Спосіб отримання стандартного зразка для хімічного аналізу складу сталей і сплавів
Номер патенту: 91494
Опубліковано: 10.07.2014
Автори: Устименко Володимир Миколайович, Курнавина Людмила Прокопівна, Ворошилова Ганна Володимирівна, Пономаренко Анатолій Димитрович, Ворошилов Володимир Костянтинович
Формула / Реферат
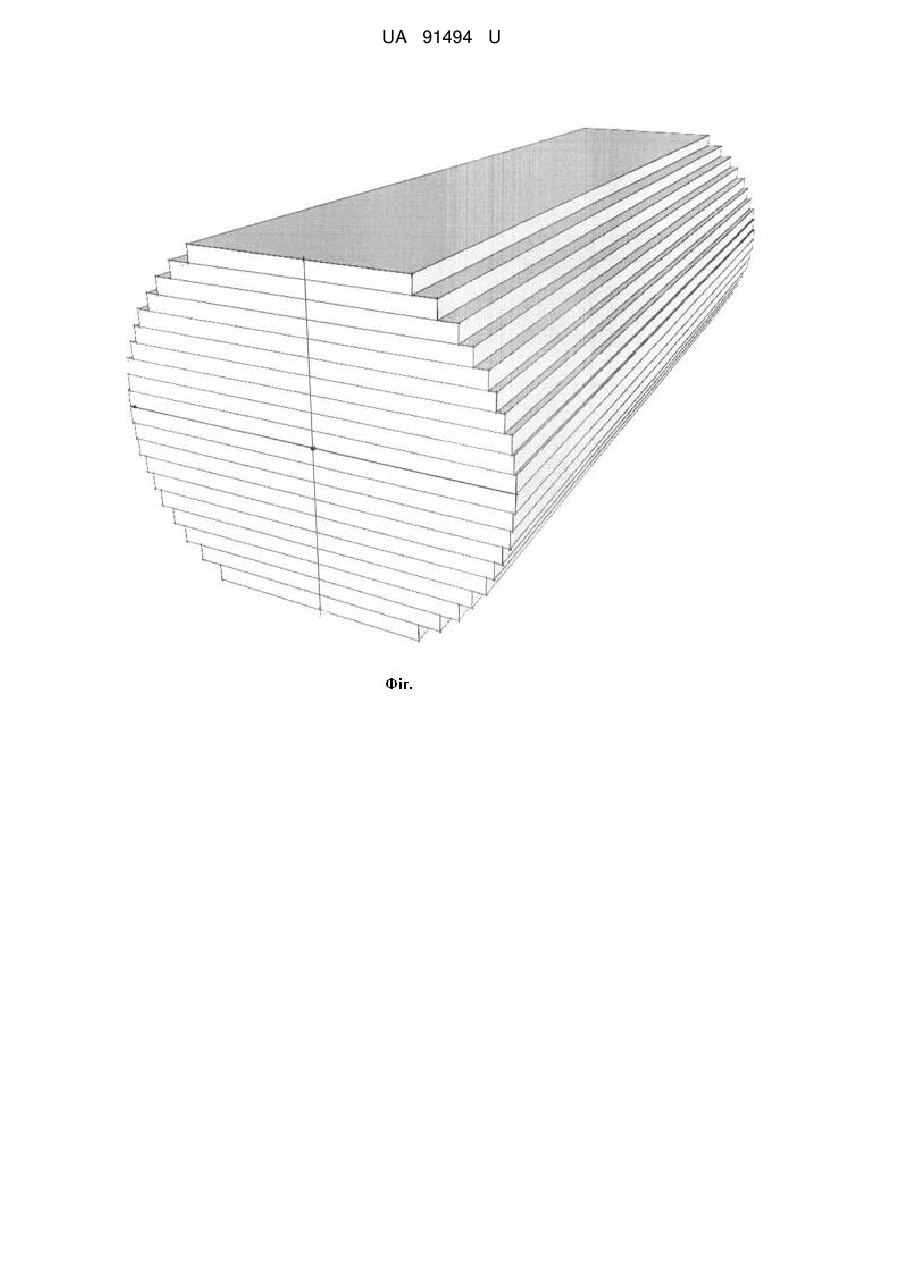
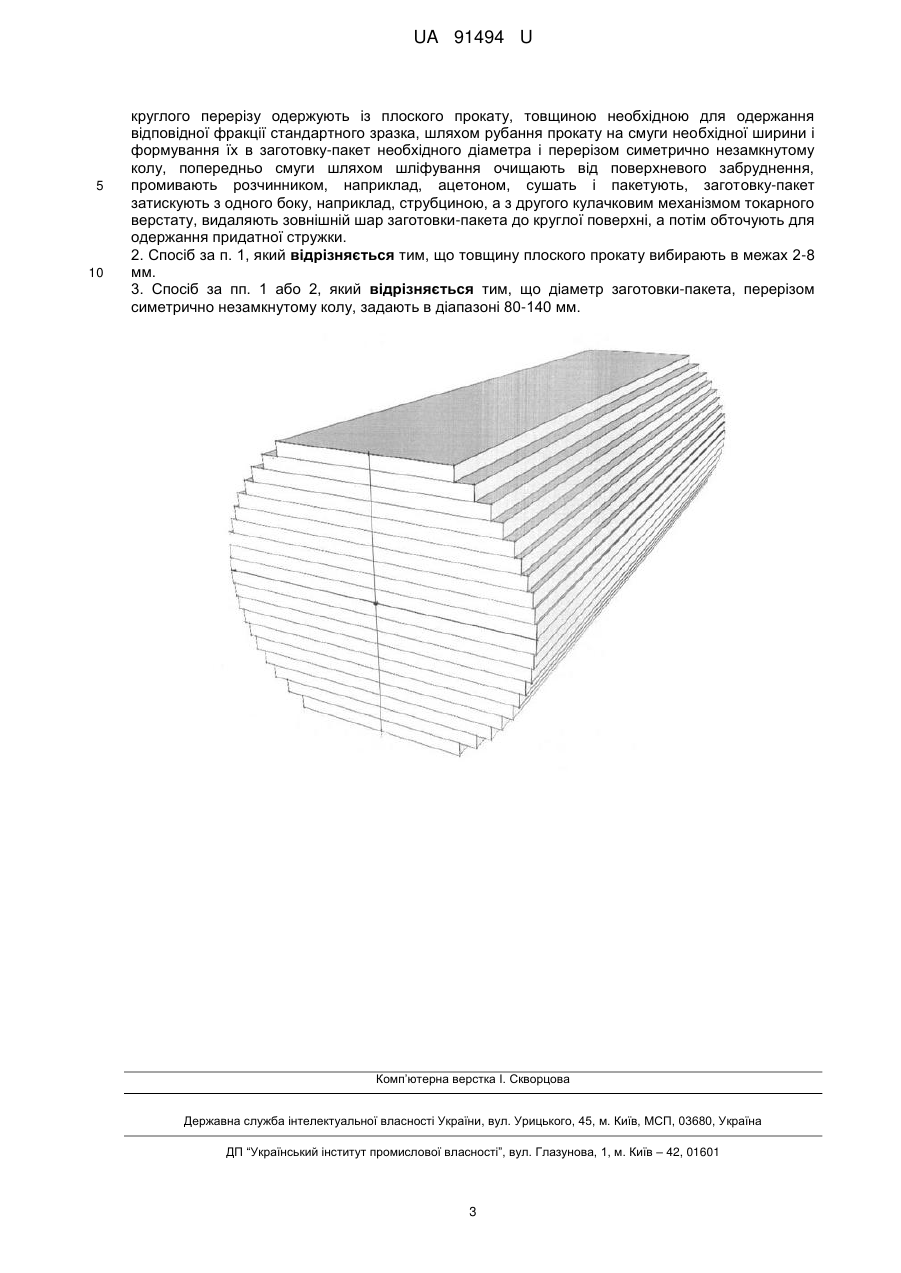
1. Спосіб отримання стандартного зразка для хімічного аналізу складу сталей та сплавів, що включає одержання розплаву метала заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу з очищенням поверхневого шару і подальшим подрібненням головної частини заготовки до стружки на токарних верстатах, атестацію контрольованих хімічних елементів, який відрізняється тим, що заготовку близьку до круглого перерізу одержують із плоского прокату, товщиною необхідною для одержання відповідної фракції стандартного зразка, шляхом рубання прокату на смуги необхідної ширини і формування їх в заготовку-пакет необхідного діаметра і перерізом симетрично незамкнутому колу, попередньо смуги шляхом шліфування очищають від поверхневого забруднення, промивають розчинником, наприклад, ацетоном, сушать і пакетують, заготовку-пакет затискують з одного боку, наприклад, струбциною, а з другого кулачковим механізмом токарного верстату, видаляють зовнішній шар заготовки-пакета до круглої поверхні, а потім обточують для одержання придатної стружки.
2. Спосіб за п. 1, який відрізняється тим, що товщину плоского прокату вибирають в межах 2-8 мм.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що діаметр заготовки-пакета, перерізом симетрично незамкнутому колу, задають в діапазоні 80-140 мм.
Текст
Реферат: Спосіб отримання стандартного зразка для хімічного аналізу складу сталей та сплавів включає одержання розплаву метала заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу з очищенням поверхневого шару і подальшим подрібненням головної частини заготовки до стружки на токарних верстатах, атестацію контрольованих хімічних елементів. Заготовку близьку до круглого перерізу одержують із плоского прокату, товщиною необхідною для одержання відповідної фракції стандартного зразка, шляхом рубання прокату на смуги необхідної ширини і формування їх в заготовку-пакет необхідного діаметра і перерізом симетрично незамкнутому колу, попередньо полоси шляхом шліфування очищають від поверхневого забруднення, промивають розчинником, наприклад, ацетоном, сушать і пакетують, заготовку-пакет затискують з одного боку, наприклад, струбциною, а з другого кулачковим механізмом токарного верстату, видаляють зовнішній шар заготовки-пакета до круглої поверхні, а потім обточують для одержання придатної стружки. UA 91494 U (12) UA 91494 U UA 91494 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії, зокрема до технології одержання стандартних зразків (далі СЗ) для хімічного аналізу складу сталей і сплавів, з атестованим вмістом хімічних елементів. Відомий спосіб отримання стандартних зразків для визначення деяких хімічних та фізичних властивостей сталей і сплавів, який включає розливання розплаву металу центробіжним методом в литі заготовки, наступне їх обточення на токарних верстатах, порізку на задані квадрати та їх шліфування.(Патент РФ № 2011172, заяв. 02.07.1991, G 01 № 1/00.) Однако, такий спосіб з успіхом використовується для отримання великої кількості ідентичних СЗ для визначення феритної фази і не може бути використаний для отримання однорідних СЗ для хімічного аналізу складу сталей і сплавів. Найбільш близьким за технічною сутністю до заявлюваного є спосіб отримання СЗ шляхом виплавки металу заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу, очистку зовнішнього шару заготовки від поверхневого забруднення, подрібнення головної частини заготовки до стружки шляхом обточки на токарних верстатах [Плинер Ю.Л., Степин В.В., Устинова В.И., Стандартные образцы металлургических материалов. М., "Металургия", 1976. 296 с.] При цьому обточку заготовок, як правило, діаметром 100-120 мм ведуть гребінчастими різцями з максимальною швидкістю обертання шпинделя токарного верстата 31,5 об/хв. При більш високій швидкості на поверхні стружки з'являються кольори мінливості. Недолік описаного способу полягає ще і в тому, що використання гребінчастих різців призводить до утворення своєрідної форми зерен одержуваної стружки, оскільки її різні частинки є неоднорідними по довжині і ширині навіть в одній фракції розсіву. Така неоднорідність призводить до неоднорідності хімічного складу СЗ, необхідності додаткового подрібнення сталевої стружки в спеціальній дробарці, що підвищує витрати і знижує ефективність отримання СЗ. У зв'язку з цим після відсіву непридатної фракції вихід придатного матеріалу не перевищує 60 % від загальної кількості стружки. При цьому спосіб не забезпечує головної вимоги матеріалу СЗ - досягнення необхідного рівня його гомогенності. В основу корисної моделі поставлено задачу: шляхом відповідної підготовки основи заготовки близької до круглого перерізу, забезпечити підвищення однорідності СЗ для хімічного аналізу по розмірному складу, стабільності його хімічного складу, необхідного рівня його гомогенності, а також підвищення виходу придатної стружки високої якості. Поставлена задача досягається тим, що в способі отримання стандартного зразка для хімічного аналізу складу сталей та сплавів, який включає одержання розплаву метала заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу з очищенням поверхневого шару і подальшим подрібненням головної частини заготовки до стружки на токарних верстатах, атестацію контрольованих хімічних елементів, згідно корисної моделі відрізняється тим, що заготовку близьку до круглого перерізу одержують із плоского прокату, товщиною необхідною для одержання відповідної фракції стандартного зразка, шляхом рубання плоского прокату на смуги необхідної ширини і формування їх в заготовку-пакет необхідного діаметра, перерізом симетрично незамкнутому колу (креслення), попередньо полоси шляхом шліфування очищають від поверхневого забруднення, промивають розчинником, наприклад ацетоном, сушать і пакетують, заготовку-пакет затискують з одного боку, наприклад струбциною, а з другого кулачковим механізмом токарного верстата, видаляють зовнішній шар заготовки-пакета до круглої поверхні, а потім обточують для одержання придатної стружки. При цьому спосіб може бути оптимально реалізованим при товщині плоского прокату в межах 2-8 мм. В цьому випадку найбільш прийнятим діаметр заготовки-пакету, перерізом симетрично незамкнутому колу, може бути в діапазоні 80-140 мм. Запропонований спосіб отримання стандартного зразка для хімічного аналізу складу сталей та сплавів за рахунок формування заготовки-пакету близької до круглого перерізу із смуг плоского прокату при обточуванні її на токарному верстаті стандартними різцями із швидкоріжучої сталі, повністю забезпечує однорідність частинок стружки по довжині. Ширина стружки в цьому випадку залежить від кута заточки різця і поздовжньої подачі супорта верстата, які підбираються дослідним шляхом. Попереднє очищення поверхні смуг шляхом шліфування і промивки їх розчинником, наприклад ацетоном має ціль унеможливити забруднення матеріалу СЗ. Цю ж ціль, а також додатково виключити неможливість попадання неоднорідної стружки в її загальний об'єм, має прийом видалення зовнішнього шару заготовки-пакету грубою обточкою до круглої поверхні. При цьому заготовка-пакет має бути достатньо високої щільності, що сприяє ефективній її обточці і поліпшує якість матеріалу СЗ. Цьому додатково сприяє і якість поверхні смуг за рахунок їх попереднього шліфування. Приклад виконання способу. Сталь марки 40Х виплавляли в електродуговій печі, розливали в листові зливки масою 5 тон і послідовно деформували до листів розміром 5×1000×2000 мм, 1 UA 91494 U 5 які використовували для отримання дослідної партії матеріалу СЗ для хімічного аналізу. Спочатку край листів по всій довжині на ширину 50 мм видаляли на гельотинному верстаті, а потім листи рубали на карти розміром 300×400, які розрізали на смуги. Ширину смуг вираховували для формування заготовки-пакету поперечним перерізом незамкнутого кола діаметром 120 мм (креслення) по формулі: Bn 2 D 22 n2H2 , де Bn - ширина n-ої полоси заготовки-пакету відрахованої від центру перерізу незамкнутого 10 15 20 25 30 35 40 45 50 кола, мм; D - діаметр перерізу заготовки-пакету, мм; H - товщина прокату (листа), мм. Всього на заготовку-пакет вирізали 20 смуг, по дві смуги однакової ширини розміром від 120 до 66 м. Смуги рівняли і піддавали двосторонній шліфовці, промивали в ацетоні, сушили і формували в заготовку-пакет. Останню з одного боку затискували кулачковим механізмом токарного верстата, з другого на кінці струбциною. На відстані 40-50 мм від бабки верстата додатково заготовку затискували другою струбциною. Заготовку-пакет спочатку грубо обточували і видаляли зовнішній шар до круглої поверхні (швидкість різання 25-30 об/хв.), а потім гострозаточеним стандартним різцем обточували на отримання придатної стружки (швидкість різання 70-80 об/хв). По мірі обточки другу струбцину перемішали по заготовціпакету приблизно на таку же відстань і процес обточки продовжували. Партію, одержаної таким способом стружки, просіювали через сито розміром 0,315 мм для відсівання дрібної фракції, кількість якої складала 0,5-2,0 %. Залишки стружки були придатні для подальшого використання. Таким чином, вихід придатної стружки матеріалу СЗ для хімічного аналізу складу наближався до 100 %. Запропонований спосіб отримання СЗ для хімічного аналізу складу сталей і сплавів є високоефективним, так як в цьому випадку досягається дуже глибока деформація металу з відповідним зниженням структурної та хімічної неоднорідності. Так, у порівнянні з прокатом сталі діаметром 100 мм (прототип), який також шляхом обточування подрібнюють на стружку, ступінь деформації металу запропонованим способом (лист товщиною близько 5 мм) збільшується більш ніж в 100 разів. Досвід показує що така висока ступінь деформації металу практично усуває спадкову радіальну структурну неоднорідність зливка. А рубка прокату на смуги товщиною 2-8 мм забезпечує високу фракційну однорідність стружки. Дослідження показали, що після відсіву дрібної фракції (менше 0,315 мм) одержана стружка має однорідні зерна по фракційному складу (приблизно 1000 частинок на 1 г) і повністю відповідає всім вимога, які пред'являються до матеріалу СЗ. При цьому досягається достатньо необхідний рівень дисперсності та гомогенності матеріалу. Останні фактори і забезпечують високу хімічну однорідність СЗ, що задовольняє необхідну відтворюваність результатів хімічного аналізу складу сталей й сплавів. Слід підкреслити, що спосіб виключає необхідність мати додаткове обладнання для подальшого подрібнення стружки в спеціальних дробарках, а максимальна продуктивність роботи токарного верстата, порівняно з прототипом підвищується більш ніж в два рази (31.5 до 85 об/хв.) При цьому поверхня стружки не має ніяких кольорів мінливості. Таким чином, сукупність перерахованих відмінних ознак пропонованого до патентування способу забезпечує, у порівнянні з відомим способами і прототипом, високу однорідність фракційного складу матеріалу, а завдяки високому ступеню деформації металу високу його структурну і хімічну однорідність. У сукупності це забезпечує високу якість СЗ для хімічного аналізу складу сталей і сплавів. Спосіб пройшов дослідне випробування (за винятком рубки прокату) на експериментальному обладнанні Приватного акціонерного товариства "Метал та Якість" і дав позитивні результати. На даний час промислове виробництво таких зразків в Україні відсутнє. Реалізація запропонованого способу дасть можливість частково скоротити їх постачання із закордону. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб отримання стандартного зразка для хімічного аналізу складу сталей та сплавів, що включає одержання розплаву метала заданого хімічного складу, розливання його в зливки або литі заготовки, їх деформацію до заготовок круглого перерізу з очищенням поверхневого шару і подальшим подрібненням головної частини заготовки до стружки на токарних верстатах, атестацію контрольованих хімічних елементів, який відрізняється тим, що заготовку близьку до 2 UA 91494 U 5 10 круглого перерізу одержують із плоского прокату, товщиною необхідною для одержання відповідної фракції стандартного зразка, шляхом рубання прокату на смуги необхідної ширини і формування їх в заготовку-пакет необхідного діаметра і перерізом симетрично незамкнутому колу, попередньо смуги шляхом шліфування очищають від поверхневого забруднення, промивають розчинником, наприклад, ацетоном, сушать і пакетують, заготовку-пакет затискують з одного боку, наприклад, струбциною, а з другого кулачковим механізмом токарного верстату, видаляють зовнішній шар заготовки-пакета до круглої поверхні, а потім обточують для одержання придатної стружки. 2. Спосіб за п. 1, який відрізняється тим, що товщину плоского прокату вибирають в межах 2-8 мм. 3. Спосіб за пп. 1 або 2, який відрізняється тим, що діаметр заготовки-пакета, перерізом симетрично незамкнутому колу, задають в діапазоні 80-140 мм. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюVoroshylova Hanna Volodymyrivna, Ponomeranko Anatolii Dmytrovych, Ustymenko Volodymyr Mykolaiovych
Автори російськоюВорошилова Анна Владимировна, Пономаренко Анатолий Дмитриевич, Устименко Владимир Николаевич
МПК / Мітки
МПК: G01N 1/00
Мітки: складу, спосіб, зразка, сталей, сплавів, аналізу, отримання, стандартного, хімічного
Код посилання
<a href="https://ua.patents.su/5-91494-sposib-otrimannya-standartnogo-zrazka-dlya-khimichnogo-analizu-skladu-stalejj-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання стандартного зразка для хімічного аналізу складу сталей і сплавів</a>
Спосіб отримання стандартних зразків складу сталей і сплавів для хімічного та спектрального аналізу
Номер патенту: 82932
Опубліковано: 27.08.2013
Автори: Курнавина Людмила Прокопівна, Пономаренко Анатолій Димитрович, Устименко Володимир Миколайович, Ворошилов Володимир Костянтинович, Ворошилова Ганна Володимирівна
МПК: C22C 38/00, G01N 1/00
Мітки: сплавів, стандартних, спосіб, аналізу, зразків, складу, сталей, отримання, хімічного, спектрального
Формула / Реферат:
1. Спосіб отримання стандартних зразків для хімічного та спектрального аналізу складу сталей і сплавів, що включає виплавку металу у вакуумній індукційній печі або іншим способом, який забезпечує високу якість металу зливка, наприклад електрошлакового переплаву, з видаленням головної і донної частини зливка при подальшій деформації металу до заготовок круглого перерізу з послідовним отриманням стандартного зразка, спочатку дисперсного...
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Бойко Владімір Фйодоровіч, Колосов Александр Фйодоровіч, Полухін Пйотр Івановіч, Гусєв Дмітрій Івановіч, Брінза Вячєслав Владіміровіч, Полухін Владімір Пєтровіч, Воронцов Вячєслав Константіновіч
МПК: B21B 1/38
Мітки: плоского, прокату, малопластичних, отримання, сплавів, спосіб, сталей
Формула / Реферат:
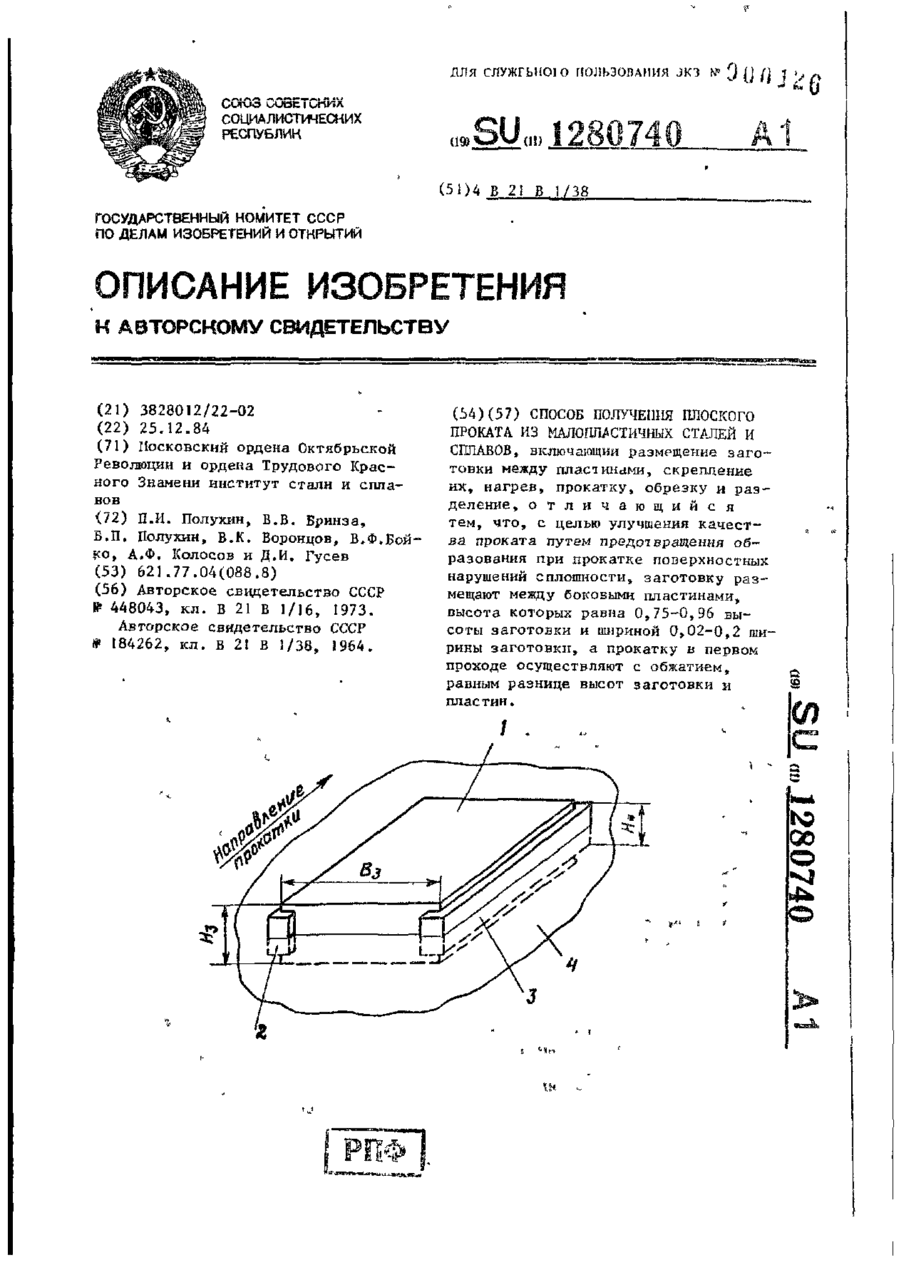
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб аналізу складу металевих сплавів
Номер патенту: 22225
Опубліковано: 25.04.2007
Автор: Антонов Володимир Костянтинович
МПК: G01N 19/02
Мітки: спосіб, аналізу, металевих, сплавів, складу
Формула / Реферат:
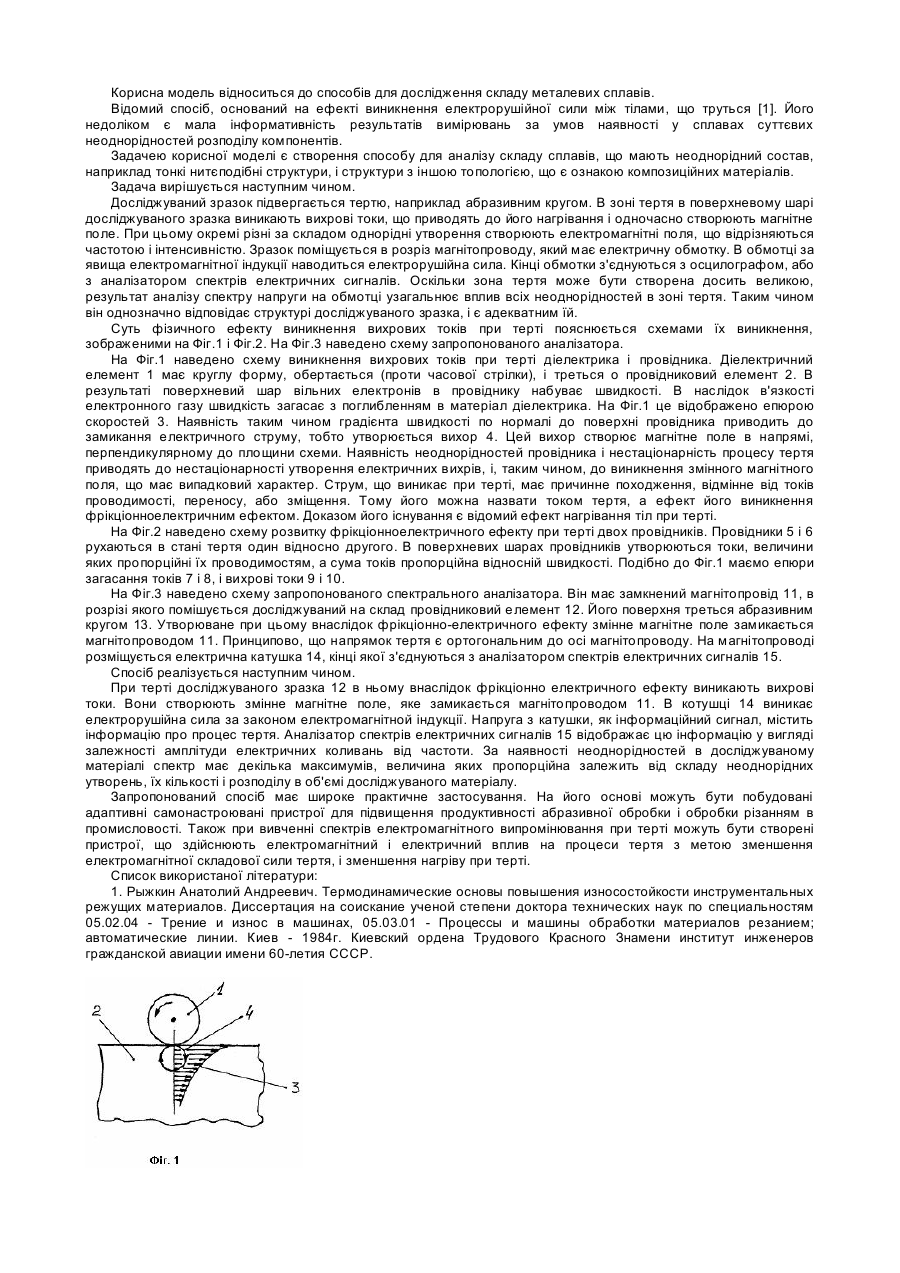
Спосіб аналізу складу металевих сплавів, який відрізняється тим, що склад визначається приведенням досліджуваного сплаву у стан тертя з абразивним матеріалом і вимірюванням змінного магнітного поля, що виникає в зоні тертя.
Спосіб отримання термоелектричних матеріалів на основі сплавів телуриду олова покращеного складу
Номер патенту: 32544
Опубліковано: 26.05.2008
Автор: Борик Віктор Васильович
МПК: C30B 11/02
Мітки: складу, сплавів, матеріалів, спосіб, телуриду, покращеного, термоелектричних, отримання, основі, олова
Формула / Реферат:
Спосіб отримання термоелектричних матеріалів на основі сплавів телуриду олова покращеного складу, який полягає в тому, що вихідні речовини розташовують у кварцовій вакуумованій ампулі і поміщують у піч, температура якої є вищою від температури плавлення вихідних речовин, ампулу з вихідними речовинами витримують при цій температурі, після чого ампулу охолоджують, одержані злитки подрібнюють та здійснюють пресування, який відрізняється тим, що...
Спосіб отримання заготовок сталей і сплавів методом струменевого формування
Номер патенту: 28547
Опубліковано: 16.10.2000
Автори: Позняк Костянтин Леонідович, Сорокін Юрій Володимирович, Ульшин Віктор Іванович
МПК: B22D 25/00, B22F 9/08
Мітки: отримання, спосіб, формування, сплавів, сталей, заготовок, методом, струменевого
Формула / Реферат:
Способ получения заготовок сталей и сплавов методом струйного формования, включающий расплавление металла и его распыление инертным газом на подвижный кристаллизатор, отличающийся тем, что расплав подвергают перегреву до температуры Тл + (350-400)°С, а температурный интервал формообразования задают в межкритической области ликвидус-солидус, между границами выливаемости и питания путем предварительного подогрева кристаллизатора до (0,5-0,6) Тл...
Попередній патент: Гаманець з сигналізацією
Наступний патент: Пристрій для моделювання повітряної ударної хвилі
Випадковий патент: Фільтр для тютюнового диму