Спосіб плоского торцевого шліфування
Номер патенту: 106941
Опубліковано: 10.05.2016
Автори: Федорович Володимир Олексійович, Пижов Іван Миколайович, Кліменко Віталій Григорович
Формула / Реферат
Спосіб плоского торцевого шліфування, відповідно до якого використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з подовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту робочої поверхні круга з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут ![]() у напрямі поздовжньої подачі, який відрізняється тим, що допустиме значення площі контакту робочої поверхні круга з деталлю визначають окремо для попередньої та чистової обробок, а мінімальну величину кута
у напрямі поздовжньої подачі, який відрізняється тим, що допустиме значення площі контакту робочої поверхні круга з деталлю визначають окремо для попередньої та чистової обробок, а мінімальну величину кута ![]() розраховують за залежністю:
розраховують за залежністю:
![]() ,
,
де ![]() - кут нахилу осі обертання шпинделя верстата;
- кут нахилу осі обертання шпинделя верстата;
![]() - глибина шліфування, мм;
- глибина шліфування, мм;
![]() - зовнішній діаметр торцевого круга, мм;
- зовнішній діаметр торцевого круга, мм;
![]() - допустиме значення площі контакту робочої поверхні круга з деталлю, мм2.
- допустиме значення площі контакту робочої поверхні круга з деталлю, мм2.
Текст
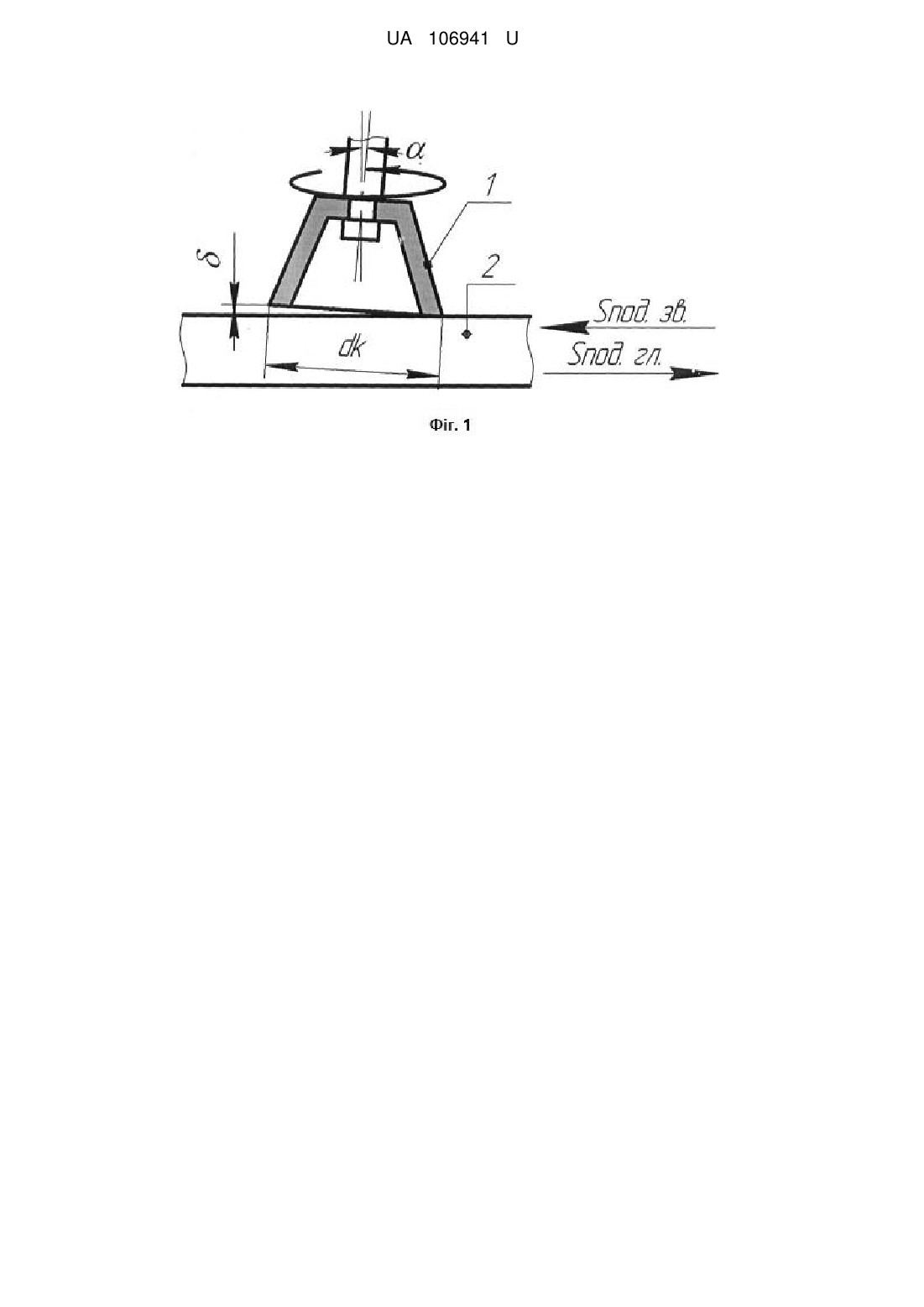
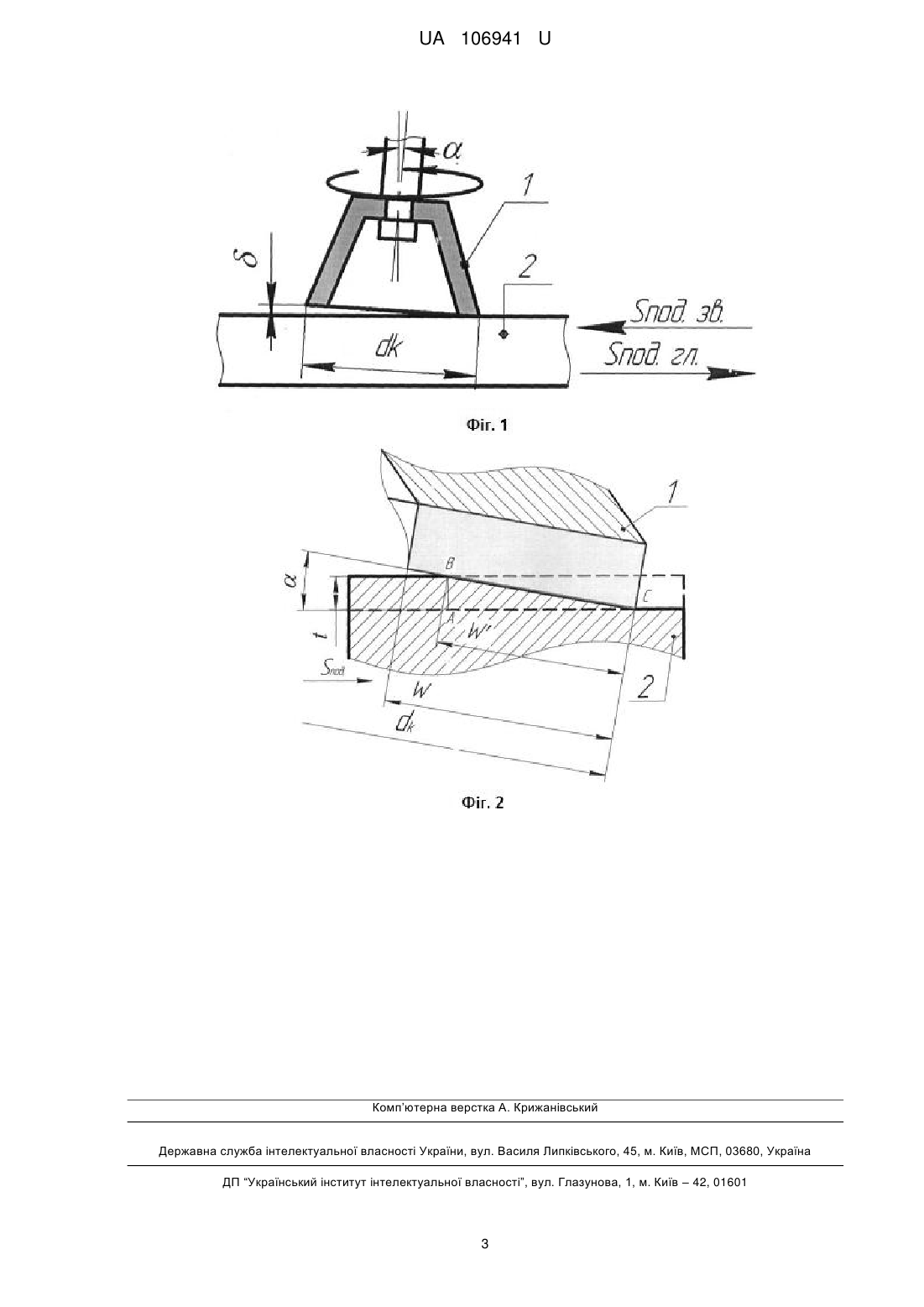
Реферат: Спосіб плоского торцевого шліфування, відповідно до якого використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з подовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту робочої поверхні круга з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі поздовжньої подачі. Допустиме значення площі контакту робочої поверхні круга з деталлю визначають окремо для попередньої та чистової обробок. Мінімальну величину кута розраховують за залежністю: min 0 71,62 t dk,33 S0.67 , де - кут нахилу осі обертання шпинделя верстата; t - глибина шліфування, мм; dk - зовнішній діаметр торцевого круга, мм; S - допустиме значення площі контакту робочої поверхні круга з деталлю, мм2. UA 106941 U (54) СПОСІБ ПЛОСКОГО ТОРЦЕВОГО ШЛІФУВАННЯ UA 106941 U UA 106941 U 5 10 15 20 25 30 Корисна модель належить до машинобудування, стосується абразивної обробки і може бути використана при шліфуванні виробів. Відомий спосіб плоского торцевого шліфування, згідно з яким вісь шпинделя розташовують під прямим кутом до поверхні стола станка, використовують торцеві абразивні круги, процес обробки здійснюють з поздовжньою та поперечною подачами, а площу контакту робочої поверхні круга (РПК) з деталлю регулюють шляхом піднутрення торцевої поверхні круга на кут , наприклад за допомогою алмазного олівця [1]. Недоліком відомого способу є те, що він має обмежені можливості як у плані реалізації різних схем шліфування, так і керування площею контакту РПК з деталлю. На практиці це може призвести до виникнення дефектів на її поверхні, які пов'язані з підвищеним значенням температури шліфування оскільки вона в значній мірі залежить від площі контакту РПК з деталлю. Відомий спосіб плоского торцевого шліфування, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з поздовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту РПК з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі поздовжньої подачі [2]. Недоліком відомого способу є невизначеність залежності величини кута нахилу шпинделя від площі контакту робочої поверхні круга з деталлю. А це у багатьох випадках призводить до виникнення дефектів на поверхні деталі, які пов'язані з можливим перевищенням реального значення температури шліфування у порівнянні з її допустимою величиною. В основу корисної моделі поставлено задачу підвищення якості обробки деталей. Поставлена задача вирішується тим, що у відомому способі, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з поздовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту РПК з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі поздовжньої подачі, який відрізняється тим, що допустиме значення площі контакту РПК з деталлю визначають окремо для попередньої та чистової обробок, а мінімальну величину кута розраховують за залежністю: min 0 71,62 t dk ,33 S0.67 , де - кут нахилу осі обертання шпинделя верстата; t - глибина шліфування, мм; dk - зовнішній діаметр торцевого круга, мм; S - допустиме значення площі контакту РПК з деталлю, мм2. 35 40 45 50 55 Технічний результат полягає в тому, що для забезпечення технічних вимог щодо бездефектної обробки потрібно мати чітко визначене значення допустимої величини кута нахилу осі шпинделя , що, у свою чергу, дасть можливість забезпечити допустиме значення площі контакту РПК з деталлю, а, отже, і температури шліфування. Встановлено, що при цьому треба враховувати залежність значення площі контакту РПК з деталлю і від інших факторів, до яких належать зовнішній діаметр торцевого круга dk , а також глибина обробки t . Наведена вище формула для визначення кута якраз і враховує цей факт. Це дозволяє на практиці при конкретних значеннях діаметра круга та глибини шліфування однозначно визначити мінімально допустиме значення кута , при якому площа контакту буде знаходитися у допустимих межах, а отже зрештою уникнути браку шліфованих виробів. Суть корисної моделі пояснюється кресленнями. На фіг. 1 наведено схему плоского торцевого шліфування з нахилом осі обертання шпинделя на кут . При цьому між торцем круга 1 і деталлю 2 (на протилежному боці від зони обробки) має місце зазор . Згідно з прототипом, його значення дорівнює 2 мм при попередній і 0,5 мм при чистовій обробках. В залежності від напряму подовжньої подачі Sпод. (з урахуванням місця здійснення вертикальної подачі на глибину шліфування) процес обробки може бути реалізований як за звичайною (Sпод. зв. ) , так і глибинною (Sпод. гл. ) схемами. На фіг. 2. наведено схему контакту РПК з деталлю. В нашому випадку процес здійснюється за глибинною схемою. Шліфувальний круг 1 з шириною РПК W контактує з деталлю 2 на ділянці ВС довжиною W , значення якої можна визначити по теоремі Піфагора з трикутника ABC. Як видно з креслення, по мірі збільшення кута , довжина W , а отже і площа контакту РПК з деталлю, зменшуються, що 1 UA 106941 U 5 10 15 20 25 30 позитивно впливає на рівень температури в зоні шліфування, а, отже, і якість оброблювальної поверхні деталі. Приклад використання способу. Експериментальні дослідження проводилися на базі модернізованого універсальнозаточувального верстата мод. ЗД642Е. Модернізація полягала в оснащенні верстата спеціальною вертикальною шпиндельною головкою для реалізації процесу плоского торцевого шліфування. Зазначена головка мала можливість повороту на кут у напрямку Sпод. , а також реалізації вертикальної подачі на глибину t . Подовжню та поперечну подачі мав стіл верстата. Здійснювали чистову обробку шліфуванням (з охолодженням) деталі шириною 250 мм зі сталі 45Х (HRC 45) за багатопрохідною схемою обробки. Для реалізації запропонованого способу використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з поздовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту РПК з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі поздовжньої подачі. Відповідно до корисної моделі, мінімальну величину кута розраховують за запропонованою вище залежністю. Умови шліфування: круг ЧЦ 6 300 × 100 × 127 × 220 × 75 24А 25 СТ1 К (ГОСТ 2424-83), t 0,01 мм; Sпод. 1 м/хв. Згідно з рекомендаціями способу за прототипом, значення кута нахилу для чорнової обробки повинно забезпечувати зазор на протилежній стороні круга 0,5 мм. При цьому для прийнятого діаметра круга кут нахилу осі шпинделя дорівнює 6 , а площа контакту РПК з 2 2 деталлю складає S 4356 мм . Допустима площа контакту дорівнює S 80 мм , що відповідає значенню кута 15 (згідно з розрахунками з застосуванням запропонованої вище залежності). Металографічні дослідження засвідчили наявність дефектного шару, який обумовлений дією температурного фактора, при шліфуванні, згідно з прототипом, і його практичну відсутність у разі використання запропонованого способу шліфування. Джерела інформації: 1. Лоскутов В.В. Шлифовальные станки / В.В. Лоскутов. - М.: Машиностроение, 1976. - С. 95. 2. Наерман М.С. Справочник молодого шлифовщика. / М.С. Наерман. - М. Высшая школа, 1985. - С. 179-180. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб плоского торцевого шліфування, відповідно до якого використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з подовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту робочої поверхні круга з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі поздовжньої подачі, який відрізняється тим, що допустиме значення площі контакту робочої поверхні круга з деталлю визначають окремо для попередньої та чистової обробок, а мінімальну величину кута розраховують за залежністю: min 45 0 71,62 t dk ,33 S0,67 , де - кут нахилу осі обертання шпинделя верстата; t - глибина шліфування, мм; dk - зовнішній діаметр торцевого круга, мм; S - допустиме значення площі контакту робочої поверхні круга з деталлю, мм2. 2 UA 106941 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for flat face grinding
Автори англійськоюPyzhov Ivan Mykolaiovych, Fedorovych Volodymyr Oleksiiovych, Klymenko Vitalii Hryhorovych
Назва патенту російськоюСпособ плоского торцевого шлифования
Автори російськоюПыжов Иван Николаевич, Федорович Владимир Алексеевич, Клименко Виталий Григорьевич
МПК / Мітки
МПК: B24B 1/00
Мітки: торцевого, шліфування, спосіб, плоского
Код посилання
<a href="https://ua.patents.su/5-106941-sposib-ploskogo-torcevogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского торцевого шліфування</a>
Спосіб плоского торцевого шліфування

Номер патенту: 92792
Опубліковано: 10.09.2014
Автори: Пижов Іван Миколайович, Кліменко Віталій Григорович
МПК: B24B 1/00
Мітки: торцевого, спосіб, плоского, шліфування
Формула / Реферат:
Спосіб плоского торцевого шліфування, що включає використання торцевих кругів зі звичайних або надтвердих абразивів, внутрішній діаметр круга приймають не меншим, ніж ширина оброблювальної деталі, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі подовжнього переміщення стола верстата, а сам процес обробки здійснюють на прохід, який відрізняється тим, що у разі обробки поверхонь деталей, відхилення від площинності яких...
Спосіб плоского торцевого шліфування

Номер патенту: 95449
Опубліковано: 25.12.2014
Автори: Пижов Іван Миколайович, Кліменко Віталій Григорович
МПК: B24B 1/00
Мітки: плоского, шліфування, спосіб, торцевого
Формула / Реферат:
Спосіб плоского торцевого шліфування, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, який відрізняється тим, що значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею,...
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Євтухов Віталій Геннадійович, Спащанський Денис Вікторович, Євтухов Артем Віталійович
МПК: B24B 1/00
Мітки: круглого, спосіб, врізного, шліфування, деталей
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб шліфування корінних і шатунних шийок колінчастого вала за один установ
Номер патенту: 95593
Опубліковано: 25.12.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/42
Мітки: установ, спосіб, шліфування, шийок, вала, корінних, колінчастого, шатунних
Формула / Реферат:
Спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ, що включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, який відрізняється тим, що при рівномірному обертанні деталі вісь обертання круга переміщують синхронно в поперечному і...
Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом
Номер патенту: 99832
Опубліковано: 25.06.2015
Автори: Кальченко Віталій Іванович, Музичка Діана Геннадіївна, Кальченко Дмитро Володимирович, Слєднікова Олена Сергіївна
МПК: B24B 5/00
Мітки: торців, непереточуваних, спосіб, пластин, прямокутних, орієнтованим, шліфування, кругом
Формула / Реферат:
Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом, який включає чашковий алмазний круг, повернутий на певний кут, непереточувану пластину, яка здійснює поздовжнє переміщення, який відрізняється тим, що при обробці непереточуваної пластини кут орієнтації круга, при заданих розмірах деталі та круга, розраховується в залежності від допустимої похибки площинності деталі, за формулою:
Попередній патент: Моноблок мдп
Наступний патент: Багатодвигуновий електропривод паперообмотувальної машини з пружними елементами тихохідного вала за каналом швидкості
Випадковий патент: Маргарин "слойка" для класичних листкових виробів