімічний склад сплаву 44НХТЮ по ГОСТ 10994-74. Підготовлена для сплаву шихта (залізо, нікель і хром) укладалась в тигель індукційної печі. Після розплавлення поверхня рідкого металу засипалася флюсом. Досягши температури Тл (Тліквідус) і витримці 10 хвилин, розплав розкислювався силікокальцієм марки СК-30, вводився алюміній марки А-00 і титан марки ВТ1-0, після чого, розплав перегрівався на 100 °C вище за температуру ліквідусу і витримувався 5 хвилин. Перед розпиленням шлак видалявся. Після цього, розплав зливався у металоприймач, підігрітий до температури (0,4-0,5) Тл. Через кварцову вставку струмінь рідкого металу, діаметром близько 8 мм надходив в зону диспергування - на вихід сопла кільцевої форсунки, де відбувався розпил розплаву газоподібним азотом, тиск якого збільшувався пропорційним регулятором тиску марки МРРЕ-31/8-10-010-В (фірми "FESTO" Німеччина) рівномірно з 0,2 МПа до 0,6 МПа. Одночасно з початком зливу металу кристалізатор починав рівномірний поступальний рух уздовж зони розпилення. Задана швидкість механізму приводу кристалізатора в горизонтальній площині забезпечувала необхідну і рівномірну висоту напилюваного шару. В табл. 1 наведено вміст двох фракцій порошку (40-160 мкм і 160-315 мкм) для різних тисків розпилення. Ці фракції разом охоплюють ≈ 80 мас. % усього розпиленого матеріалу, який іде на формування заготовки. Дані таблиці показують, що в залежності від тиску змінюється розмір порошинок, які формують заготовку на кристалізаторі в процесі розпилення. При цьому зі збільшенням тиску зменшується розмір порошинок (експерименти 2, 3, 4). Таблиця 1 Вміст двох фракцій порошку при різних тисках розпилення Номер експерименту 1 2 3 4 5 6 Тиск газу, МПа 0,1 0,2 0,4 0,6 0,7 0,2÷0,6 Розмір фракції 40-160 мкм, мас. % вмісту 2 40 49 55 25 48 2 Розмір фракції 160-315 мкм, мас. % вмісту 5 38 32 22 12 33 UA 106418 C2 5 10 З табл. 1 бачимо, що при тиску розпилення 0,1 МПа (експеримент № 1) середньої фракції майже немає, тому що тиск занадто малий, потужності у струмені газу не вистачає і в результаті утворюються великі краплини і шматки металу, які не в змозі сформувати якісну заготовку. Вона має велику пористість (в середньому більше 20 %) і ніякої міцності. При тиску 0,7 МПа (експеримент № 5) різко зменшується вміст робочих фракцій 40-160 мкм та 160-315 мкм і збільшується вміст фракції - 40 мкм (кількість становить 56 мас. %) при цьому не менше 10 мас. % становлять втрати в циклоні і камері. Заготовка має низьку міцність тому, що вона формується повністю з твердих порошинок, які при малому розмірі повністю кристалізуються в процесі льоту, а не на кристалізаторі. Приклади виконання способу наведені в таблиці 2. В таблиці 2 наведені механічні властивості (σ02 - границя текучості, σв - границя міцності, δзаг - загальна відносна деформація) отриманих стрічок при різних тисках розпилення, у порівнянні зі стрічкою за ГОСТ 14117-85. 15 Таблиця 2 Механічні властивості отриманих стрічок при різних тисках розпилення у порівнянні зі стрічкою за ГОСТ 14117-85 Номер експерименту 1 2 3 4 5 Матеріал за ГОСТ 14117-85 20 25 30 Тиск газу МПа 0,2 0,4 0,6 0,2÷0,6 Традиційна технологія Границя текучості Границя міцності Відносна σ02, МПа σв, МПа деформація δзаг, % 352,3 570,5 35,5 372,8 595,2 37,0 382,8 596,2 37,5 419,3 670,3 38,1 290-340 590-640 38-40 Порівняння механічних властивостей стрічок прецизійного сплаву для пружних елементів із сплаву марки 44НХТЮ виготовлених прокаткою з заготовок, одержаних способом, що заявляється (експеримент № 4), з механічними властивостями стрічок, отриманих при різних тисках газу (експерименти № 1, 2, 3) та механічними властивостями стрічок, виготовлених по ГОСТ 14117-85 (експеримент № 5) дозволяє зробити однозначний висновок про переваги заявленого способу струменевого формування. Розроблена технологія дозволяє зменшити кількість технологічних етапів виготовлення традиційним способом (плавка, розливка в зливки, гаряче і холодне прокатування) стрічок прецизійних сплавів і при цьому виготовляти стрічки з суттєво кращими механічними властивостями, що дозволить економити дорогий матеріал і зменшити собівартість виготовлення. Пропонований винахід належить до металургійної та машинобудівної промисловості і може використовуватися для виготовлення деталей із залізо-нікелевих сплавів конструкційного та спеціального призначення, наприклад - стрічок прецизійних сплавів для пружних елементів. ФОРМУЛА ВИНАХОДУ 35 Спосіб отримання заготовок сталей і сплавів методом струменевого формування, що включає розплавлення металу і подальше його розпилення газом через форсунку на рухомий кристалізатор, який відрізняється тим, що розпилення здійснюється шляхом рівномірного підвищення тиску газу на виході форсунки від 0,2 МПа до 0,6 МПа. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHohaiev Kazbek Oleksandrovych, Voropaiev Vitalii Semenovych, Podrezov Yurii Mykholaiovych
Автори російськоюГогаев Казбек Александрович, Воропаев Виталий Семенович, Подрезов Юрий Николаевич
МПК / Мітки
МПК: B22D 23/00, B22F 9/08, B22F 3/115
Мітки: сталей, сплавів, отримання, методом, формування, заготовок, спосіб, струменевого
Код посилання
<a href="https://ua.patents.su/5-106418-sposib-otrimannya-zagotovok-stalejj-i-splaviv-metodom-strumenevogo-formuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання заготовок сталей і сплавів методом струменевого формування</a>
Спосіб отримання заготовок сталей і сплавів методом струменевого формування
Номер патенту: 28547
Опубліковано: 16.10.2000
Автори: Сорокін Юрій Володимирович, Ульшин Віктор Іванович, Позняк Костянтин Леонідович
МПК: B22F 9/08, B22D 25/00
Мітки: методом, сталей, отримання, сплавів, спосіб, заготовок, струменевого, формування
Формула / Реферат:
Способ получения заготовок сталей и сплавов методом струйного формования, включающий расплавление металла и его распыление инертным газом на подвижный кристаллизатор, отличающийся тем, что расплав подвергают перегреву до температуры Тл + (350-400)°С, а температурный интервал формообразования задают в межкритической области ликвидус-солидус, между границами выливаемости и питания путем предварительного подогрева кристаллизатора до (0,5-0,6) Тл...
Спосіб отримання заготовок з важкодеформівних порошків сталей
Номер патенту: 53203
Опубліковано: 15.04.2005
Автори: Радченко Олександр Кузьмич, Гогаєва Тамара Казбеківна, Ульшин Віктор Іванович, Гогаєв Казбек Олександрович
МПК: B22F 3/16, B22F 3/00, B22F 3/12, B22F 3/02
Мітки: заготовок, отримання, сталей, спосіб, важкодеформівних, порошків
Формула / Реферат:
1. Крем - скраб, що містить структуроутворюючі компоненти, пилинг, масляну фазу, активні й відбілювальні добавки, консерванти та воду причому структуроутворюючі компоненти містять триетаноламін та емульсійний віск, якій відрізняється тим, що, додатково містить ланолін і трилон Б, як пилинг містить пісок, як масляну фазу містить соняшникову олію, як відбілювальну добавку містить буру, як активні добавки містить толокно та полімінерал на основі...
Спосіб отримання стандартного зразка для хімічного аналізу складу сталей і сплавів
Номер патенту: 91494
Опубліковано: 10.07.2014
Автори: Устименко Володимир Миколайович, Ворошилов Володимир Костянтинович, Пономаренко Анатолій Димитрович, Ворошилова Ганна Володимирівна, Курнавина Людмила Прокопівна
МПК: G01N 1/00
Мітки: стандартного, спосіб, сталей, отримання, сплавів, зразка, аналізу, хімічного, складу
Формула / Реферат:
1. Спосіб отримання стандартного зразка для хімічного аналізу складу сталей та сплавів, що включає одержання розплаву метала заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу з очищенням поверхневого шару і подальшим подрібненням головної частини заготовки до стружки на токарних верстатах, атестацію контрольованих хімічних елементів, який відрізняється тим, що заготовку...
Спосіб отримання стандартних зразків складу сталей і сплавів для хімічного та спектрального аналізу
Номер патенту: 82932
Опубліковано: 27.08.2013
Автори: Устименко Володимир Миколайович, Курнавина Людмила Прокопівна, Ворошилов Володимир Костянтинович, Ворошилова Ганна Володимирівна, Пономаренко Анатолій Димитрович
МПК: C22C 38/00, G01N 1/00
Мітки: складу, сталей, аналізу, сплавів, спектрального, спосіб, стандартних, зразків, отримання, хімічного
Формула / Реферат:
1. Спосіб отримання стандартних зразків для хімічного та спектрального аналізу складу сталей і сплавів, що включає виплавку металу у вакуумній індукційній печі або іншим способом, який забезпечує високу якість металу зливка, наприклад електрошлакового переплаву, з видаленням головної і донної частини зливка при подальшій деформації металу до заготовок круглого перерізу з послідовним отриманням стандартного зразка, спочатку дисперсного...
Спосіб отримання крупних заготовок на машинах неперервного лиття заготовок
Номер патенту: 82866
Опубліковано: 27.08.2013
Автори: Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B22D 11/14
Мітки: крупних, лиття, неперервного, машинах, спосіб, заготовок, отримання
Формула / Реферат:
Спосіб отримання крупної заготовки на машині безперервного лиття заготовок (МБЛЗ), що включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі, який відрізняється тим, що одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат).
Попередній патент: Одночасна дегідратація і скелетна ізомеризація ізобутанолу на кислотних каталізаторах
Наступний патент: Спосіб ретроспективного диференційного визначення опромінення головного мозку людини, яке відбулося на етапах раннього періоду розвитку
Випадковий патент: Факельна насадка пальникового пристрою