Спосіб отримання заготовок сталей і сплавів методом струменевого формування
Номер патенту: 28547
Опубліковано: 16.10.2000
Автори: Ульшин Віктор Іванович, Позняк Костянтин Леонідович, Сорокін Юрій Володимирович

Формула / Реферат
Способ получения заготовок сталей и сплавов методом струйного формования, включающий расплавление металла и его распыление инертным газом на подвижный кристаллизатор, отличающийся тем, что расплав подвергают перегреву до температуры Тл + (350-400)°С, а температурный интервал формообразования задают в межкритической области ликвидус-солидус, между границами выливаемости и питания путем предварительного подогрева кристаллизатора до (0,5-0,6) Тл и регулирования заданного расстояния между форсункой и поверхностью заготовки для поддерживания постоянного температурного режима в ней.
Текст
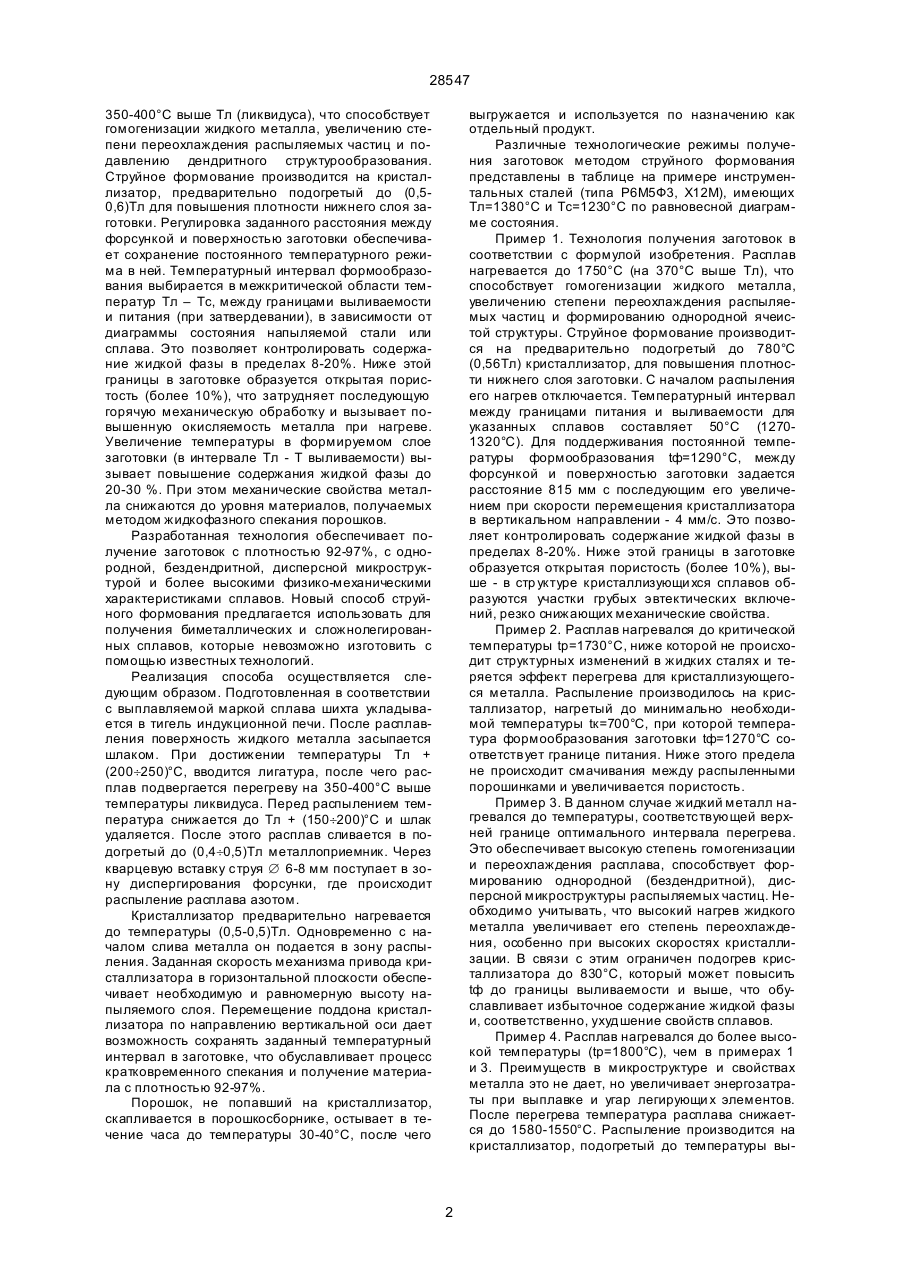
Способ получения заготовок сталей и сплавов методом струйного формования, включающий расплавление металла и его распыление инерт 28547 350-400°С выше Тл (ликвидуса), что способствует гомогенизации жидкого металла, увеличению степени переохлаждения распыляемых частиц и подавлению дендритного структурообразования. Струйное формование производится на кристаллизатор, предварительно подогретый до (0,50,6)Тл для повышения плотности нижнего слоя заготовки. Регулировка заданного расстояния между форсункой и поверхностью заготовки обеспечивает сохранение постоянного температурного режима в ней. Температурный интервал формообразования выбирается в межкритической области температур Тл – Тс, между границами выливаемости и питания (при затвердевании), в зависимости от диаграммы состояния напыляемой стали или сплава. Это позволяет контролировать содержание жидкой фазы в пределах 8-20%. Ниже этой границы в заготовке образуется открытая пористость (более 10%), что затрудняет последующую горячую механическую обработку и вызывает повышенную окисляемость металла при нагреве. Увеличение температуры в формируемом слое заготовки (в интервале Тл - Т выливаемости) вызывает повышение содержания жидкой фазы до 20-30 %. При этом механические свойства металла снижаются до уровня материалов, получаемых методом жидкофазного спекания порошков. Разработанная технология обеспечивает получение заготовок с плотностью 92-97%, с однородной, бездендритной, дисперсной микроструктурой и более высокими физико-механическими характеристиками сплавов. Новый способ струйного формования предлагается использовать для получения биметаллических и сложнолегированных сплавов, которые невозможно изготовить с помощью известных технологий. Реализация способа осуществляется следующим образом. Подготовленная в соответствии с выплавляемой маркой сплава шихта укладывается в тигель индукционной печи. После расплавления поверхность жидкого металла засыпается шлаком. При достижении температуры Тл + (200¸250)°С, вводится лигатура, после чего расплав подвергается перегреву на 350-400°С выше температуры ликвидуса. Перед распылением температура снижается до Тл + (150¸200)°С и шлак удаляется. После этого расплав сливается в подогретый до (0,4¸0,5)Тл металлоприемник. Через кварцевую вставку струя Æ 6-8 мм поступает в зону диспергирования форсунки, где происходит распыление расплава азотом. Кристаллизатор предварительно нагревается до температуры (0,5-0,5)Тл. Одновременно с началом слива металла он подается в зону распыления. Заданная скорость механизма привода кристаллизатора в горизонтальной плоскости обеспечивает необходимую и равномерную высоту напыляемого слоя. Перемещение поддона кристаллизатора по направлению вертикальной оси дает возможность сохранять заданный температурный интервал в заготовке, что обуславливает процесс кратковременного спекания и получение материала с плотностью 92-97%. Порошок, не попавший на кристаллизатор, скапливается в порошкосборнике, остывает в течение часа до температуры 30-40°С, после чего выгружается и используется по назначению как отдельный продукт. Различные технологические режимы получения заготовок методом струйного формования представлены в таблице на примере инструментальных сталей (типа Р6М5Ф3, Х12М), имеющих Тл=1380°С и Тс=1230°С по равновесной диаграмме состояния. Пример 1. Технология получения заготовок в соответствии с формулой изобретения. Расплав нагревается до 1750°С (на 370°С выше Тл), что способствует гомогенизации жидкого металла, увеличению степени переохлаждения распыляемых частиц и формированию однородной ячеистой структуры. Струйное формование производится на предварительно подогретый до 780°С (0,56Тл) кристаллизатор, для повышения плотности нижнего слоя заготовки. С началом распыления его нагрев отключается. Температурный интервал между границами питания и выливаемости для указанных сплавов составляет 50°С (12701320°С). Для поддерживания постоянной температуры формообразования tф=1290°С, между форсункой и поверхностью заготовки задается расстояние 815 мм с последующим его увеличением при скорости перемещения кристаллизатора в вертикальном направлении - 4 мм/с. Это позволяет контролировать содержание жидкой фазы в пределах 8-20%. Ниже этой границы в заготовке образуется открытая пористость (более 10%), выше - в стр уктуре кристаллизующи хся сплавов образуются участки грубых эвтектических включений, резко снижающих механические свойства. Пример 2. Расплав нагревался до критической температуры tp=1730°C, ниже которой не происходит структурных изменений в жидких сталях и теряется эффект перегрева для кристаллизующегося металла. Распыление производилось на кристаллизатор, нагретый до минимально необходимой температуры tк=700°C, при которой температура формообразования заготовки tф=1270°С соответствует границе питания. Ниже этого предела не происходит смачивания между распыленными порошинками и увеличивается пористость. Пример 3. В данном случае жидкий металл нагревался до температуры, соответствующей верхней границе оптимального интервала перегрева. Это обеспечивает высокую степень гомогенизации и переохлаждения расплава, способствует формированию однородной (бездендритной), дисперсной микроструктуры распыляемых частиц. Необходимо учитывать, что высокий нагрев жидкого металла увеличивает его степень переохлаждения, особенно при высоких скоростях кристаллизации. В связи с этим ограничен подогрев кристаллизатора до 830°С, который может повысить tф до границы выливаемости и выше, что обуславливает избыточное содержание жидкой фазы и, соответственно, ухудшение свойств сплавов. Пример 4. Расплав нагревался до более высокой температуры (tp=1800°C), чем в примерах 1 и 3. Преимуществ в микроструктуре и свойствах металла это не дает, но увеличивает энергозатраты при выплавке и угар легирующи х элементов. После перегрева температура расплава снижается до 1580-1550°С. Распыление производится на кристаллизатор, подогретый до температуры вы 2 28547 ше технологической (tк=900°C). Это приводит к увеличению температуры в формируемом слое заготовки (tф=1350°С) выше границы выливаемости и вызывает повышение содержания жидкой фазы более 30%. При этом механические свойства металла снижаются до уровня материалов, получаемых методом жидкофазного спекания порошков. Пример 5. В отличие от примера 1 расплав готовился к распылению по обычной технологии, без перегрева. В результате гомогенизация жидкого металла неудовлетворительная, а степень переохлаждения при кристаллизации не более 2030°С. Микроструктура заготовок имеет дендритную морфологию, обуславливающую ликвацию легирующи х элементов. Распыление на слабо подогретый кристаллизатор (tк=650°C) обуславливает недостаточную температуру формообразования (tф=1250°С и ниже) для качественного спекания частиц и приводит к повышению пористости нижнего слоя, а также увеличению его толщины. Повышается неравномерность распределения пористости по высоте заготовки. Пример 6. Расплав подвергался перегреву, как описано в примере 1, а распыление жидкого металла велось на неподвижный в направлении вертикальной оси кристаллизатор (предварительно подогретый до 800°С). При этом в верхнем слое увеличивается содержание жидкой фазы до 25% и более. Распределение пористости неоднородное: в нижнем слое заготовки - до 20%, в верхнем - около 2%. Чтобы такая заготовка соответствовала предъявляемым требованиям, необходимо механически удалять (фрезерованием) около 20% объма металла. Пример 7. Данный пример соответствуе т параметрам прототипа. Он заключается в расплавлении металла, нагреве до 1630°С (на 250° выше температуры ликвидуса), выдержке 15-20 мин., охлаждении до температуры слива и распылении инертным газом на фиксированный в вертикальном направлении кристаллизатор. Получаемые заготовки характеризуются неравномерной пористостью по сечению (4-30%), дендритной микроструктурой материала, с высоким содержанием эвтектической составляющей. Указанные недостатки связаны с тем, что не учитывается состояние расплава при распылении, а постоянное расстояние между форсункой и кристаллизатором не позволяет регулировать температурный режим формируемой заготовки. Распыление на холодный кристаллизатор обуславливает высокую пористость (до 30%) нижнего слоя металла. Сравнение структуры и свойств заготовок, полученных по различным температурным режимам, в том числе с воспроизведением параметров прототипа, показало преимущество нового способа струйного формования. Разработанная технология позволяет исключить трудоемкие процессы компактирования порошков (прессование, вакуумное спекание) и обеспечивает получение высокоплотных (92-97%) заготовок необходимой формы и размеров с микроструктурой, близкой к порошковый материалам, не содержащей грубых включений эвтектики. Предложенный способ предлагается использовать для получения биметаллических и сложнолегированных сплавов, которые невозможно изготовить с помощью известных технологий. Таблица Способ tp, °C расплава tф, °С формообразования tк, °С кристаллизатора Средняя пористость, % Средний % жидкой фазы Тип микроструктуры пример 1 (изоретение) 1750 1290 780 6 14 однородная ячеистая пример 2 1730 1270 700 8 10 однородная пример 3 1780 1320 830 5 18 однородная пример 4 1800 1350 900 4 30 участки эвтектики пример 5 1680 1250 650 10 8 пример 6 1750 1340 780 12 24 участки эвтектики 1630 1330 20 14 22 дендритная с эвтектик пример 7 прототип неоднород. Прочность на изгиб, МП А* 2300 2000 2100 1800 2200 1900 1700 1400 1900 1600 2000 1700 1800 1550 * Прочность на изгиб - для непрокатанных образцов, термообработанных по стандартным режимам: числитель - сталь Р6М5ФЗ, знаменатель – X12М. 3 28547 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining billets of steels and alloys by jet molding
Автори англійськоюUlshyn Viktor Ivanovych, Pozniak Kostiantyn Leonidovych, Sorokin Yurii Volodymyrovych
Назва патенту російськоюСпособ получения заготовок сталей и сплавов методом струйного формования
Автори російськоюУльшин Виктор Иванович, Позняк Константин Леонидович, Сорокин Юрий Владимирович
МПК / Мітки
МПК: B22D 25/00, B22F 9/08
Мітки: струменевого, заготовок, отримання, сталей, спосіб, методом, сплавів, формування
Код посилання
<a href="https://ua.patents.su/4-28547-sposib-otrimannya-zagotovok-stalejj-i-splaviv-metodom-strumenevogo-formuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання заготовок сталей і сплавів методом струменевого формування</a>
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Полухін Пйотр Івановіч, Бойко Владімір Фйодоровіч, Брінза Вячєслав Владіміровіч, Полухін Владімір Пєтровіч, Колосов Александр Фйодоровіч, Гусєв Дмітрій Івановіч, Воронцов Вячєслав Константіновіч
МПК: B21B 1/38
Мітки: сталей, спосіб, прокату, сплавів, отримання, плоского, малопластичних
Формула / Реферат:
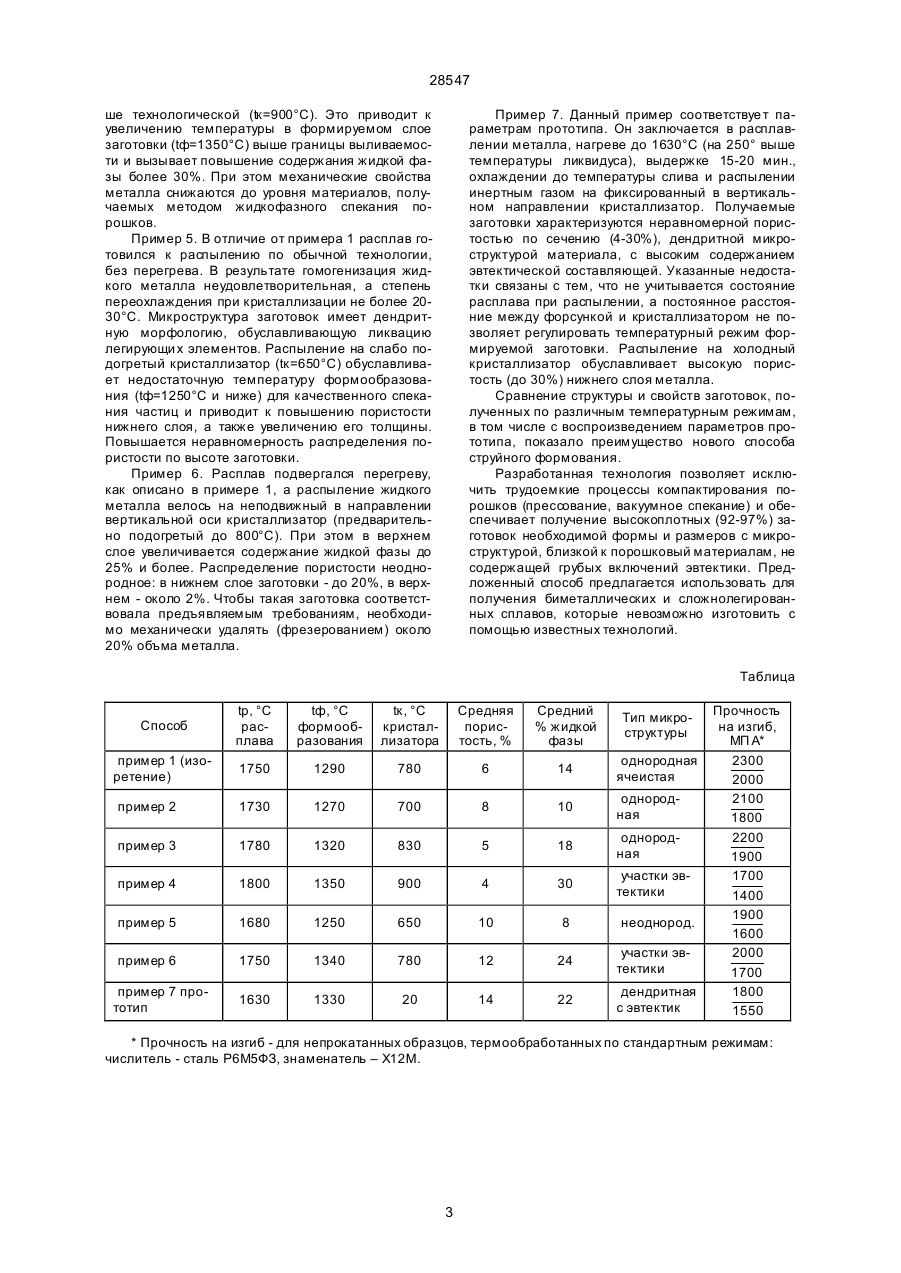
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Торхов Генадій Федорович, Тагер Лев Рафаілович, Латаш Юрій Вадімович, Толстопятов Костянтин Сергійович, Ліхобаба Олексій Васильович, Фролов Леонід Валеріанович
Мітки: жароміцих, шару, поверхневого, заготовок, зливків, сталей, пдп, спосіб, сплавів
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб радіального кування заготовок переважно з металів і сплавів, які важко деформуються
Номер патенту: 27166
Опубліковано: 15.08.2000
Автори: Артамонов Юрій Вікторович, Сіменяка Павло Степанович, Залужний Юрій Григорович, Потапов Іван Іванович, Кнохін Валерій Георгієвич, Гаврилов-Крямічев Микола Львович, Лазоркін Віктор Андрієвич, Долгая Світлана Павлівна, Поспєлов Ігор Олексійович, Скорняков Юрій Миколаєвич, Сивоконь Микола Анатолієвич
Мітки: сплавів, заготовок, кування, металів, радіального, переважно, спосіб, важкої, деформуються
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ радиальной ковки заготовок преимущественно из труднодеформируемых металлов и сплавов, включающий деформирование заготовки проходами в бойках с заходными коническими и калибрующими цилиндрическими участками путем подачи и кантовки заготовки после каждого единичного обжатия с изменением направления подачи после каждого прохода, о т л и ч а ю щ и й с я тем, что, с целью повышения...
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Шперлін Павло Ілліч, Крихта Валерій Петрович, Напханько Ігор Миколайович, Ціпер Євгеній Михайлович, Царьков Олексій Костянтинович, Медведєв Михайло Іванович, Блощинський Григорій Павлович, Притоманов Олексій Євгеньєвич
МПК: B21C 23/02
Мітки: виготовлення, сплавів, труб, спосіб, високолегованих, сталей
Формула / Реферат:
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Спосіб виготовлення заготовок різальних інструментів із порошків швидкорізальних сталей
Номер патенту: 28275
Опубліковано: 16.10.2000
Автори: Гогаєв Казбек Олександрович, Гончаров Сергій Володимирович, Попов Віктор Петрович
МПК: B22F 3/20
Мітки: швидкорізальних, сталей, порошків, заготовок, інструментів, спосіб, виготовлення, різальних
Формула / Реферат:
Способ изготовления заготовок режущих инструментов из порошков, быстрорежущих сталей, включающий компактирование порошков, спекание, нагрев и горячую экструзию порошковой заготовки, отличающийся тем, что в установленную на гидравлическом прессе пресс-форму засыпают порошок бистрорежущей стали, прикладывают к порошку двухстороннее осевое давление 12-16 МПа и пропускают через него электрический ток, причем при нагреве порошка до температуры...
Попередній патент: Артикуляційно-вокальний апарат і спосіб його використання
Наступний патент: Композиційний фрикційний матеріал
Випадковий патент: Спосіб біофорезу ранових поверхонь з можливістю дозувати розчин вітаміну в3