Спосіб кування заготівок


Формула / Реферат
Спосіб кування заготівок, який полягає у нагріванні та осадженні заготівки з неоднорідним температурним полем плоскими плитами, який відрізняється тим, що вихідну циліндричну заготівку форсовано підігрівають таким чином, щоб в заготівці виникло симетричне неоднорідне температурне поле із зовнішньою оболонкою, яке має температуру вищу за температуру серцевини.
Текст
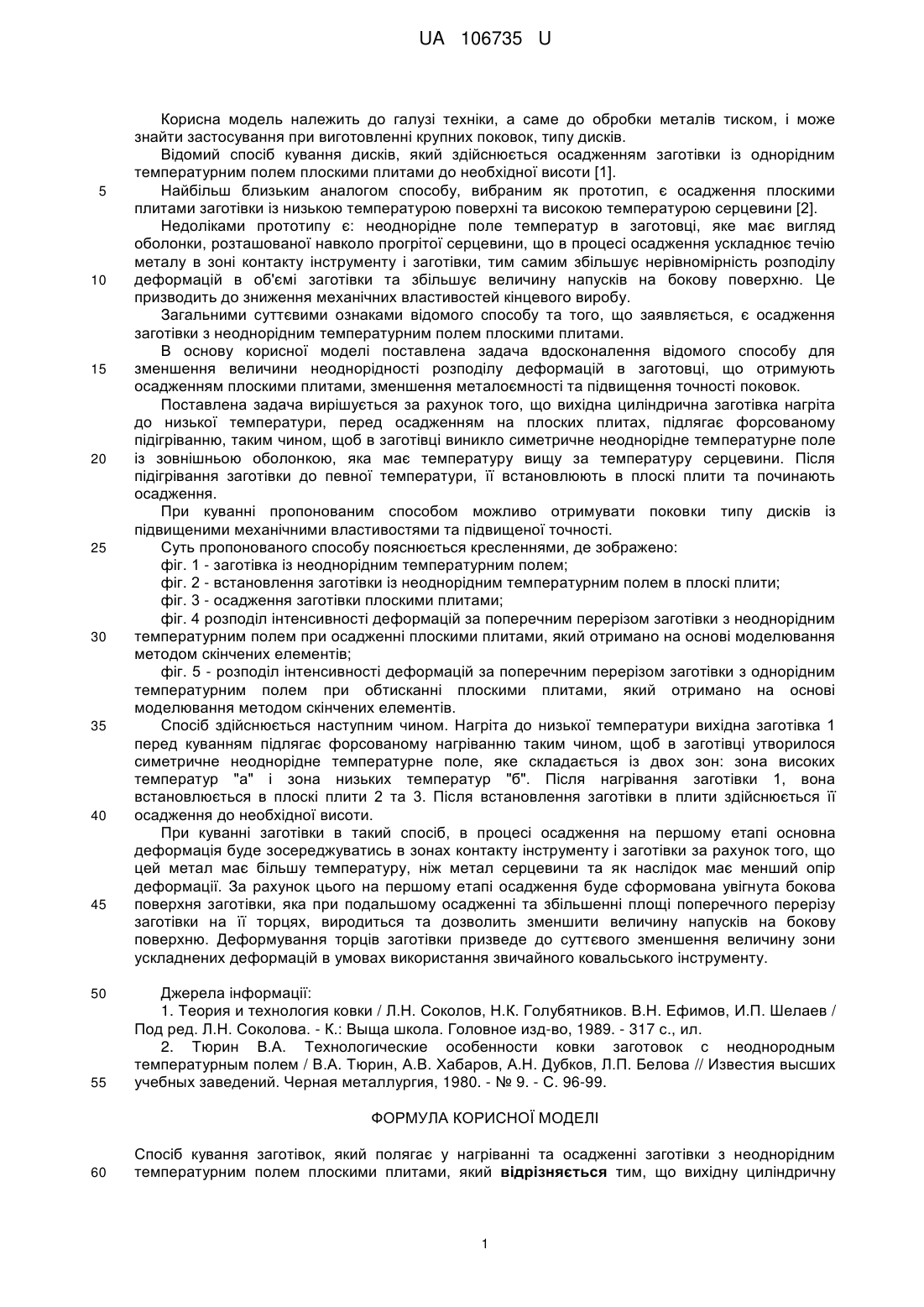
Реферат: UA 106735 U UA 106735 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні крупних поковок, типу дисків. Відомий спосіб кування дисків, який здійснюється осадженням заготівки із однорідним температурним полем плоскими плитами до необхідної висоти [1]. Найбільш близьким аналогом способу, вибраним як прототип, є осадження плоскими плитами заготівки із низькою температурою поверхні та високою температурою серцевини [2]. Недоліками прототипу є: неоднорідне поле температур в заготовці, яке має вигляд оболонки, розташованої навколо прогрітої серцевини, що в процесі осадження ускладнює течію металу в зоні контакту інструменту і заготівки, тим самим збільшує нерівномірність розподілу деформацій в об'ємі заготівки та збільшує величину напусків на бокову поверхню. Це призводить до зниження механічних властивостей кінцевого виробу. Загальними суттєвими ознаками відомого способу та того, що заявляється, є осадження заготівки з неоднорідним температурним полем плоскими плитами. В основу корисної моделі поставлена задача вдосконалення відомого способу для зменшення величини неоднорідності розподілу деформацій в заготовці, що отримують осадженням плоскими плитами, зменшення металоємності та підвищення точності поковок. Поставлена задача вирішується за рахунок того, що вихідна циліндрична заготівка нагріта до низької температури, перед осадженням на плоских плитах, підлягає форсованому підігріванню, таким чином, щоб в заготівці виникло симетричне неоднорідне температурне поле із зовнішньою оболонкою, яка має температуру вищу за температуру серцевини. Після підігрівання заготівки до певної температури, її встановлюють в плоскі плити та починають осадження. При куванні пропонованим способом можливо отримувати поковки типу дисків із підвищеними механічними властивостями та підвищеної точності. Суть пропонованого способу пояснюється кресленнями, де зображено: фіг. 1 - заготівка із неоднорідним температурним полем; фіг. 2 - встановлення заготівки із неоднорідним температурним полем в плоскі плити; фіг. 3 - осадження заготівки плоскими плитами; фіг. 4 розподіл інтенсивності деформацій за поперечним перерізом заготівки з неоднорідним температурним полем при осадженні плоскими плитами, який отримано на основі моделювання методом скінчених елементів; фіг. 5 - розподіл інтенсивності деформацій за поперечним перерізом заготівки з однорідним температурним полем при обтисканні плоскими плитами, який отримано на основі моделювання методом скінчених елементів. Спосіб здійснюється наступним чином. Нагріта до низької температури вихідна заготівка 1 перед куванням підлягає форсованому нагріванню таким чином, щоб в заготівці утворилося симетричне неоднорідне температурне поле, яке складається із двох зон: зона високих температур "а" і зона низьких температур "б". Після нагрівання заготівки 1, вона встановлюється в плоскі плити 2 та 3. Після встановлення заготівки в плити здійснюється її осадження до необхідної висоти. При куванні заготівки в такий спосіб, в процесі осадження на першому етапі основна деформація буде зосереджуватись в зонах контакту інструменту і заготівки за рахунок того, що цей метал має більшу температуру, ніж метал серцевини та як наслідок має менший опір деформації. За рахунок цього на першому етапі осадження буде сформована увігнута бокова поверхня заготівки, яка при подальшому осадженні та збільшенні площі поперечного перерізу заготівки на її торцях, виродиться та дозволить зменшити величину напусків на бокову поверхню. Деформування торців заготівки призведе до суттєвого зменшення величину зони ускладнених деформацій в умовах використання звичайного ковальського інструменту. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников. В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Выща школа. Головное изд-во, 1989. - 317 с., ил. 2. Тюрин В.А. Технологические особенности ковки заготовок с неоднородным температурным полем / В.А. Тюрин, А.В. Хабаров, А.Н. Дубков, Л.П. Белова // Известия высших учебных заведений. Черная металлургия, 1980. - № 9. - С. 96-99. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб кування заготівок, який полягає у нагріванні та осадженні заготівки з неоднорідним температурним полем плоскими плитами, який відрізняється тим, що вихідну циліндричну 1 UA 106735 U заготівку форсовано підігрівають таким чином, щоб в заготівці виникло симетричне неоднорідне температурне поле із зовнішньою оболонкою, яке має температуру вищу за температуру серцевини. 2 UA 106735 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging preforms
Автори англійськоюZhbankov Yaroslav Hennadiiovych
Назва патенту російськоюСпособ ковки заготовок
Автори російськоюЖбанков Ярослав Геннадьевич
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, кування, заготівок
Код посилання
<a href="https://ua.patents.su/5-106735-sposib-kuvannya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготівок</a>
Спосіб кування заготівок

Номер патенту: 106734
Опубліковано: 10.05.2016
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: заготівок, кування, спосіб
Формула / Реферат:
Спосіб кування заготівок, який полягає у осадженні заготівки плоскими плитами, який відрізняється тим, що вихідна нагріта заготівка охолоджується в середній за довжиною частині таким чином, щоб в її поздовжньому перерізі виникли дві локальні високотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в плоскі плити так, щоб її торці контактували із робочою поверхнею інструменту.
Спосіб кування заготівок

Номер патенту: 81227
Опубліковано: 25.06.2013
Автори: Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 1/04
Мітки: заготівок, спосіб, кування
Формула / Реферат:
Спосіб кування заготівок, який полягає у протягуванні заготівки з неоднорідним температурним полем плоскими бойками, який відрізняється тим, що вихідна нагріта заготівка охолоджується з двох боків таким чином, щоб в її поперечному перерізі виникли дві локальні низькотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в бойки так, щоб між робочою поверхнею бойка та межею низькотемпературних зон...
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Алієв Іграмотдін Сєражутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: кування, спосіб, диференційованого, заготівок
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Спосіб кування дисків
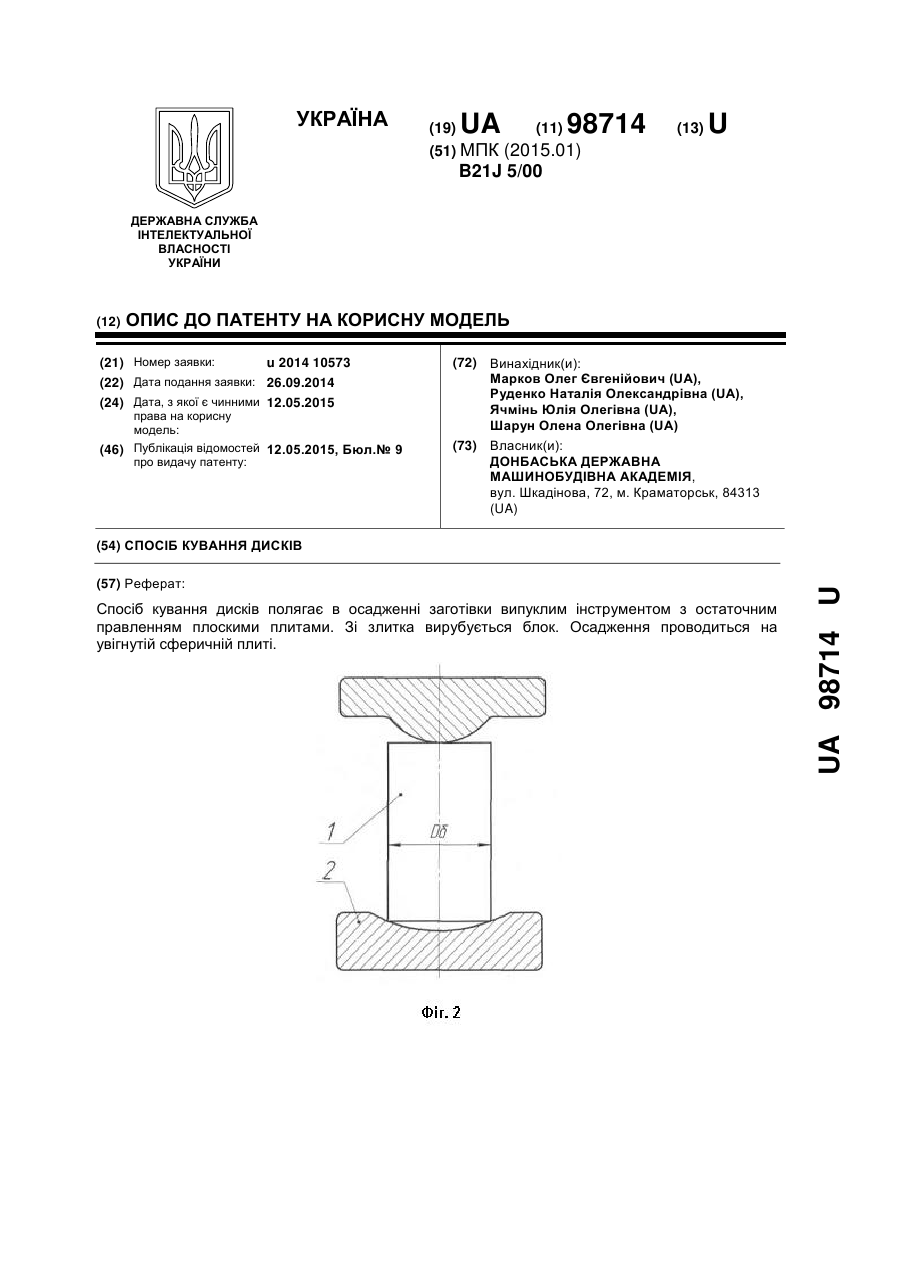
Номер патенту: 98714
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович, Шарун Олена Олегівна, Ячмінь Юлія Олегівна
МПК: B21J 5/00
Мітки: кування, спосіб, дисків
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки випуклим інструментом з остаточним правленням плоскими плитами, який відрізняється тим, що зі злитка вирубується блок та осадження проводиться на увігнутій сферичній плиті.
Спосіб кування дисків
Номер патенту: 98716
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: кування, спосіб, дисків
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки верхньою випуклою плитою з остаточним правленням плоскими плитами, який відрізняється тим, що від злитка відділяється прибуткова частина, осадження здійснюється на увігнутій нижній плиті з проміжним кантуванням заготівки на 180°.
Попередній патент: Спосіб кування заготівок
Наступний патент: Спосіб кування заготівок
Випадковий патент: Струменевий сепаратор фадєєва для пофракційної сепарації сипучої суміші за щільністю часток