Спосіб кування труб
Номер патенту: 106714
Опубліковано: 10.05.2016
Автори: Олешко Михайло Викторович, Грачов Ігор Анатолійович, Жбанков Ярослав Геннадійович

Формула / Реферат
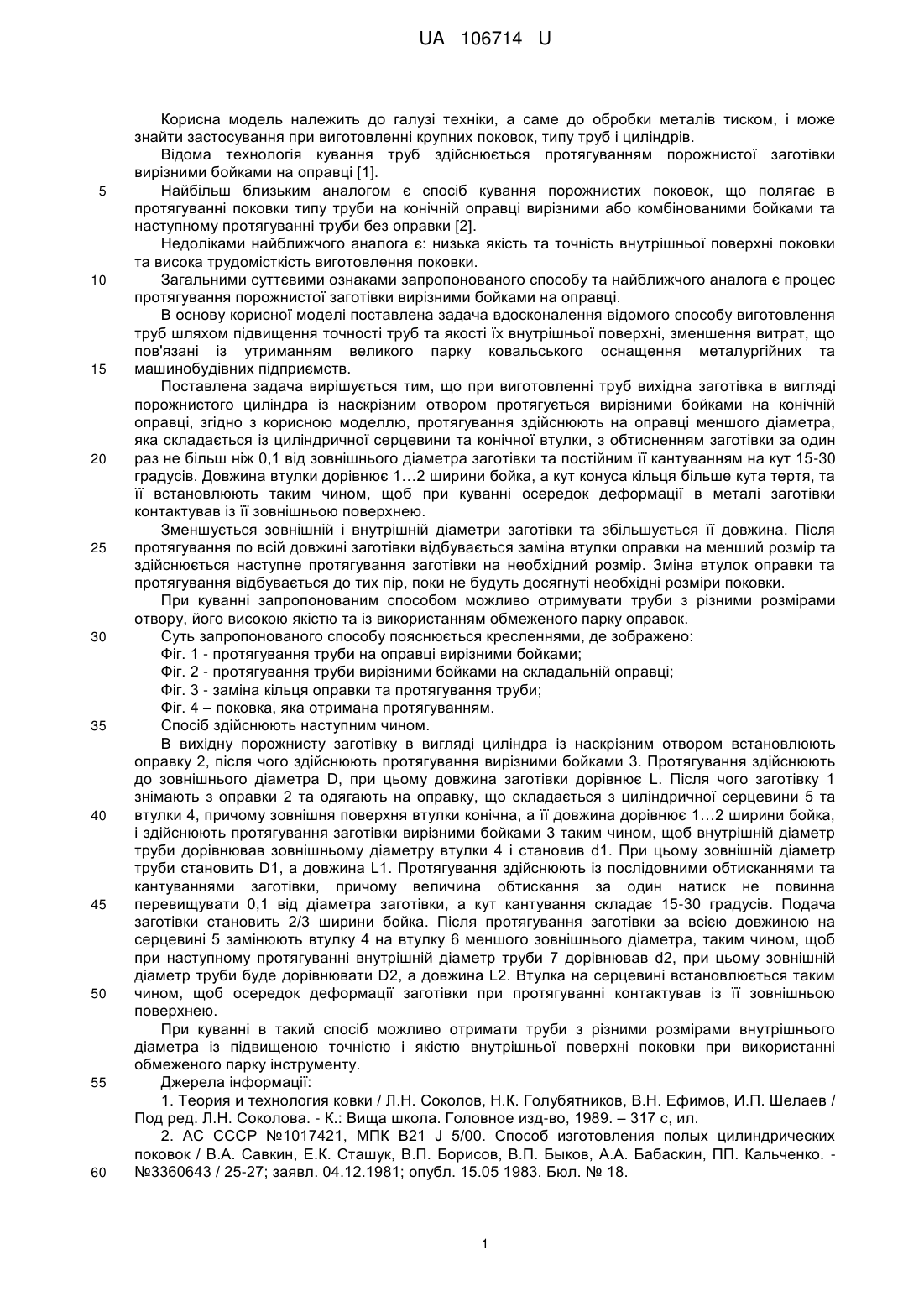
Спосіб кування труб, який включає протягування порожнистої заготівки вирізними бойками на оправці, який відрізняється тим, що спочатку здійснюють протягування заготівки на конічній оправці, далі протягування здійснюють на оправці, яка складається із циліндричної серцевини та втулки, що вдягнена на серцевину, вирізними бойками з обтисканнями не більше 0,1 від зовнішнього діаметра заготівки з постійними кантуваннями на кут 15-30 градусів, причому довжина втулки дорівнює 1…2 ширини бойка, має зовнішню конічну поверхню із кутом конуса більше кута тертя і її встановлюють таким чином, щоб при деформуванні металу осередок деформації в заготовці завжди контактував з її зовнішньою поверхнею.
Текст
Реферат: Спосіб кування труб включає протягування порожнистої заготівки вирізними бойками на оправці. Спочатку здійснюють протягування заготівки на конічній оправці, далі протягування здійснюють на оправці, яка складається із циліндричної серцевини та втулки, що вдягнена на серцевину, вирізними бойками з обтисканнями не більше 0,1 від зовнішнього діаметра заготівки з постійними кантуваннями на кут 15-30 градусів. Довжина втулки дорівнює 1…2 ширини бойка, має зовнішню конічну поверхню із кутом конуса більше кута тертя і її встановлюють таким чином, щоб при деформуванні металу осередок деформації в заготовці завжди контактував з її зовнішньою поверхнею. UA 106714 U (54) СПОСІБ КУВАННЯ ТРУБ UA 106714 U UA 106714 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні крупних поковок, типу труб і циліндрів. Відома технологія кування труб здійснюється протягуванням порожнистої заготівки вирізними бойками на оправці [1]. Найбільш близьким аналогом є спосіб кування порожнистих поковок, що полягає в протягуванні поковки типу труби на конічній оправці вирізними або комбінованими бойками та наступному протягуванні труби без оправки [2]. Недоліками найближчого аналога є: низька якість та точність внутрішньої поверхні поковки та висока трудомісткість виготовлення поковки. Загальними суттєвими ознаками запропонованого способу та найближчого аналога є процес протягування порожнистої заготівки вирізними бойками на оправці. В основу корисної моделі поставлена задача вдосконалення відомого способу виготовлення труб шляхом підвищення точності труб та якості їх внутрішньої поверхні, зменшення витрат, що пов'язані із утриманням великого парку ковальського оснащення металургійних та машинобудівних підприємств. Поставлена задача вирішується тим, що при виготовленні труб вихідна заготівка в вигляді порожнистого циліндра із наскрізним отвором протягується вирізними бойками на конічній оправці, згідно з корисною моделлю, протягування здійснюють на оправці меншого діаметра, яка складається із циліндричної серцевини та конічної втулки, з обтисненням заготівки за один раз не більш ніж 0,1 від зовнішнього діаметра заготівки та постійним її кантуванням на кут 15-30 градусів. Довжина втулки дорівнює 1…2 ширини бойка, а кут конуса кільця більше кута тертя, та її встановлюють таким чином, щоб при куванні осередок деформації в металі заготівки контактував із її зовнішньою поверхнею. Зменшується зовнішній і внутрішній діаметри заготівки та збільшується її довжина. Після протягування по всій довжині заготівки відбувається заміна втулки оправки на менший розмір та здійснюється наступне протягування заготівки на необхідний розмір. Зміна втулок оправки та протягування відбувається до тих пір, поки не будуть досягнуті необхідні розміри поковки. При куванні запропонованим способом можливо отримувати труби з різними розмірами отвору, його високою якістю та із використанням обмеженого парку оправок. Суть запропонованого способу пояснюється кресленнями, де зображено: Фіг. 1 - протягування труби на оправці вирізними бойками; Фіг. 2 - протягування труби вирізними бойками на складальній оправці; Фіг. 3 - заміна кільця оправки та протягування труби; Фіг. 4 – поковка, яка отримана протягуванням. Спосіб здійснюють наступним чином. В вихідну порожнисту заготівку в вигляді циліндра із наскрізним отвором встановлюють оправку 2, після чого здійснюють протягування вирізними бойками 3. Протягування здійснюють до зовнішнього діаметра D, при цьому довжина заготівки дорівнює L. Після чого заготівку 1 знімають з оправки 2 та одягають на оправку, що складається з циліндричної серцевини 5 та втулки 4, причому зовнішня поверхня втулки конічна, а її довжина дорівнює 1…2 ширини бойка, і здійснюють протягування заготівки вирізними бойками 3 таким чином, щоб внутрішній діаметр труби дорівнював зовнішньому діаметру втулки 4 і становив d1. При цьому зовнішній діаметр труби становить D1, а довжина L1. Протягування здійснюють із послідовними обтисканнями та кантуваннями заготівки, причому величина обтискання за один натиск не повинна перевищувати 0,1 від діаметра заготівки, а кут кантування складає 15-30 градусів. Подача заготівки становить 2/3 ширини бойка. Після протягування заготівки за всією довжиною на серцевині 5 замінюють втулку 4 на втулку 6 меншого зовнішнього діаметра, таким чином, щоб при наступному протягуванні внутрішній діаметр труби 7 дорівнював d2, при цьому зовнішній діаметр труби буде дорівнювати D2, а довжина L2. Втулка на серцевині встановлюється таким чином, щоб осередок деформації заготівки при протягуванні контактував із її зовнішньою поверхнею. При куванні в такий спосіб можливо отримати труби з різними розмірами внутрішнього діаметра із підвищеною точністю і якістю внутрішньої поверхні поковки при використанні обмеженого парку інструменту. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Вища школа. Головное изд-во, 1989. – 317 с, ил. 2. АС СССР №1017421, МПК В21 J 5/00. Способ изготовления полых цилиндрических поковок / В.А. Савкин, Е.К. Сташук, В.П. Борисов, В.П. Быков, А.А. Бабаскин, ПП. Кальченко. №3360643 / 25-27; заявл. 04.12.1981; опубл. 15.05 1983. Бюл. № 18. 1 UA 106714 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб кування труб, який включає протягування порожнистої заготівки вирізними бойками на оправці, який відрізняється тим, що спочатку здійснюють протягування заготівки на конічній оправці, далі протягування здійснюють на оправці, яка складається із циліндричної серцевини та втулки, що вдягнена на серцевину, вирізними бойками з обтисканнями не більше 0,1 від зовнішнього діаметра заготівки з постійними кантуваннями на кут 15-30 градусів, причому довжина втулки дорівнює 1…2 ширини бойка, має зовнішню конічну поверхню із кутом конуса більше кута тертя і її встановлюють таким чином, щоб при деформуванні металу осередок деформації в заготовці завжди контактував з її зовнішньою поверхнею. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюPipe forging method
Автори англійськоюZhbankov Yaroslav Hennadiiovych, Hrachov Ihor Anatoliiovych, Oleshko Mykhailo Viktorovych
Назва патенту російськоюСпособ ковки труб
Автори російськоюЖбанков Ярослав Геннадьевич, Грачев Игорь Анатольевич, Олешко Михаил Викторович
МПК / Мітки
МПК: B21J 1/04
Код посилання
<a href="https://ua.patents.su/4-106714-sposib-kuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування труб</a>
Спосіб кування порожнистих циліндрів з дном
Номер патенту: 86881
Опубліковано: 10.01.2014
Автори: Марков Олег Євгенійович, Маркова Марина Олександрівна
МПК: B21J 5/00
Мітки: спосіб, кування, дном, порожнистих, циліндрів
Формула / Реферат:
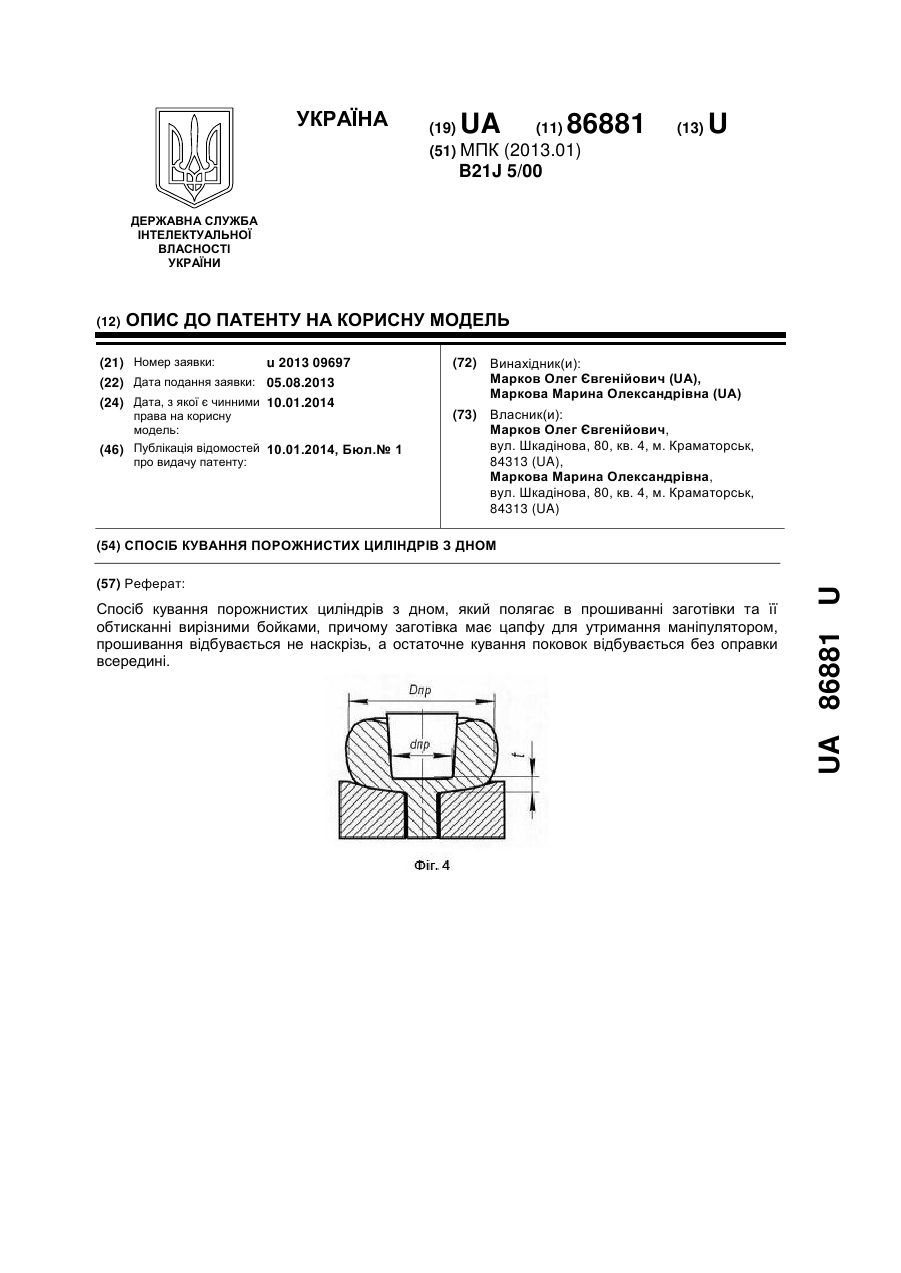
Спосіб кування порожнистих циліндрів з дном, який полягає в прошиванні заготівки та її обтисканні вирізними бойками, який відрізняється тим, що заготівка має цапфу для утримання маніпулятором, прошивання відбувається не наскрізь, а остаточне кування поковок відбувається без оправки всередині.
Спосіб кування циліндрів

Номер патенту: 74327
Опубліковано: 25.10.2012
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 5/00
Мітки: спосіб, циліндрів, кування
Формула / Реферат:
Спосіб кування циліндрів, що включає протягування порожнистого ступінчастого циліндра на гладкій оправці, який відрізняється тим, що заготівку, типу циліндра із внутрішнім діаметром D1 та стовщенням довжиною Н1, насаджують на складену із гладкого циліндра та кільця зовнішнім діаметром D2£D1 та довжиною Н2<Н1 оправку, таким чином, щоб стовщення було розташовано безпосередньо над кільцем, після чого стовщення на заготівці деформують...
Спосіб кування крупних днищ
Номер патенту: 86882
Опубліковано: 10.01.2014
Автори: Маркова Марина Олександрівна, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: кування, крупних, спосіб, днищ
Формула / Реферат:
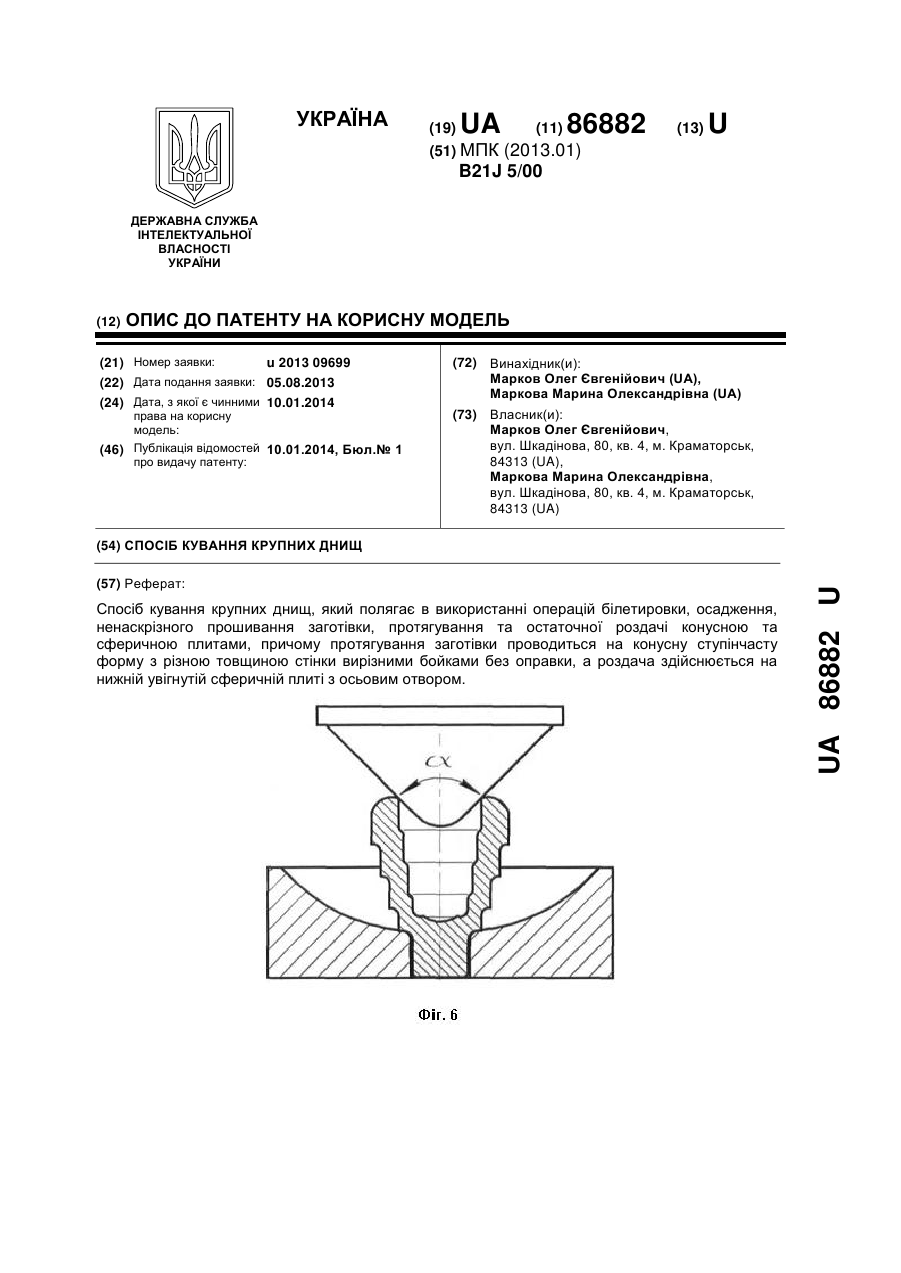
Спосіб кування крупних днищ, який полягає в використанні операцій білетировки, осадження, ненаскрізного прошивання заготівки, протягування та остаточної роздачі конусною та сферичною плитами, який відрізняється тим, що протягування заготівки проводиться на конусну ступінчасту форму з різною товщиною стінки вирізними бойками без оправки, а роздача здійснюється на нижній увігнутій сферичній плиті з осьовим отвором.
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Жбанков Ярослав Геннадійович, Алієв Іграмотдін Сєражутдінович
МПК: B21J 1/04
Мітки: кування, заготівок, диференційованого, спосіб
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Таган Любов Вікторівна, Жбанков Ярослав Геннадійович
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Попередній патент: Пристрій для розкочування порожнистих виробів на гідравлічному пресі
Наступний патент: Спосіб кування дисків
Випадковий патент: Перетворювач позиційного коду в позиційно-знаковий код для комп'ютерних систем керування газодизельними генераторами