Спосіб кування дисків

Формула / Реферат
Спосіб кування дисків, який полягає в осадженні заготівки пласкими плитами, який відрізняється тим, що спочатку виконується циклічне локальне осадження вузьким бойком з робочим ходом 0,05…0,15 від висоти заготівки із обертанням заготівки навколо осі на кут, що забезпечує перекриття бойком частини осередку деформації попереднього локального осадження, при цьому таке осадження виконується почергово обох торців заготівки, таким чином щоб діаметр D1 = (1,1…1,3)D та висота Н1 = (0,1…0,35)Н, після чого здійснюється осадження заготівки пласкими плитами.
Текст
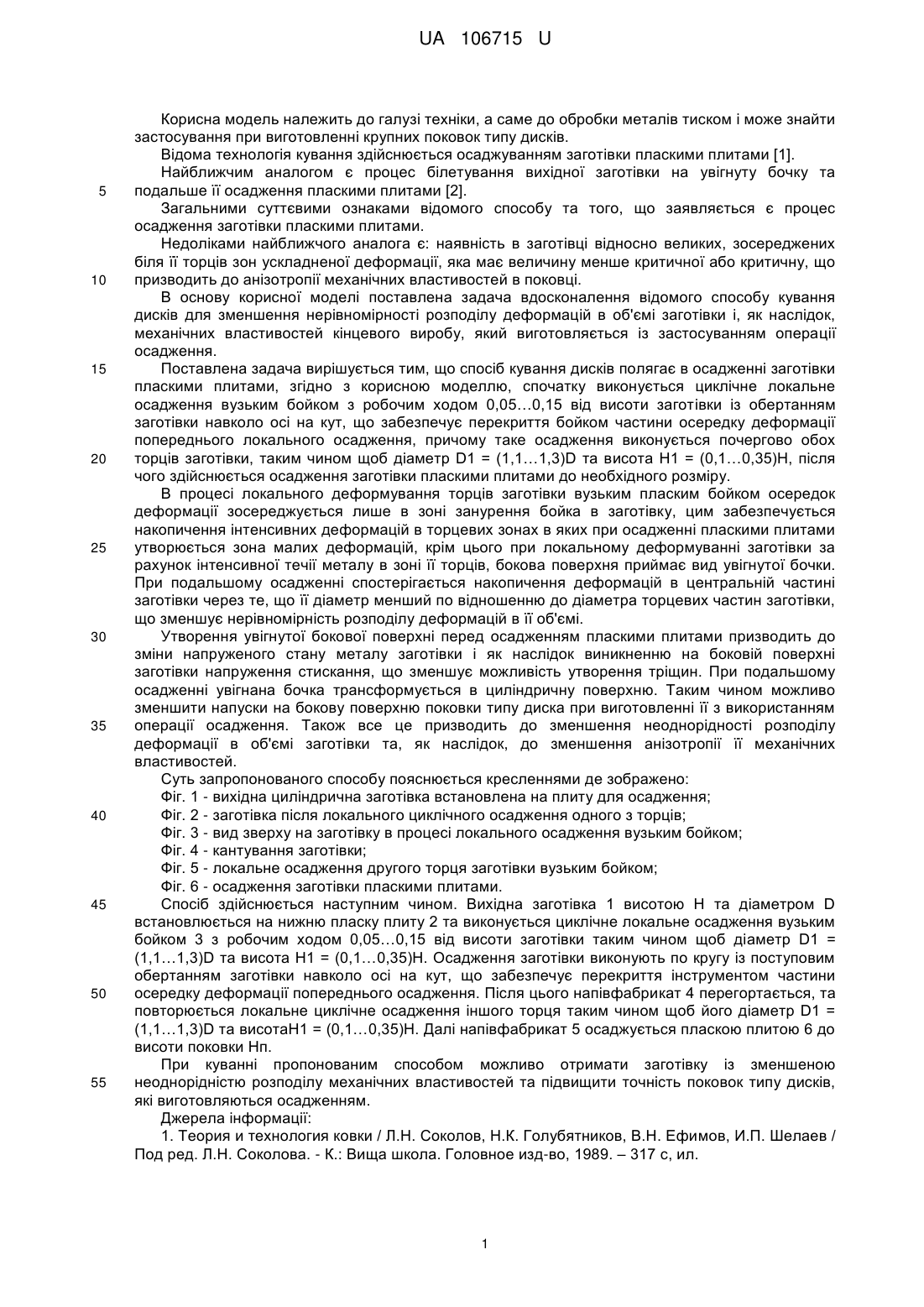
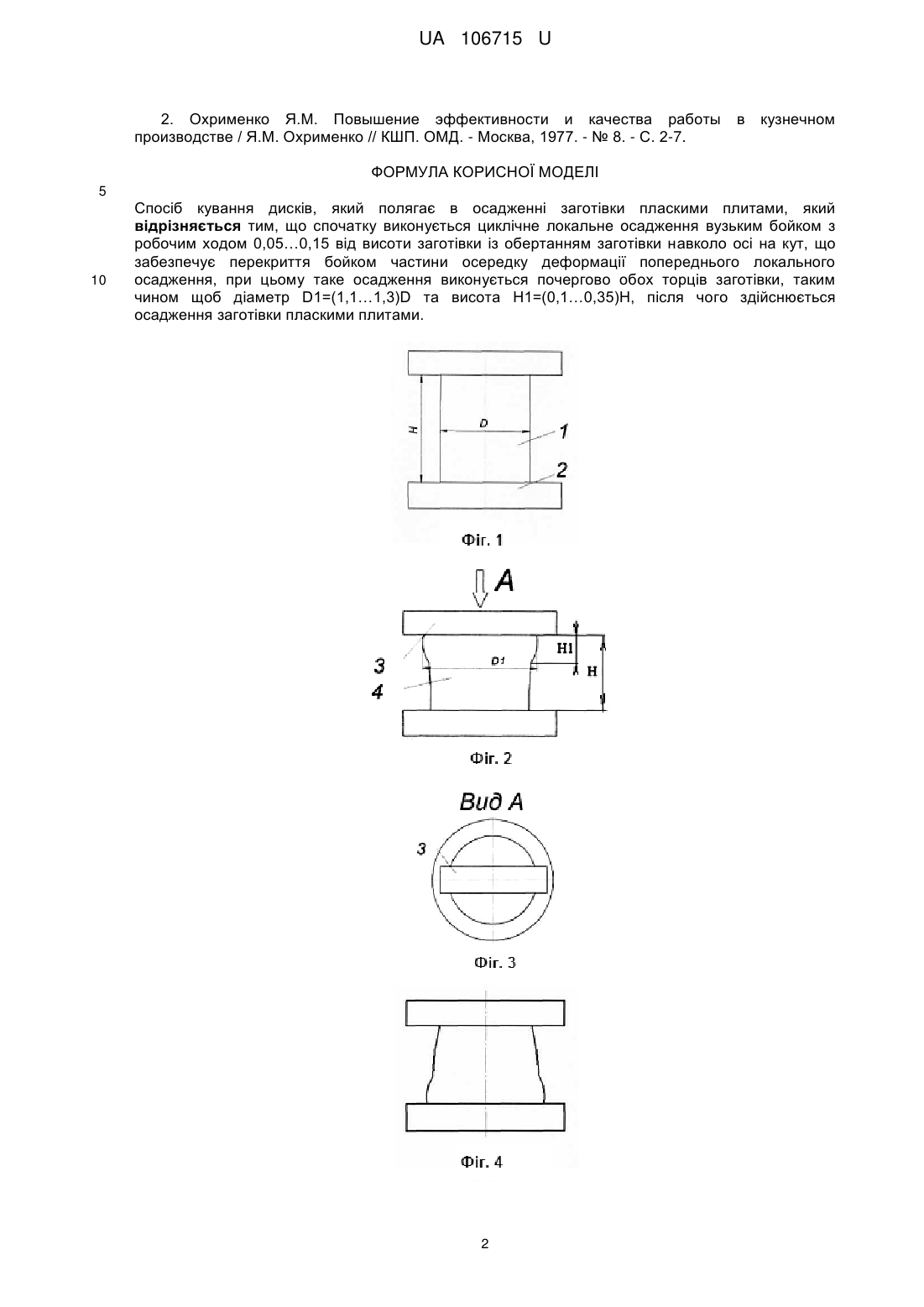
Реферат: UA 106715 U UA 106715 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може знайти застосування при виготовленні крупних поковок типу дисків. Відома технологія кування здійснюється осаджуванням заготівки пласкими плитами [1]. Найближчим аналогом є процес білетування вихідної заготівки на увігнуту бочку та подальше її осадження пласкими плитами [2]. Загальними суттєвими ознаками відомого способу та того, що заявляється є процес осадження заготівки пласкими плитами. Недоліками найближчого аналога є: наявність в заготівці відносно великих, зосереджених біля її торців зон ускладненої деформації, яка має величину менше критичної або критичну, що призводить до анізотропії механічних властивостей в поковці. В основу корисної моделі поставлена задача вдосконалення відомого способу кування дисків для зменшення нерівномірності розподілу деформацій в об'ємі заготівки і, як наслідок, механічних властивостей кінцевого виробу, який виготовляється із застосуванням операції осадження. Поставлена задача вирішується тим, що спосіб кування дисків полягає в осадженні заготівки пласкими плитами, згідно з корисною моделлю, спочатку виконується циклічне локальне осадження вузьким бойком з робочим ходом 0,05…0,15 від висоти заготівки із обертанням заготівки навколо осі на кут, що забезпечує перекриття бойком частини осередку деформації попереднього локального осадження, причому таке осадження виконується почергово обох торців заготівки, таким чином щоб діаметр D1 = (1,1…1,3)D та висота Н1 = (0,1…0,35)Н, після чого здійснюється осадження заготівки пласкими плитами до необхідного розміру. В процесі локального деформування торців заготівки вузьким пласким бойком осередок деформації зосереджується лише в зоні занурення бойка в заготівку, цим забезпечується накопичення інтенсивних деформацій в торцевих зонах в яких при осадженні пласкими плитами утворюється зона малих деформацій, крім цього при локальному деформуванні заготівки за рахунок інтенсивної течії металу в зоні її торців, бокова поверхня приймає вид увігнутої бочки. При подальшому осадженні спостерігається накопичення деформацій в центральній частині заготівки через те, що її діаметр менший по відношенню до діаметра торцевих частин заготівки, що зменшує нерівномірність розподілу деформацій в її об'ємі. Утворення увігнутої бокової поверхні перед осадженням пласкими плитами призводить до зміни напруженого стану металу заготівки і як наслідок виникненню на боковій поверхні заготівки напруження стискання, що зменшує можливість утворення тріщин. При подальшому осадженні увігнана бочка трансформується в циліндричну поверхню. Таким чином можливо зменшити напуски на бокову поверхню поковки типу диска при виготовленні її з використанням операції осадження. Також все це призводить до зменшення неоднорідності розподілу деформації в об'ємі заготівки та, як наслідок, до зменшення анізотропії її механічних властивостей. Суть запропонованого способу пояснюється кресленнями де зображено: Фіг. 1 - вихідна циліндрична заготівка встановлена на плиту для осадження; Фіг. 2 - заготівка після локального циклічного осадження одного з торців; Фіг. 3 - вид зверху на заготівку в процесі локального осадження вузьким бойком; Фіг. 4 - кантування заготівки; Фіг. 5 - локальне осадження другого торця заготівки вузьким бойком; Фіг. 6 - осадження заготівки пласкими плитами. Спосіб здійснюється наступним чином. Вихідна заготівка 1 висотою Н та діаметром D встановлюється на нижню пласку плиту 2 та виконується циклічне локальне осадження вузьким бойком 3 з робочим ходом 0,05…0,15 від висоти заготівки таким чином щоб діаметр D1 = (1,1…1,3)D та висота Н1 = (0,1…0,35)Н. Осадження заготівки виконують по кругу із поступовим обертанням заготівки навколо осі на кут, що забезпечує перекриття інструментом частини осередку деформації попереднього осадження. Після цього напівфабрикат 4 перегортається, та повторюється локальне циклічне осадження іншого торця таким чином щоб його діаметр D1 = (1,1…1,3)D та висотаН1 = (0,1…0,35)Н. Далі напівфабрикат 5 осаджується пласкою плитою 6 до висоти поковки Нп. При куванні пропонованим способом можливо отримати заготівку із зменшеною неоднорідністю розподілу механічних властивостей та підвищити точність поковок типу дисків, які виготовляються осадженням. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Вища школа. Головное изд-во, 1989. – 317 с, ил. 1 UA 106715 U 2. Охрименко Я.М. Повышение эффективности и качества работы производстве / Я.М. Охрименко // КШП. ОМД. - Москва, 1977. - № 8. - С. 2-7. в кузнечном ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб кування дисків, який полягає в осадженні заготівки пласкими плитами, який відрізняється тим, що спочатку виконується циклічне локальне осадження вузьким бойком з робочим ходом 0,05…0,15 від висоти заготівки із обертанням заготівки навколо осі на кут, що забезпечує перекриття бойком частини осередку деформації попереднього локального осадження, при цьому таке осадження виконується почергово обох торців заготівки, таким чином щоб діаметр D1=(1,1…1,3)D та висота Н1=(0,1…0,35)Н, після чого здійснюється осадження заготівки пласкими плитами. 2 UA 106715 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDisk forging method
Автори англійськоюZhbankov Yaroslav Hennadiiovych
Назва патенту російськоюСпособ ковки дисков
Автори російськоюЖбанков Ярослав Геннадьевич
МПК / Мітки
МПК: B21J 1/04
Мітки: кування, спосіб, дисків
Код посилання
<a href="https://ua.patents.su/5-106715-sposib-kuvannya-diskiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування дисків</a>
Спосіб кування осесиметричних виробів локальним деформуванням
Номер патенту: 79728
Опубліковано: 25.04.2013
Автори: Єфімов Максим Вікторович, Панов Володимир Володимирович, Гунько Максим Іванович, Лобанов Олександр Іванович, Коломоєць Андрій Миколайович, Бугайов Сергій Павлович, Селютін Олександр Андрійович
МПК: B21J 1/04
Мітки: спосіб, кування, осесиметричних, виробів, деформуванням, локальним
Формула / Реферат:
Спосіб кування осесиметричних виробів локальним деформуванням, який полягає у циклічному локальному осадженні по кругу вузьким бойком циліндричної заготівки, що суміщається з її обертанням навколо осі на кут, який забезпечує перекриття бойком частини осередку деформації попереднього локального осадження, який відрізняється тим, що спочатку вузьким бойком осаджуються кільцева, із внутрішнім радіусом L1=(0,2-0,3)Dз, периферійна частина...
Спосіб кування дисків
Номер патенту: 98715
Опубліковано: 12.05.2015
Автори: Недодай Руслана Сергіївна, Ячмінь Юлія Олегівна, Марков Олег Євгенійович, Руденко Наталія Олександрівна
МПК: B21J 5/00
Мітки: кування, дисків, спосіб
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки верхньою випуклою плитою з остаточним правленням плоскими плитами, який відрізняється тим, що від злитка відділяється прибуткова частина, осадження випуклою плитою здійснюється з обох торців заготовки, а процес кування проводять на плоскій суцільній плиті.
Спосіб кування дисків
Номер патенту: 98714
Опубліковано: 12.05.2015
Автори: Шарун Олена Олегівна, Марков Олег Євгенійович, Ячмінь Юлія Олегівна, Руденко Наталія Олександрівна
МПК: B21J 5/00
Мітки: кування, дисків, спосіб
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки випуклим інструментом з остаточним правленням плоскими плитами, який відрізняється тим, що зі злитка вирубується блок та осадження проводиться на увігнутій сферичній плиті.
Спосіб кування дисків
Номер патенту: 98716
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: кування, дисків, спосіб
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки верхньою випуклою плитою з остаточним правленням плоскими плитами, який відрізняється тим, що від злитка відділяється прибуткова частина, осадження здійснюється на увігнутій нижній плиті з проміжним кантуванням заготівки на 180°.
Спосіб кування дисків
Номер патенту: 98712
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович, Ячмінь Юлія Олегівна
МПК: B21J 5/00
Мітки: дисків, кування, спосіб
Формула / Реферат:
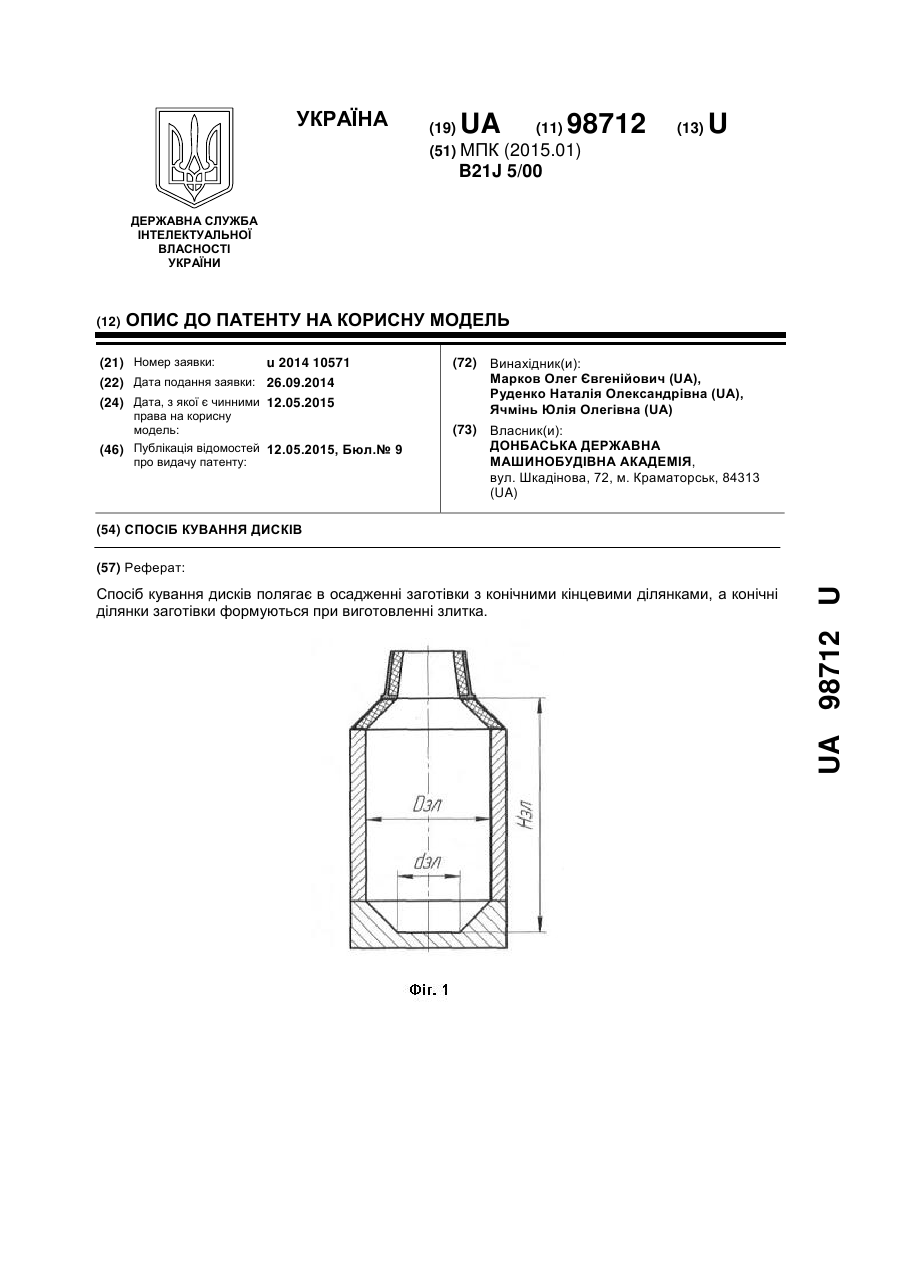
Спосіб кування дисків, який полягає в осадженні заготівки з конічними кінцевими ділянками, який відрізняється тим, що конічні ділянки заготівки формуються при виготовленні злитка.
Попередній патент: Спосіб кування труб
Наступний патент: Спосіб виготовлення великогабаритних бандажів
Випадковий патент: Тетрагідроімідазо[1,5-d][1,4]оксазепінова похідна