Спосіб виготовлення високощільних порошкових порожнистих виробів
Номер патенту: 59376
Опубліковано: 10.05.2011
Автори: Любчич Костянтин Володимирович, Циркін Аркадій Тимофійович, Жукова Ірина Павлівна, Рябічева Людмила Олександрівна
Формула / Реферат
Спосіб виготовлення високощільних порошкових порожнистих виробів, при якому витискування здійснюють примусово, переміщаючи матрицю і нижній пуансон штампа за рахунок ходу верхньої траверси преса, на першому етапі матрицю примусово переміщають при нерухомому пуансоні, а на другому примусово переміщають матрицю і нижній пуансон в одному напрямі, причому до пуансона прикладають протитиск, який відрізняється тим, що витискування здійснюють у три етапи, причому на третьому етапі нижній пуансон нерухомий, а переміщають матрицю і стрижень, чинячи тиск лише на торець кільцевої частини видавлюваної деталі.
Текст
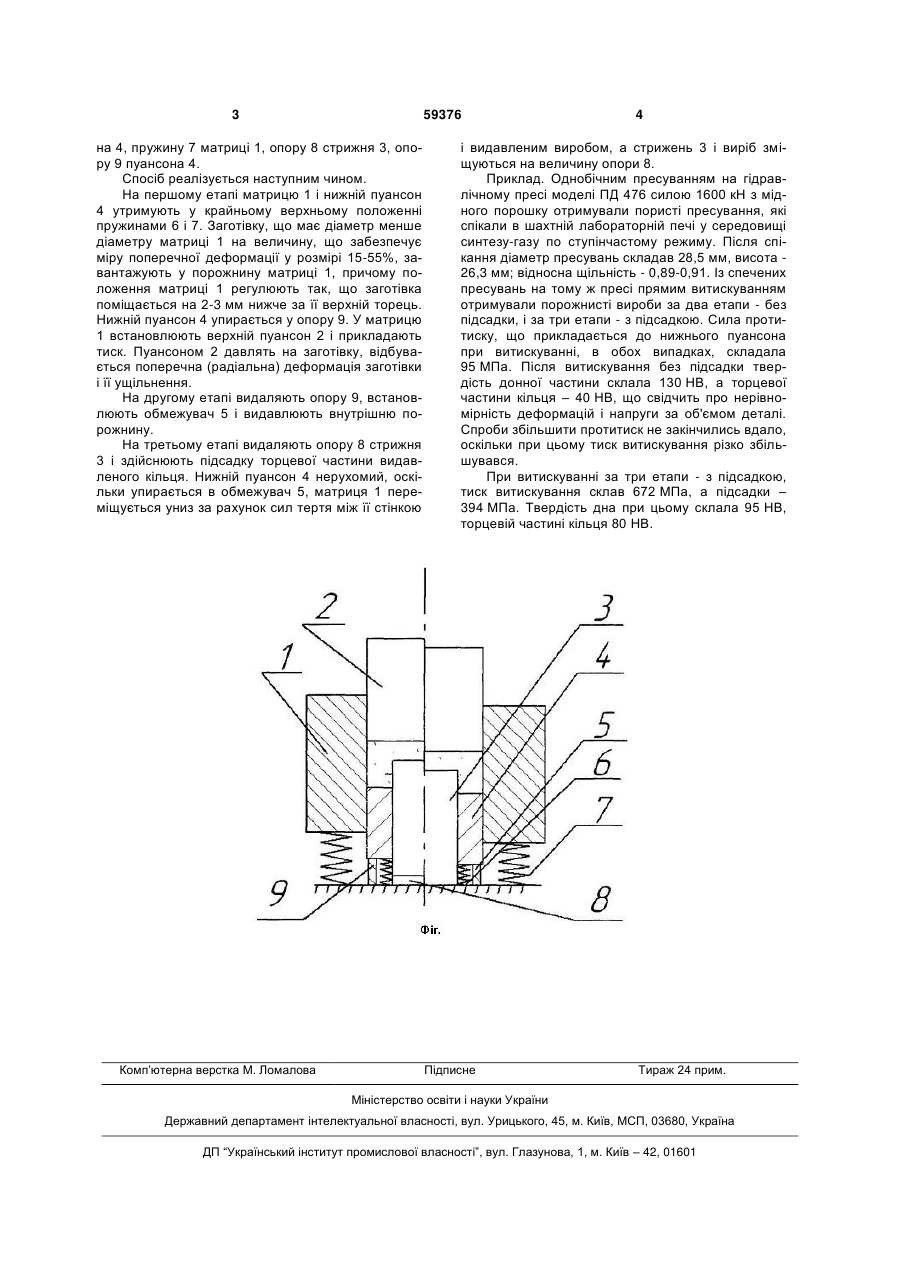
Спосіб виготовлення високощільних порошкових порожнистих виробів, при якому витискування 3 59376 на 4, пружину 7 матриці 1, опору 8 стрижня 3, опору 9 пуансона 4. Спосіб реалізується наступним чином. На першому етапі матрицю 1 і нижній пуансон 4 утримують у крайньому верхньому положенні пружинами 6 і 7. Заготівку, що має діаметр менше діаметру матриці 1 на величину, що забезпечує міру поперечної деформації у розмірі 15-55%, завантажують у порожнину матриці 1, причому положення матриці 1 регулюють так, що заготівка поміщається на 2-3 мм нижче за її верхній торець. Нижній пуансон 4 упирається у опору 9. У матрицю 1 встановлюють верхній пуансон 2 і прикладають тиск. Пуансоном 2 давлять на заготівку, відбувається поперечна (радіальна) деформація заготівки і її ущільнення. На другому етапі видаляють опору 9, встановлюють обмежувач 5 і видавлюють внутрішню порожнину. На третьому етапі видаляють опору 8 стрижня 3 і здійснюють підсадку торцевої частини видавленого кільця. Нижній пуансон 4 нерухомий, оскільки упирається в обмежувач 5, матриця 1 переміщується униз за рахунок сил тертя між її стінкою Комп’ютерна верстка М. Ломалова 4 і видавленим виробом, а стрижень 3 і виріб зміщуються на величину опори 8. Приклад. Однобічним пресуванням на гідравлічному пресі моделі ПД 476 силою 1600 кН з мідного порошку отримували пористі пресування, які спікали в шахтній лабораторній печі у середовищі синтезу-газу по ступінчастому режиму. Після спікання діаметр пресувань складав 28,5 мм, висота 26,3 мм; відносна щільність - 0,89-0,91. Із спечених пресувань на тому ж пресі прямим витискуванням отримували порожнисті вироби за два етапи - без підсадки, і за три етапи - з підсадкою. Сила протитиску, що прикладається до нижнього пуансона при витискуванні, в обох випадках, складала 95 МПа. Після витискування без підсадки твердість донної частини склала 130 НВ, а торцевої частини кільця – 40 НВ, що свідчить про нерівномірність деформацій і напруги за об'ємом деталі. Спроби збільшити протитиск не закінчились вдало, оскільки при цьому тиск витискування різко збільшувався. При витискуванні за три етапи - з підсадкою, тиск витискування склав 672 МПа, а підсадки – 394 МПа. Твердість дна при цьому склала 95 НВ, торцевій частині кільця 80 НВ. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing high-density powder hollow articles
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych, Liubchych Kostiantyn Volodymyrovych, Zhukova Iryna Pavlivna
Назва патенту російськоюСпособ изготовления высокоплотных порошковых пустотелых изделий
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич, Любчич Константин Владимирович, Жукова Ирина Павловна
МПК / Мітки
МПК: B22F 3/10
Мітки: виробів, виготовлення, спосіб, порожнистих, порошкових, високощільних
Код посилання
<a href="https://ua.patents.su/2-59376-sposib-vigotovlennya-visokoshhilnikh-poroshkovikh-porozhnistikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високощільних порошкових порожнистих виробів</a>
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів
Номер патенту: 12619
Опубліковано: 15.02.2006
Автори: Циркін Аркадій Тимофійович, Бурковська Наталя Миколаївна
МПК: B22F 3/10
Мітки: порошкових, виготовлення, глуходонних, високощільних, виробів, спосіб, штамповкою
Формула / Реферат:
Спосіб виготовлення штамповкою високощільних порошкових глуходонних виробів, при якому у штампі переміщують матрицю та пуансон, який відрізняється тим, що на першому етапі матрицю примусово переміщують при нерухомому пуансоні, а на другому примусово переміщують матрицю і пуансон в одному напрямку, причому примусове переміщення робочих органів пристрою здійснюють за рахунок одного ходу верхньої траверси преса, а до пуансона прикладають...
Спосіб виготовлення порошкових біметалічних виробів зі зносостійким шаром
Номер патенту: 37420
Опубліковано: 25.11.2008
Автори: Вовк Андрій Іванович, Білошицький Микола Володимирович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/14
Мітки: біметаличних, порошкових, виготовлення, шаром, спосіб, виробів, зносостійким
Формула / Реферат:
Спосіб виготовлення порошкових біметалічних виробів, який включає пресування каркаса з порожниною з конструкційної сталі, у яку засипають зносостійку суміш, складену заготовку нагрівають у захисно-відновлюючому середовищі і штампують, який відрізняється тим, що у каркасі виконують порожнину конусної форми, пресують каркас невеликим тиском 6-9 % від оптимального тиску пресування пуансоном з конусом на верхньому торці, кут якого дорівнює 50°,...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: високощільних, спосіб, складної, виготовлення, деталей, форми, порошкових
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Оснастка для виготовлення порожнистих виробів сферичної форми
Номер патенту: 81312
Опубліковано: 25.12.2007
Автори: Раб Володимир Маркович, Новіков Герман Олексійович
МПК: B21J 13/02, B21D 51/00
Мітки: виробів, порожнистих, виготовлення, форми, оснастка, сферичної
Формула / Реферат:
Оснастка для виготовлення порожнистого виробу сферичної форми, що містить верхній та нижній пуансони, виконані з внутрішніми порожнинами у вигляді півсфер та розміщені у напрямній, причому внутрішню порожнину нижнього пуансона сполучено з насосом високого тиску, яка відрізняється тим, що на нижній пуансон установлено кільце, внутрішній діаметр якого відповідає діаметру готового порожнистого виробу.
Прес-блок для виготовлення порошкових виробів складної форми

Номер патенту: 37431
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович, Шевченко Дар'я Юріївна
МПК: B22F 3/02
Мітки: форми, складної, прес-блок, виробів, порошкових, виготовлення
Формула / Реферат:
Прес-блок для виготовлення порошкових виробів складної форми, що містить верхню стійку, прикріплену до верхньої плити, буфер, розташований усередині стійки, який через колонки притискує верхній пуансон до регулюючого пристрою з гвинтом, рухому матрицю, прикріплену до матричної плити преса, нижній пуансон, закріплений на плиті виштовхувача преса, та упор, який відрізняється тим, що пристрій оснащений верхньою матрицею, прикріпленою до верхньої...
Попередній патент: Самовідновлювальний геліокомплекс очищення високомінералізованої води від забруднень із підвищеною екологічною небезпекою флотацією і водними рослинами алей-60
Наступний патент: Контурна упаковка із супозиторіями
Випадковий патент: Багатоканальний оптоелектронний універсальний багатозначний логічний модуль n змінних