Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом
Номер патенту: 99832
Опубліковано: 25.06.2015
Автори: Музичка Діана Геннадіївна, Кальченко Віталій Іванович, Слєднікова Олена Сергіївна, Кальченко Дмитро Володимирович
Формула / Реферат
Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом, який включає чашковий алмазний круг, повернутий на певний кут, непереточувану пластину, яка здійснює поздовжнє переміщення, який відрізняється тим, що при обробці непереточуваної пластини кут орієнтації круга, при заданих розмірах деталі та круга, розраховується в залежності від допустимої похибки площинності деталі, за формулою:
 ,
,
де ![]() - кут повороту чашкового алмазного шліфувального круга;
- кут повороту чашкового алмазного шліфувального круга;
![]() - радіус шліфувального круга;
- радіус шліфувального круга;
![]() - радіус заокруглення шліфувального круга;
- радіус заокруглення шліфувального круга;
![]() - висота деталі;
- висота деталі;
![]() - похибка.
- похибка.
Текст
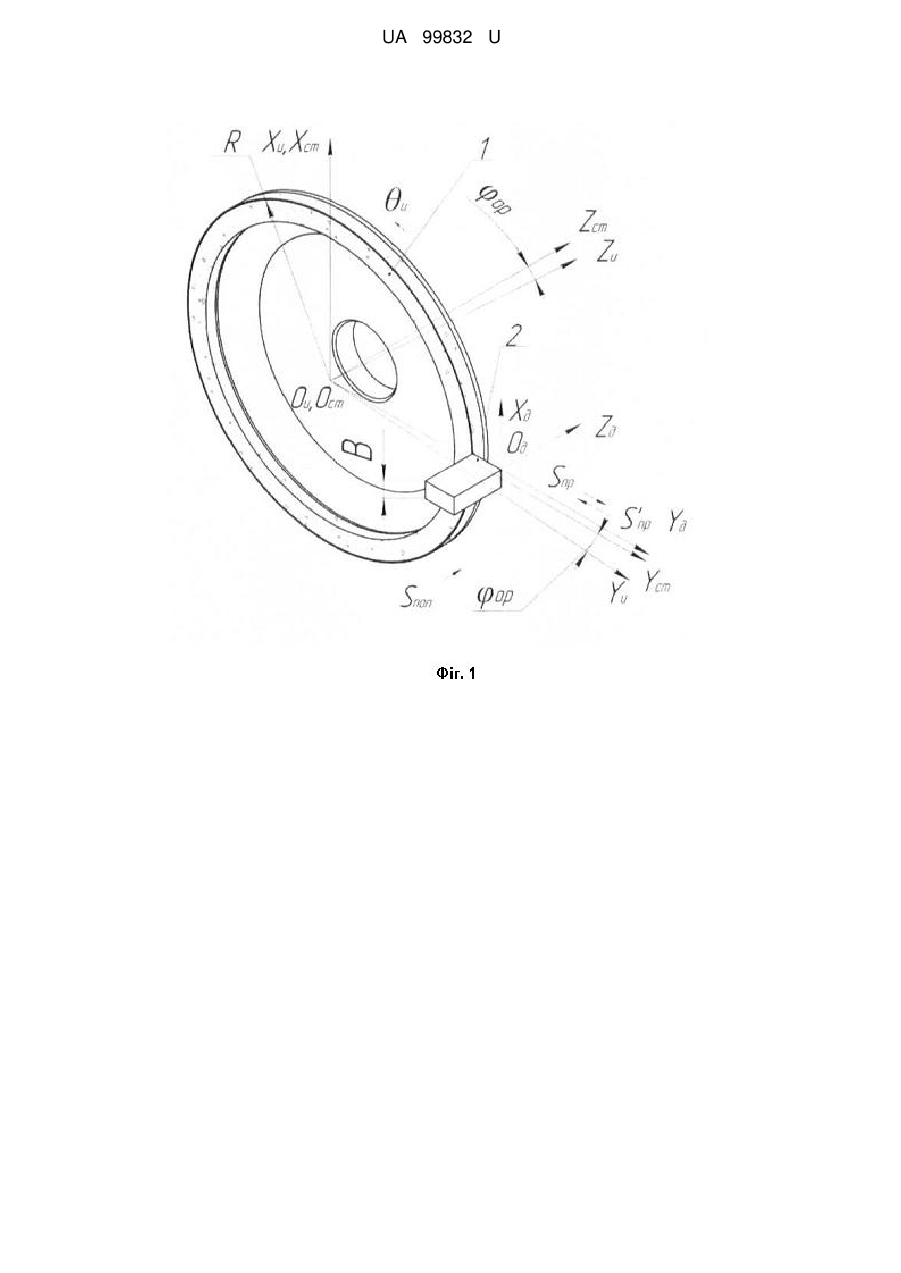
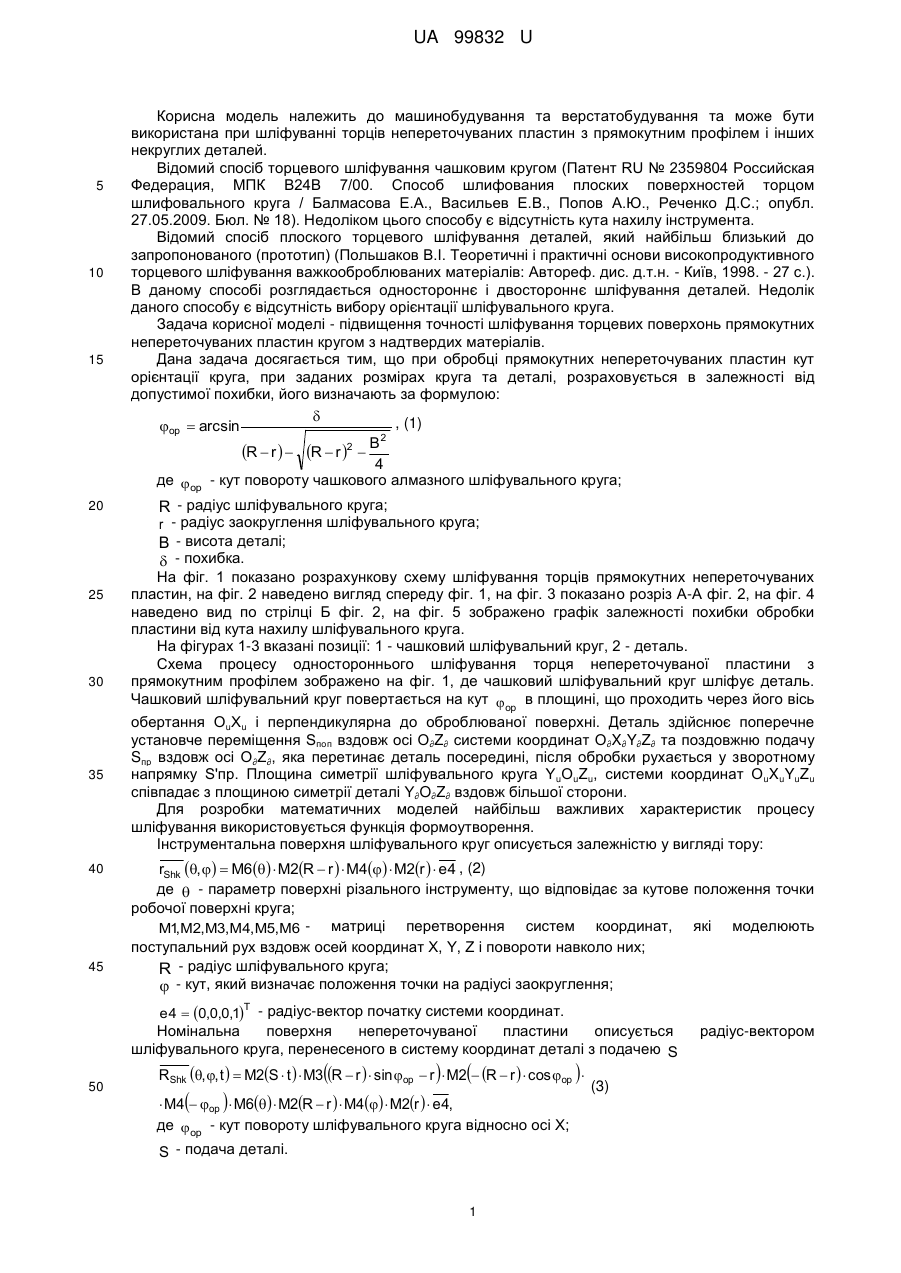
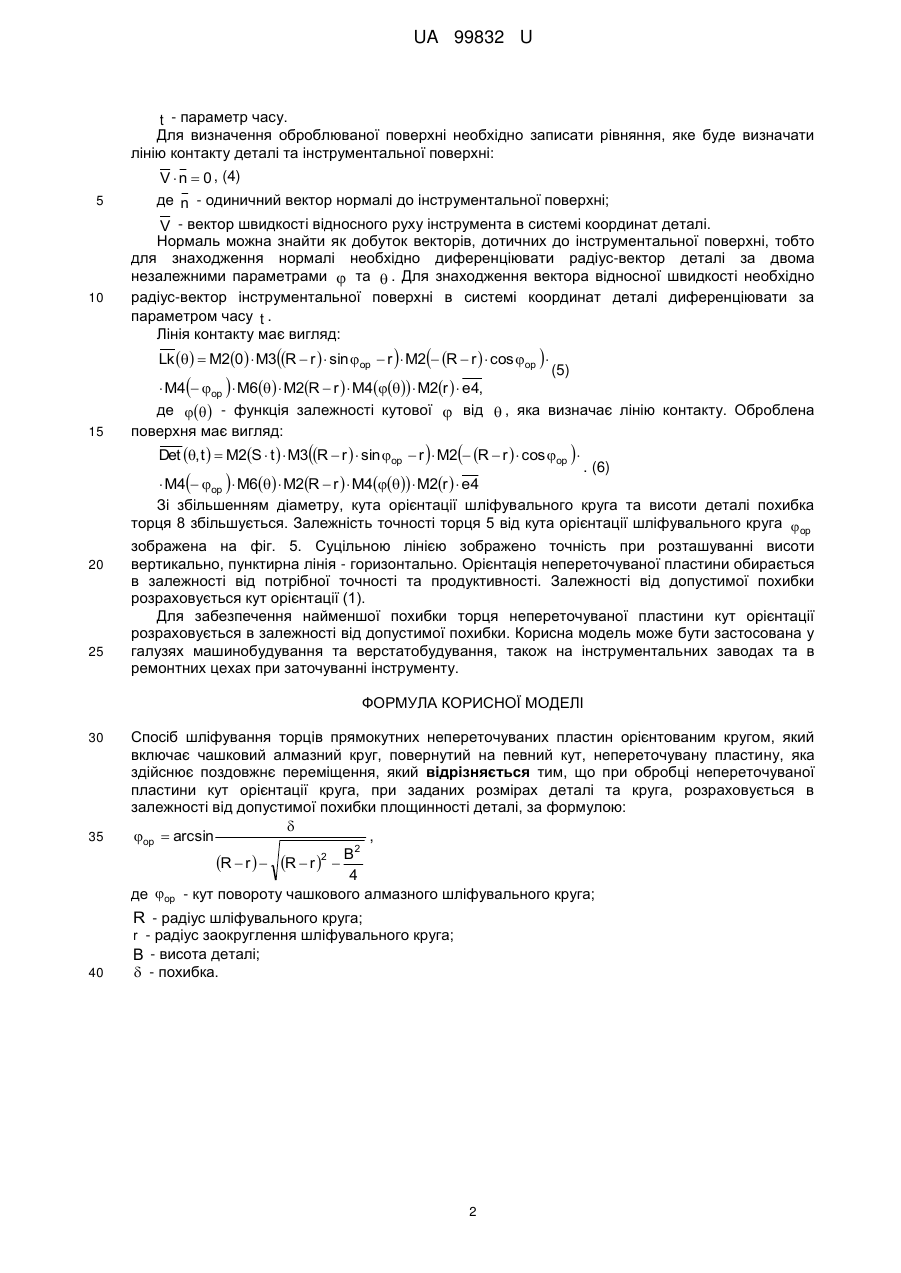
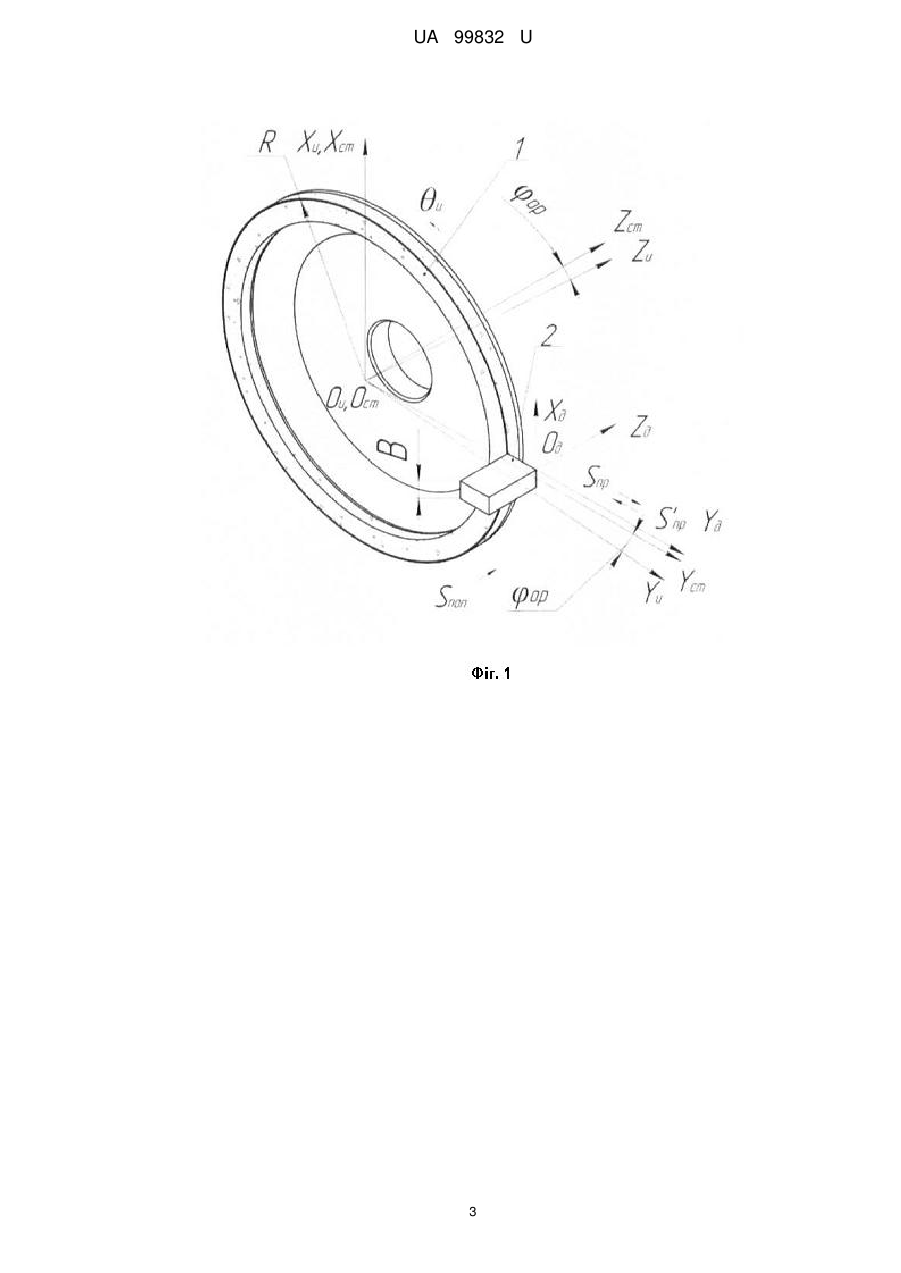
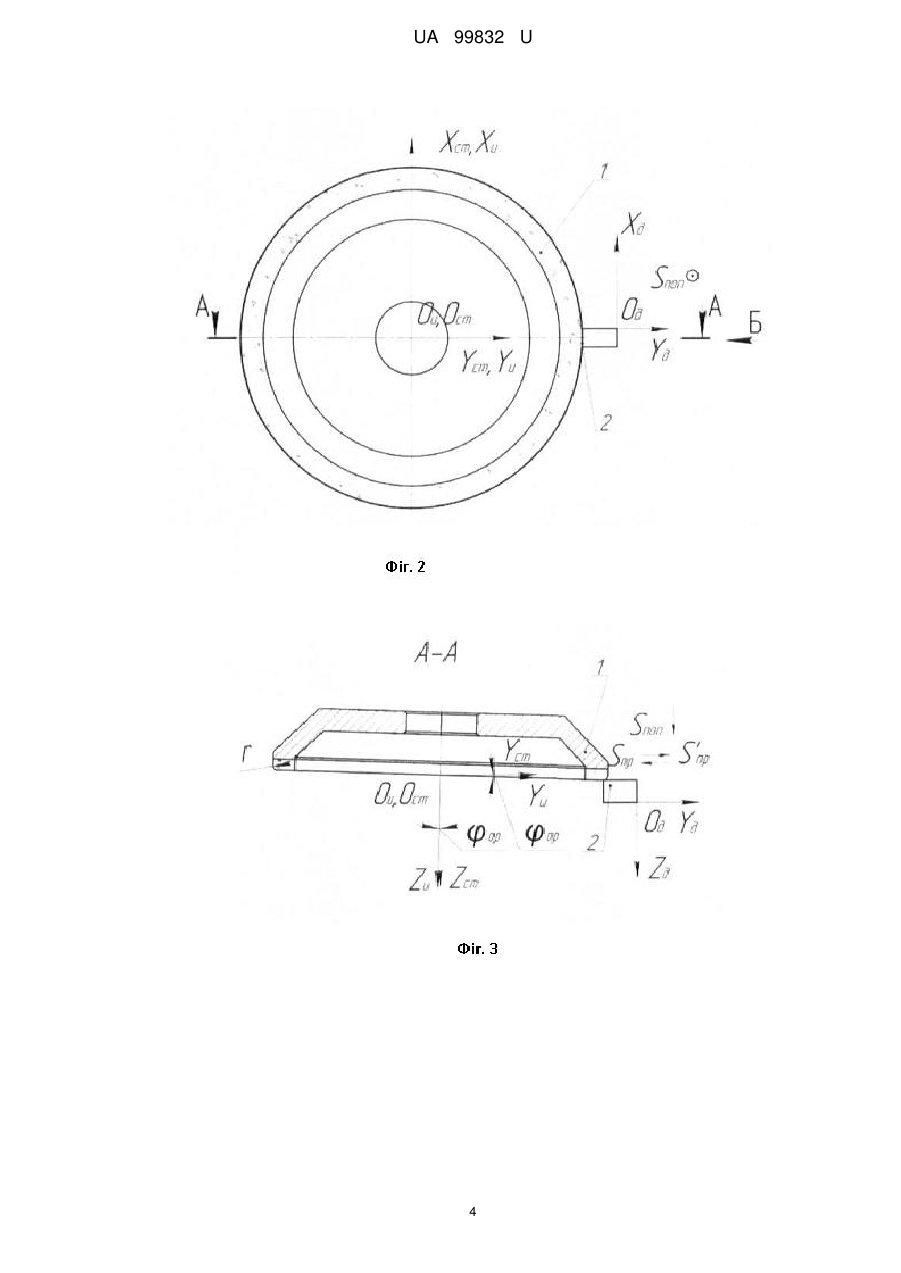
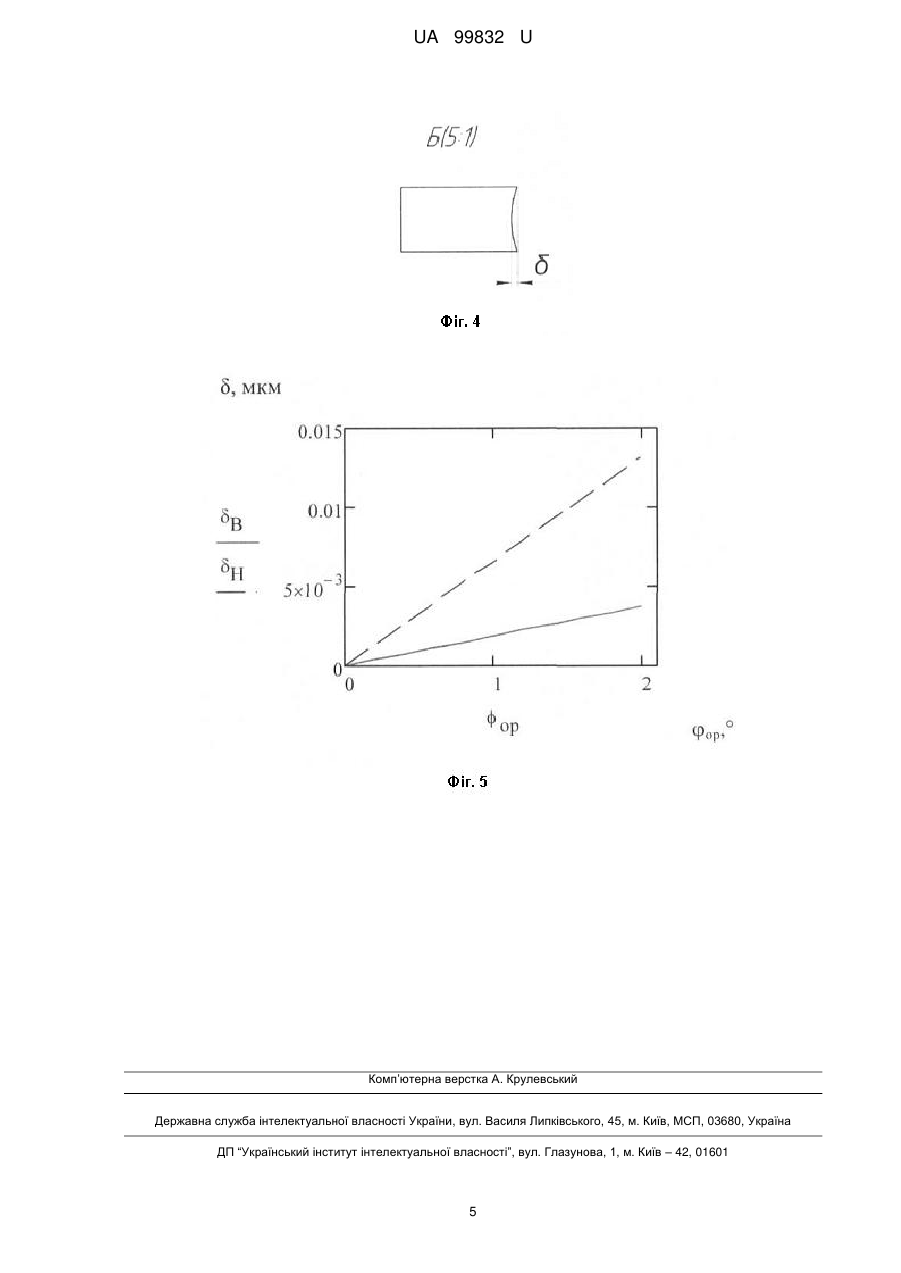
Реферат: Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом включає чашковий алмазний круг, повернутий на певний кут, непереточувану пластину, яка здійснює поздовжнє переміщення, крім того при обробці непереточуваної пластини кут орієнтації круга, при заданих розмірах деталі та круга, розраховується в залежності від допустимої похибки площинності деталі, за формулою: , op arcsin B2 R r R r 2 4 де op - кут повороту чашкового алмазного шліфувального круга; R - радіус шліфувального круга; r - радіус заокруглення шліфувального круга; B - висота деталі; - похибка. UA 99832 U (54) СПОСІБ ШЛІФУВАННЯ ТОРЦІВ ПРЯМОКУТНИХ НЕПЕРЕТОЧУВАНИХ ПЛАСТИН ОРІЄНТОВАНИМ КРУГОМ UA 99832 U UA 99832 U 5 10 15 20 Корисна модель належить до машинобудування та верстатобудування та може бути використана при шліфуванні торців непереточуваних пластин з прямокутним профілем і інших некруглих деталей. Відомий спосіб торцевого шліфування чашковим кругом (Патент RU № 2359804 Российская Федерация, МПК В24В 7/00. Способ шлифования плоских поверхностей торцом шлифовального круга / Балмасова Е.А., Васильев Е.В., Попов А.Ю., Реченко Д.С.; опубл. 27.05.2009. Бюл. № 18). Недоліком цього способу є відсутність кута нахилу інструмента. Відомий спосіб плоского торцевого шліфування деталей, який найбільш близький до запропонованого (прототип) (Польшаков В.І. Теоретичні і практичні основи високопродуктивного торцевого шліфування важкооброблюваних матеріалів: Автореф. дис. д.т.н. - Київ, 1998. - 27 с.). В даному способі розглядається одностороннє і двостороннє шліфування деталей. Недолік даного способу є відсутність вибору орієнтації шліфувального круга. Задача корисної моделі - підвищення точності шліфування торцевих поверхонь прямокутних непереточуваних пластин кругом з надтвердих матеріалів. Дана задача досягається тим, що при обробці прямокутних непереточуваних пластин кут орієнтації круга, при заданих розмірах круга та деталі, розраховується в залежності від допустимої похибки, його визначають за формулою: , (1) op arcsin 2 R r R r 2 B 4 де op - кут повороту чашкового алмазного шліфувального круга; R - радіус шліфувального круга; r - радіус заокруглення шліфувального круга; B - висота деталі; - похибка. 25 30 35 40 45 На фіг. 1 показано розрахункову схему шліфування торців прямокутних непереточуваних пластин, на фіг. 2 наведено вигляд спереду фіг. 1, на фіг. 3 показано розріз А-А фіг. 2, на фіг. 4 наведено вид по стрілці Б фіг. 2, на фіг. 5 зображено графік залежності похибки обробки пластини від кута нахилу шліфувального круга. На фігурах 1-3 вказані позиції: 1 - чашковий шліфувальний круг, 2 - деталь. Схема процесу одностороннього шліфування торця непереточуваної пластини з прямокутним профілем зображено на фіг. 1, де чашковий шліфувальний круг шліфує деталь. Чашковий шліфувальний круг повертається на кут op в площині, що проходить через його вісь обертання ОuХu і перпендикулярна до оброблюваної поверхні. Деталь здійснює поперечне установче переміщення Sпoп вздовж осі O∂Z∂ системи координат O∂X∂Y∂Z∂ та поздовжню подачу Sпp вздовж осі O∂Z∂, яка перетинає деталь посередині, після обробки рухається у зворотному напрямку S'пp. Площина симетрії шліфувального круга YuОuZu, системи координат O uXuYuZu співпадає з площиною симетрії деталі Y∂O∂Z∂ вздовж більшої сторони. Для розробки математичних моделей найбільш важливих характеристик процесу шліфування використовується функція формоутворення. Інструментальна поверхня шліфувального круг описується залежністю у вигляді тору: rShk , M6 M2R r M4 M2r e 4 , (2) де - параметр поверхні різального інструменту, що відповідає за кутове положення точки робочої поверхні круга; M1 M2,M3,M4,M5,M6 - матриці перетворення систем координат, які моделюють , поступальний рух вздовж осей координат X, Y, Z і повороти навколо них; R - радіус шліфувального круга; - кут, який визначає положення точки на радіусі заокруглення; e 4 0,0,0,1 - радіус-вектор початку системи координат. Номінальна поверхня непереточуваної пластини описується шліфувального круга, перенесеного в систему координат деталі з подачею S T 50 RShk , , t M2S t M3R r sin op r M2 R r cos op M4 op M6 M2R r M4 M2r e4, де op - кут повороту шліфувального круга відносно осі X; S - подача деталі. 1 (3) радіус-вектором UA 99832 U t - параметр часу. Для визначення оброблюваної поверхні необхідно записати рівняння, яке буде визначати лінію контакту деталі та інструментальної поверхні: 5 10 V n 0 , (4) де n - одиничний вектор нормалі до інструментальної поверхні; V - вектор швидкості відносного руху інструмента в системі координат деталі. Нормаль можна знайти як добуток векторів, дотичних до інструментальної поверхні, тобто для знаходження нормалі необхідно диференціювати радіус-вектор деталі за двома незалежними параметрами та . Для знаходження вектора відносної швидкості необхідно радіус-вектор інструментальної поверхні в системі координат деталі диференціювати за параметром часу t . Лінія контакту має вигляд: Lk M20 M3R r sin op r M2 R r cos op 15 (5) M4 op M6 M2R r M4 M2r e4, де - функція залежності кутової від , яка визначає лінію контакту. Оброблена поверхня має вигляд: Det , t M2S t M3R r sin op r M2 R r cos op . (6) M4 op M6 M2R r M4 M2r e4 Зі збільшенням діаметру, кута орієнтації шліфувального круга та висоти деталі похибка торця 8 збільшується. Залежність точності торця 5 від кута орієнтації шліфувального круга op 20 25 зображена на фіг. 5. Суцільною лінією зображено точність при розташуванні висоти вертикально, пунктирна лінія - горизонтально. Орієнтація непереточуваної пластини обирається в залежності від потрібної точності та продуктивності. Залежності від допустимої похибки розраховується кут орієнтації (1). Для забезпечення найменшої похибки торця непереточуваної пластини кут орієнтації розраховується в залежності від допустимої похибки. Корисна модель може бути застосована у галузях машинобудування та верстатобудування, також на інструментальних заводах та в ремонтних цехах при заточуванні інструменту. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом, який включає чашковий алмазний круг, повернутий на певний кут, непереточувану пластину, яка здійснює поздовжнє переміщення, який відрізняється тим, що при обробці непереточуваної пластини кут орієнтації круга, при заданих розмірах деталі та круга, розраховується в залежності від допустимої похибки площинності деталі, за формулою: op arcsin , B2 2 R r R r 4 де op - кут повороту чашкового алмазного шліфувального круга; R - радіус шліфувального круга; r - радіус заокруглення шліфувального круга; 40 B - висота деталі; - похибка. 2 UA 99832 U 3 UA 99832 U 4 UA 99832 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/00
Мітки: непереточуваних, спосіб, прямокутних, пластин, орієнтованим, кругом, торців, шліфування
Код посилання
<a href="https://ua.patents.su/7-99832-sposib-shlifuvannya-torciv-pryamokutnikh-neperetochuvanikh-plastin-oriehntovanim-krugom.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування торців прямокутних непереточуваних пластин орієнтованим кругом</a>
Спосіб шліфування торців непереточуваних пластин з прямокутним профілем
Номер патенту: 97946
Опубліковано: 10.04.2015
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович, Слєднікова Олена Сергіївна, Музичка Діана Геннадіївна
МПК: B24B 7/00
Мітки: пластин, профілем, шліфування, прямокутним, спосіб, непереточуваних, торців
Формула / Реферат:
Спосіб шліфування торців непереточуваних пластин з прямокутним профілем, який включає використання двох орієнтованих кругів, торцеві поверхні яких перпендикулярні осям обертання, барабану подачі з пластинами, які переміщуються по дузі кола, який відрізняється тим, що при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через...
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом
Номер патенту: 60090
Опубліковано: 10.06.2011
Автори: Погиба Наталія Миколаївна, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 5/16
Мітки: шліфування, поверхонь, обертання, орієнтованим, кругом, пристрій, криволінійних
Формула / Реферат:
Пристрій для шліфування криволінійних поверхонь обертання орієнтованим кругом, що складається із рухомого столу, на якому в центрах передньої і задньої бабки встановлена оброблювана поверхня деталі, шліфувальної бабки, яка може повертатись в осьовій площині деталі і переміщатись в поперечному напрямку для компенсації зносу шліфувального круга, який відрізняється тим, що шліфувальна бабка, яка змонтована на плиті і закріплена на валу, вісь...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович
МПК: B24B 1/00
Мітки: циліндричних, некруглих, кругом, циліндричним, шліфування, спосіб, поверхонь
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб двостороннього шліфування торців некруглих деталей
Номер патенту: 99707
Опубліковано: 25.06.2015
Автори: Слєднікова Олена Сергіївна, Кальченко Дмитро Володимирович
Мітки: торців, шліфування, некруглих, спосіб, деталей, двостороннього
Формула / Реферат:
1. Спосіб двостороннього шліфування торців некруглих деталей, який включає використання двох орієнтованих обертових кругів, які заправлені одночасно двома алмазними олівцями, осі яких переміщуються по окружності, барабана подачі з деталями та симетрично розташованими олівцями, який відрізняється тим, що деталь в барабані розташовують так, щоб площина, яка проходить через вісь симетрії квадрата і вісь обертання барабана, була паралельна...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Шам Максим Костянтинович
МПК: B24B 5/00
Мітки: поздовжного, циліндричних, безцентрового, шліфування, спосіб, поверхонь
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...