Спосіб виготовлення порожнистих виробів типу стакана
Номер патенту: 107950
Опубліковано: 24.06.2016
Автори: Шкіра Олексій Віталійович, Алієва Лейла Іграмотдіновна, Сивак Роман Іванович, Гончарук Христина Василівна

Формула / Реферат
Спосіб виготовлення порожнистих виробів типу стакана, що полягає в деформуванні заготівки видавлюванням в матриці за допомогою пуансона, який відрізняється тим, що деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакана та пряме видавлювання з утворенням технологічного відростка в донній частині стакана, а на другому етапі відбувається витіснення металу з технологічного відростка назад у донну частину.
Текст
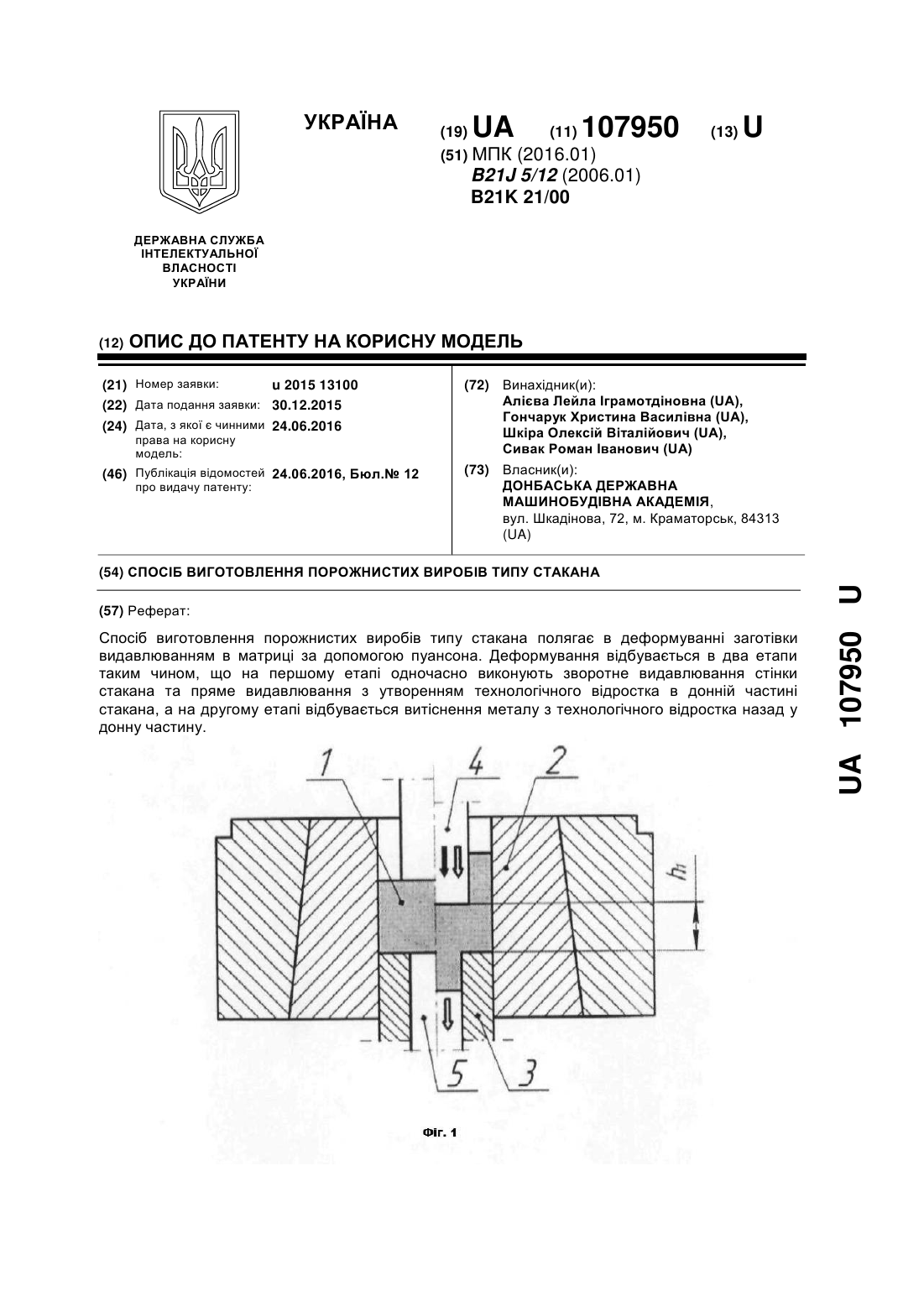
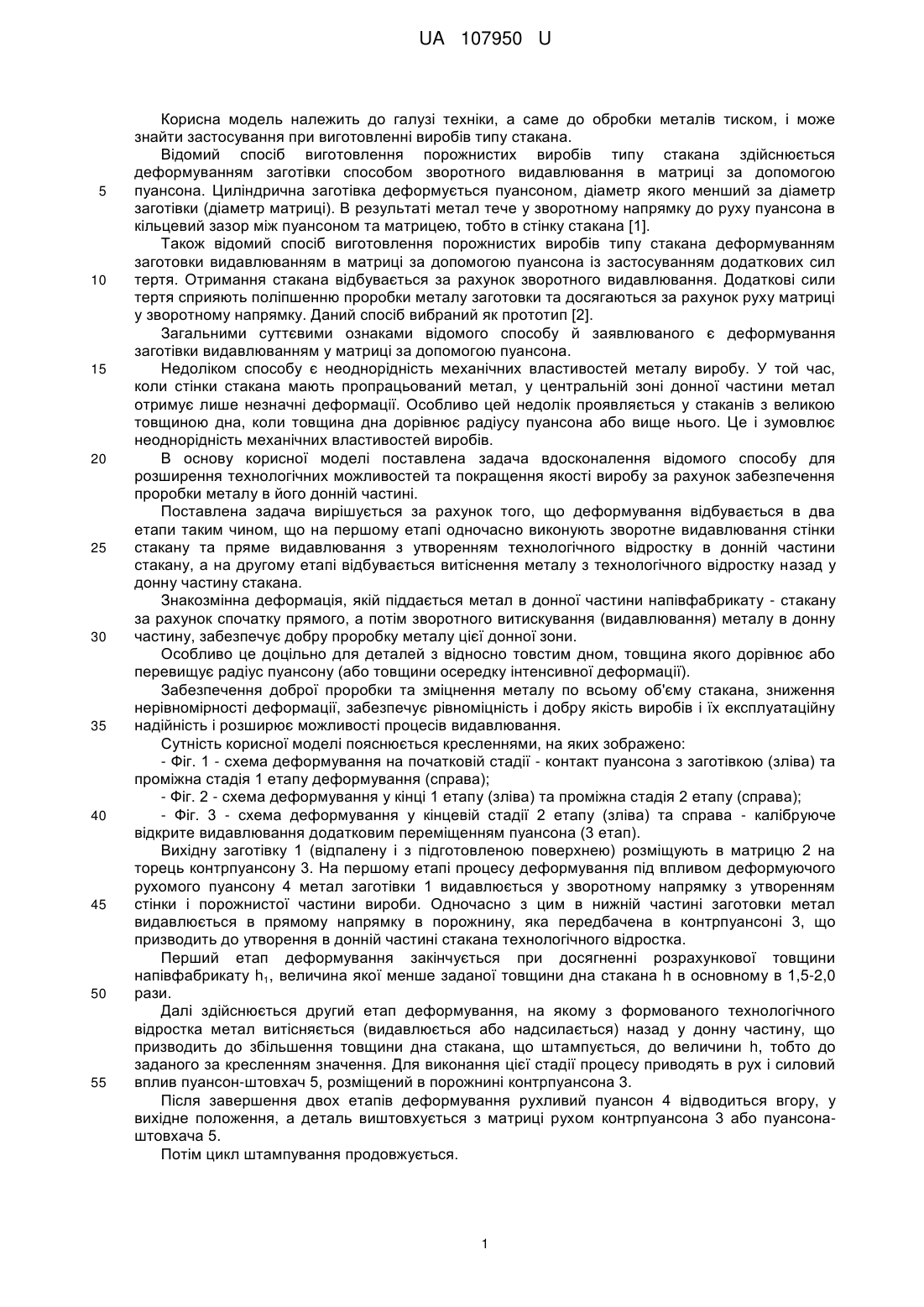
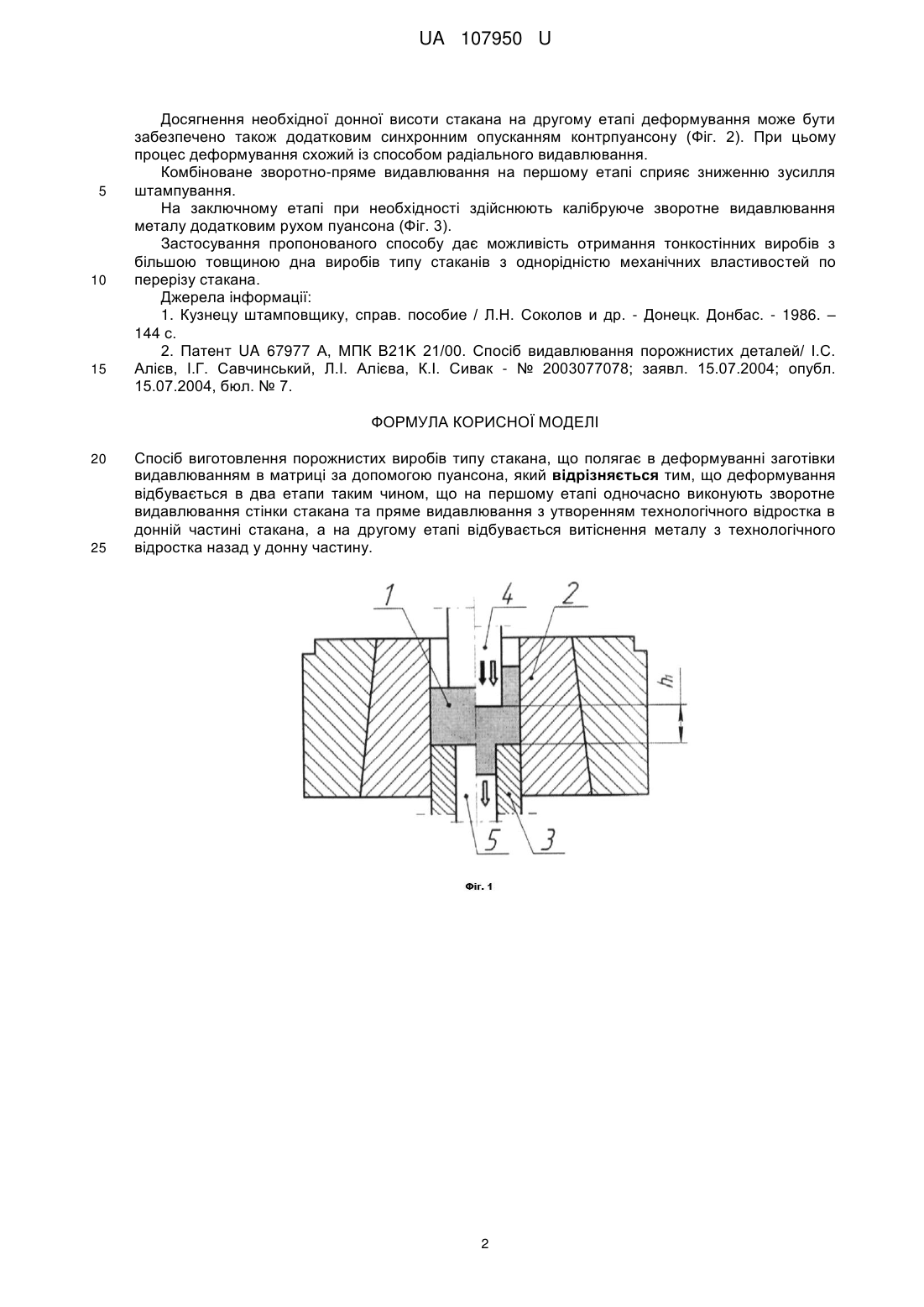
Реферат: Спосіб виготовлення порожнистих виробів типу стакана полягає в деформуванні заготівки видавлюванням в матриці за допомогою пуансона. Деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакана та пряме видавлювання з утворенням технологічного відростка в донній частині стакана, а на другому етапі відбувається витіснення металу з технологічного відростка назад у донну частину. UA 107950 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ВИРОБІВ ТИПУ СТАКАНА UA 107950 U UA 107950 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні виробів типу стакана. Відомий спосіб виготовлення порожнистих виробів типу стакана здійснюється деформуванням заготівки способом зворотного видавлювання в матриці за допомогою пуансона. Циліндрична заготівка деформується пуансоном, діаметр якого менший за діаметр заготівки (діаметр матриці). В результаті метал тече у зворотному напрямку до руху пуансона в кільцевий зазор між пуансоном та матрицею, тобто в стінку стакана [1]. Також відомий спосіб виготовлення порожнистих виробів типу стакана деформуванням заготовки видавлюванням в матриці за допомогою пуансона із застосуванням додаткових сил тертя. Отримання стакана відбувається за рахунок зворотного видавлювання. Додаткові сили тертя сприяють поліпшенню проробки металу заготовки та досягаються за рахунок руху матриці у зворотному напрямку. Даний спосіб вибраний як прототип [2]. Загальними суттєвими ознаками відомого способу й заявлюваного є деформування заготівки видавлюванням у матриці за допомогою пуансона. Недоліком способу є неоднорідність механічних властивостей металу виробу. У той час, коли стінки стакана мають пропрацьований метал, у центральній зоні донної частини метал отримує лише незначні деформації. Особливо цей недолік проявляється у стаканів з великою товщиною дна, коли товщина дна дорівнює радіусу пуансона або вище нього. Це і зумовлює неоднорідність механічних властивостей виробів. В основу корисної моделі поставлена задача вдосконалення відомого способу для розширення технологічних можливостей та покращення якості виробу за рахунок забезпечення проробки металу в його донній частині. Поставлена задача вирішується за рахунок того, що деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакану та пряме видавлювання з утворенням технологічного відростку в донній частини стакану, а на другому етапі відбувається витіснення металу з технологічного відростку назад у донну частину стакана. Знакозмінна деформація, якій піддається метал в донної частини напівфабрикату - стакану за рахунок спочатку прямого, а потім зворотного витискування (видавлювання) металу в донну частину, забезпечує добру проробку металу цієї донної зони. Особливо це доцільно для деталей з відносно товстим дном, товщина якого дорівнює або перевищує радіус пуансону (або товщини осередку інтенсивної деформації). Забезпечення доброї проробки та зміцнення металу по всьому об'єму стакана, зниження нерівномірності деформації, забезпечує рівноміцність і добру якість виробів і їх експлуатаційну надійність і розширює можливості процесів видавлювання. Сутність корисної моделі пояснюється кресленнями, на яких зображено: - Фіг. 1 - схема деформування на початковій стадії - контакт пуансона з заготівкою (зліва) та проміжна стадія 1 етапу деформування (справа); - Фіг. 2 - схема деформування у кінці 1 етапу (зліва) та проміжна стадія 2 етапу (справа); - Фіг. 3 - схема деформування у кінцевій стадії 2 етапу (зліва) та справа - калібруюче відкрите видавлювання додатковим переміщенням пуансона (3 етап). Вихідну заготівку 1 (відпалену і з підготовленою поверхнею) розміщують в матрицю 2 на торець контрпуансону 3. На першому етапі процесу деформування під впливом деформуючого рухомого пуансону 4 метал заготівки 1 видавлюється у зворотному напрямку з утворенням стінки і порожнистої частини вироби. Одночасно з цим в нижній частині заготовки метал видавлюється в прямому напрямку в порожнину, яка передбачена в контрпуансоні 3, що призводить до утворення в донній частині стакана технологічного відростка. Перший етап деформування закінчується при досягненні розрахункової товщини напівфабрикату h1, величина якої менше заданої товщини дна стакана h в основному в 1,5-2,0 рази. Далі здійснюється другий етап деформування, на якому з формованого технологічного відростка метал витісняється (видавлюється або надсилається) назад у донну частину, що призводить до збільшення товщини дна стакана, що штампується, до величини h, тобто до заданого за кресленням значення. Для виконання цієї стадії процесу приводять в рух і силовий вплив пуансон-штовхач 5, розміщений в порожнині контрпуансона 3. Після завершення двох етапів деформування рухливий пуансон 4 відводиться вгору, у вихідне положення, а деталь виштовхується з матриці рухом контрпуансона 3 або пуансонаштовхача 5. Потім цикл штампування продовжується. 1 UA 107950 U 5 10 15 Досягнення необхідної донної висоти стакана на другому етапі деформування може бути забезпечено також додатковим синхронним опусканням контрпуансону (Фіг. 2). При цьому процес деформування схожий із способом радіального видавлювання. Комбіноване зворотно-пряме видавлювання на першому етапі сприяє зниженню зусилля штампування. На заключному етапі при необхідності здійснюють калібруюче зворотне видавлювання металу додатковим рухом пуансона (Фіг. 3). Застосування пропонованого способу дає можливість отримання тонкостінних виробів з більшою товщиною дна виробів типу стаканів з однорідністю механічних властивостей по перерізу стакана. Джерела інформації: 1. Кузнецу штамповщику, справ. пособие / Л.Н. Соколов и др. - Донецк. Донбас. - 1986. – 144 с. 2. Патент UA 67977 А, МПК В21K 21/00. Спосіб видавлювання порожнистих деталей/ І.С. Алієв, I.Г. Савчинський, Л.І. Алієва, К.І. Сивак - № 2003077078; заявл. 15.07.2004; опубл. 15.07.2004, бюл. № 7. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб виготовлення порожнистих виробів типу стакана, що полягає в деформуванні заготівки видавлюванням в матриці за допомогою пуансона, який відрізняється тим, що деформування відбувається в два етапи таким чином, що на першому етапі одночасно виконують зворотне видавлювання стінки стакана та пряме видавлювання з утворенням технологічного відростка в донній частині стакана, а на другому етапі відбувається витіснення металу з технологічного відростка назад у донну частину. 2 UA 107950 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21K 21/00, B21J 5/12
Мітки: стакана, спосіб, виготовлення, порожнистих, виробів, типу
Код посилання
<a href="https://ua.patents.su/5-107950-sposib-vigotovlennya-porozhnistikh-virobiv-tipu-stakana.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих виробів типу стакана</a>
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан
Номер патенту: 14662
Опубліковано: 15.05.2006
Автори: Сивак Іван Онуфрійович, Кириця Інна Юріївна, Огородніков Віталій Антонович
МПК: B21J 13/02
Мітки: видавлювання, типу, штамп, виробів, порожнистих, стакан, зворотного, холодного
Формула / Реферат:
Штамп для холодного зворотного видавлювання порожнистих виробів типу стакан, що містить пуансон, матрицю і виштовхувач з плоским торцем, оснащений приводом обертального руху, який відрізняється тим, що на торець пуансона нанесено спіраль Архімеда, а на вкладиші, який встановлений на виштовхувачі і служить для розміщення заготовки з кільцевою проточкою, також виконана кільцева проточка для змащувальної рідини.
Спосіб виготовлення високощільних порошкових порожнистих виробів
Номер патенту: 99979
Опубліковано: 25.06.2015
Автори: Нікітін Юрій Миколайович, Нєгрєй Юрій Анатолійович, Жарський Микита Ігорович, Білошицький Микола Володимирович, Рябічева Людмила Олександрівна
МПК: B22F 3/10
Мітки: високощільних, виготовлення, порожнистих, порошкових, виробів, спосіб
Формула / Реферат:
Спосіб виготовлення високощільних порошкових порожнистих виробів, в якому витискування здійснюють в три етапи: на першому етапі проводять поперечну (радіальну) деформацію спеченої заготівки циліндричної форми за рахунок примусового переміщення верхнього пуансона штампа при нерухомому нижньому пуансоні, що спирається на упор, на другому етапі видаляють упор, встановлюють обмежувач і видавлюють внутрішню порожнину, на третьому етапі видаляють...
Спосіб виготовлення виробів типу конічний стакан
Номер патенту: 42798
Опубліковано: 27.07.2009
Автори: Косенко Максим Вікторович, Нагорська Ірина Володимирівна, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: виробів, стакан, спосіб, конічний, типу, виготовлення
Формула / Реферат:
Спосіб виготовлення виробів типу конічний стакан, який полягає у встановленні плоскої заготовки у конічну матрицю на першому переході та включає подальше деформування виготовленого напівфабрикату на другому переході конічним пуансоном у конічній матриці відповідно, та процес зворотного видавлювання при оформленні дна виробу, який відрізняється тим, що деформуючий інструмент (пуансон), який має циліндричну форму, виконує процес осадження...
Спосіб видавлювання порожнистих виробів з порошкових матеріалів
Номер патенту: 65001
Опубліковано: 25.11.2011
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Воронкова Катерина Геннадіївна, Любчич Костянтин Володимирович
МПК: B22F 3/20
Мітки: видавлювання, порошкових, спосіб, порожнистих, матеріалів, виробів
Формула / Реферат:
Спосіб видавлювання порожнистих виробів з порошкових матеріалів, який полягає у примусовому переміщенні матриці та деформуючого пуансона, який відрізняється тим, що деформуючий пуансон, матрицю і пуансон, який видавлює порожнину, одночасно переміщують у напрямі течії видавлюваного металу з різною швидкістю, причому відношення швидкостей визначають геометричними параметрами деталі та заготовки: Vм: Vс = (ХП + Нд - Нз) / (ХП + hd -...
Спосіб виготовлення високощільних порошкових порожнистих виробів
Номер патенту: 59376
Опубліковано: 10.05.2011
Автори: Жукова Ірина Павлівна, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Любчич Костянтин Володимирович
МПК: B22F 3/10
Мітки: спосіб, високощільних, виготовлення, виробів, порошкових, порожнистих
Формула / Реферат:
Спосіб виготовлення високощільних порошкових порожнистих виробів, при якому витискування здійснюють примусово, переміщаючи матрицю і нижній пуансон штампа за рахунок ходу верхньої траверси преса, на першому етапі матрицю примусово переміщають при нерухомому пуансоні, а на другому примусово переміщають матрицю і нижній пуансон в одному напрямі, причому до пуансона прикладають протитиск, який відрізняється тим, що витискування здійснюють у три...
Попередній патент: Спосіб здійснення прискореної декомпресії робочих циліндрів потужних ковальських гідравлічних пресів
Наступний патент: Спосіб проектування швидкодіючих систем керування гідравлічними пресами
Випадковий патент: Паста контактна