Спосіб інтенсивного пластичного деформування заготівок

Формула / Реферат
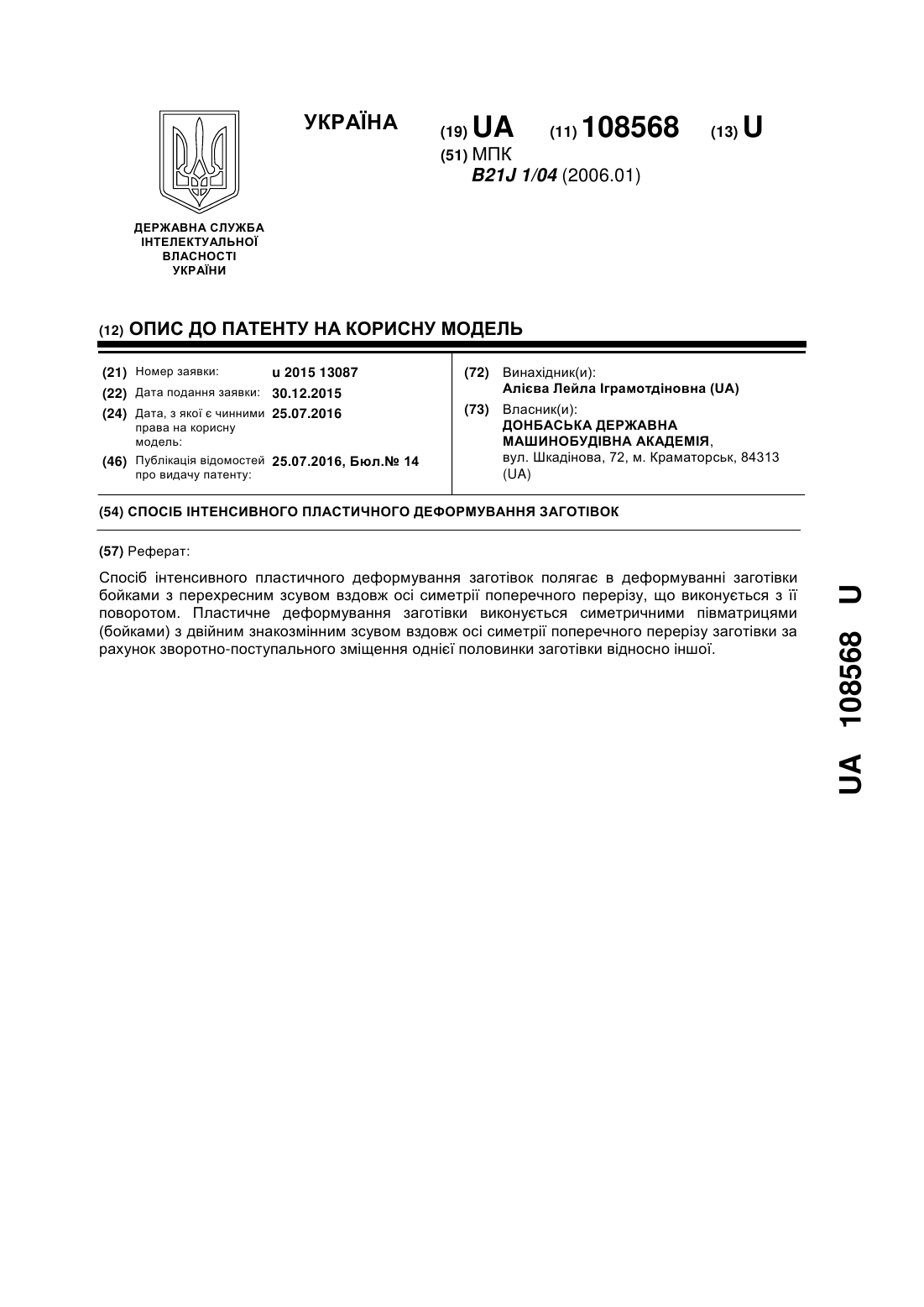
Спосіб інтенсивного пластичного деформування заготівок, який полягає в деформуванні заготівки бойками з перехресним зсувом вздовж осі симетрії поперечного перерізу, що виконується з її поворотом, який відрізняється тим, що пластичне деформування заготівки виконується симетричними півматрицями (бойками) з двійним знакозмінним зсувом вздовж осі симетрії поперечного перерізу заготівки за рахунок зворотно-поступального зміщення однієї половинки заготівки відносно іншої.
Текст
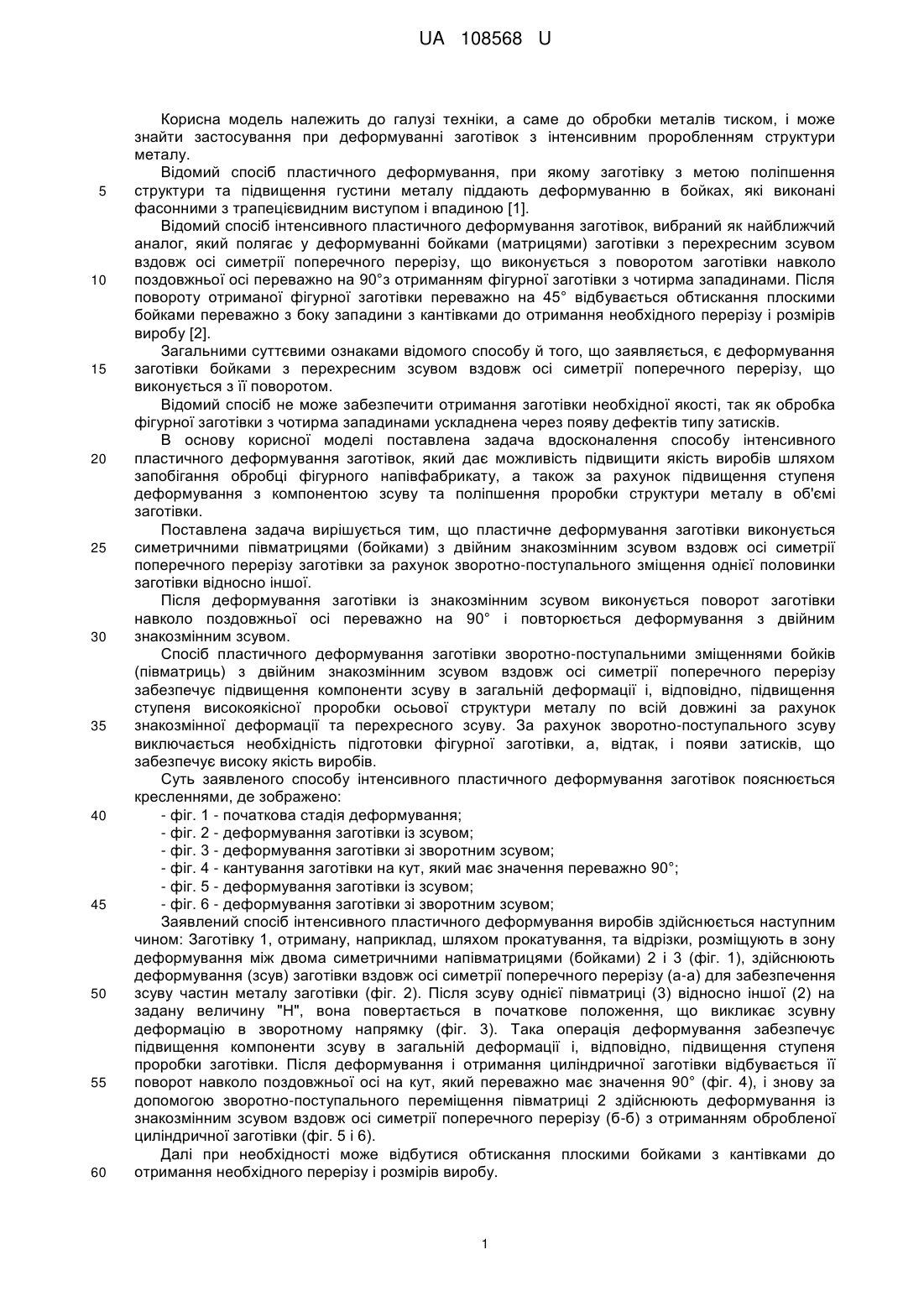
Реферат: UA 108568 U UA 108568 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при деформуванні заготівок з інтенсивним проробленням структури металу. Відомий спосіб пластичного деформування, при якому заготівку з метою поліпшення структури та підвищення густини металу піддають деформуванню в бойках, які виконані фасонними з трапецієвидним виступом і впадиною [1]. Відомий спосіб інтенсивного пластичного деформування заготівок, вибраний як найближчий аналог, який полягає у деформуванні бойками (матрицями) заготівки з перехресним зсувом вздовж осі симетрії поперечного перерізу, що виконується з поворотом заготівки навколо поздовжньої осі переважно на 90°з отриманням фігурної заготівки з чотирма западинами. Після повороту отриманої фігурної заготівки переважно на 45° відбувається обтискання плоскими бойками переважно з боку западини з кантівками до отримання необхідного перерізу і розмірів виробу [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є деформування заготівки бойками з перехресним зсувом вздовж осі симетрії поперечного перерізу, що виконується з її поворотом. Відомий спосіб не може забезпечити отримання заготівки необхідної якості, так як обробка фігурної заготівки з чотирма западинами ускладнена через появу дефектів типу затисків. В основу корисної моделі поставлена задача вдосконалення способу інтенсивного пластичного деформування заготівок, який дає можливість підвищити якість виробів шляхом запобігання обробці фігурного напівфабрикату, а також за рахунок підвищення ступеня деформування з компонентою зсуву та поліпшення проробки структури металу в об'ємі заготівки. Поставлена задача вирішується тим, що пластичне деформування заготівки виконується симетричними півматрицями (бойками) з двійним знакозмінним зсувом вздовж осі симетрії поперечного перерізу заготівки за рахунок зворотно-поступального зміщення однієї половинки заготівки відносно іншої. Після деформування заготівки із знакозмінним зсувом виконується поворот заготівки навколо поздовжньої осі переважно на 90° і повторюється деформування з двійним знакозмінним зсувом. Спосіб пластичного деформування заготівки зворотно-поступальними зміщеннями бойків (півматриць) з двійним знакозмінним зсувом вздовж осі симетрії поперечного перерізу забезпечує підвищення компоненти зсуву в загальній деформації і, відповідно, підвищення ступеня високоякісної проробки осьової структури металу по всій довжині за рахунок знакозмінної деформації та перехресного зсуву. За рахунок зворотно-поступального зсуву виключається необхідність підготовки фігурної заготівки, а, відтак, і появи затисків, що забезпечує високу якість виробів. Суть заявленого способу інтенсивного пластичного деформування заготівок пояснюється кресленнями, де зображено: - фіг. 1 - початкова стадія деформування; - фіг. 2 - деформування заготівки із зсувом; - фіг. 3 - деформування заготівки зі зворотним зсувом; - фіг. 4 - кантування заготівки на кут, який має значення переважно 90°; - фіг. 5 - деформування заготівки із зсувом; - фіг. 6 - деформування заготівки зі зворотним зсувом; Заявлений спосіб інтенсивного пластичного деформування виробів здійснюється наступним чином: Заготівку 1, отриману, наприклад, шляхом прокатування, та відрізки, розміщують в зону деформування між двома симетричними напівматрицями (бойками) 2 і 3 (фіг. 1), здійснюють деформування (зсув) заготівки вздовж осі симетрії поперечного перерізу (а-а) для забезпечення зсуву частин металу заготівки (фіг. 2). Після зсуву однієї півматриці (3) відносно іншої (2) на задану величину "Н", вона повертається в початкове положення, що викликає зсувну деформацію в зворотному напрямку (фіг. 3). Така операція деформування забезпечує підвищення компоненти зсуву в загальній деформації і, відповідно, підвищення ступеня проробки заготівки. Після деформування і отримання циліндричної заготівки відбувається її поворот навколо поздовжньої осі на кут, який переважно має значення 90° (фіг. 4), і знову за допомогою зворотно-поступального переміщення півматриці 2 здійснюють деформування із знакозмінним зсувом вздовж осі симетрії поперечного перерізу (б-б) з отриманням обробленої циліндричної заготівки (фіг. 5 і 6). Далі при необхідності може відбутися обтискання плоскими бойками з кантівками до отримання необхідного перерізу і розмірів виробу. 1 UA 108568 U 5 10 15 20 25 30 Параметр Z, зазор між бойками - півматрицями вибирається в залежності від типорозміру виробу і в залежності від діаметра заготовки D, тобто Ζ=(0,01-0,1) D, при цьому менші значення коефіцієнта відповідають більшим абсолютним значенням діаметра заготівки. Величина відносного зсуву H/D знаходиться в інтервали 0,05-0,20. Для подовженої заготівки деформування зі зсувом в першому проході здійснюється ділянками за декілька послідовних ходів по всій її довжині у міру подачі по довжині вздовж повздовжньої осі, по всій довжині заготівки. Після деформування заготівки (або її частини на локальній ділянці) продовжується деформування із зсувом послідовно по всій довжині заготівки з поздовжньою витягнутою віссю. При необхідності виконання багаторазового інтенсивного деформування обробку заготовки доцільно виконувати, зміщуючи на подальших переходах площини зсуву відносно початкового "а-а" на некратний 90° кут. Для крупних заготівок поворот між переходами може бути виконаний на кут, менший ніж на 90°, наприклад 45° або 60°. При необхідності, зсув може бути виконаний також по площині, зміщеної від осі симетрії. Таким способом можна також деформувати заготівки в гарячому стані з метою інтенсивної проробки структури і отримання виробів з мілкозернистою структурою з вихідною заготівки з литою структурою. Реалізувати спосіб знакозмінного зсуву можна й за схемою однонаправленого послідовного переміщення півматриць (бойків), коли знакозмінну деформацію зсуву заготівки 1 можна задати й за допомогою переміщення нерухомої півматриці 2 в ту саму сторону, що і перша рухома півматриця 3, яка була переміщена на попередньому етапі, тобто в режимі "навздогін". Спосіб можна здійснити на пресі подвійної дії, на якому одна півматриця (бойок) приводиться в дію зовнішнім повзуном, а друга - внутрішнім повзуном преса. Застосування пропонованого способу пластичного деформування виробу дозволяє отримувати заготівку будь-якого перерізу з забезпеченням високоякісної проробки осьової структури металу по всій довжині за рахунок перехресного знакозмінного зсуву. Джерела інформації: 1. Пат. 2047415 Российская Федерация, МПК6 В 21 J 1/04. Способ изготовления поковок /Найзабеков А.Б., Ашкеев Ж.А.; заявитель Найзабеков А.Б., Ашкеев Ж.А.; патентообладатель Ашкеев Ж.А. - № 5054827/08; заявл. 15.07.1992; опубл. 10.11.1995. - 4 с.: ил. 2. Пат. 82189 Україна, МПК В21 J 1/04. Спосіб пластичного деформування виробів /Алієва Л.І., Деревенько І.Α., Жбанков Я.Г., Таган Л.В.; власник Донбаська державна машинобудівна академія. - № u201301279; заявл. 04.02.2013; опубл. 25.07.2013, Бюл. № 14. - 3 с. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб інтенсивного пластичного деформування заготівок, який полягає в деформуванні заготівки бойками з перехресним зсувом вздовж осі симетрії поперечного перерізу, що виконується з її поворотом, який відрізняється тим, що пластичне деформування заготівки виконується симетричними півматрицями (бойками) з двійним знакозмінним зсувом вздовж осі симетрії поперечного перерізу заготівки за рахунок зворотно-поступального зміщення однієї половинки заготівки відносно іншої. 2 UA 108568 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 1/04
Мітки: інтенсивного, заготівок, деформування, пластичного, спосіб
Код посилання
<a href="https://ua.patents.su/5-108568-sposib-intensivnogo-plastichnogo-deformuvannya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб інтенсивного пластичного деформування заготівок</a>
Спосіб пластичного деформування виробів
Номер патенту: 82189
Опубліковано: 25.07.2013
Автори: Деревенько Ірина Анатоліївна, Жбанков Ярослав Геннадійович, Алієва Лейла Іграмотдіновна, Таган Любов Вікторівна
МПК: B21J 1/04
Мітки: пластичного, виробів, деформування, спосіб
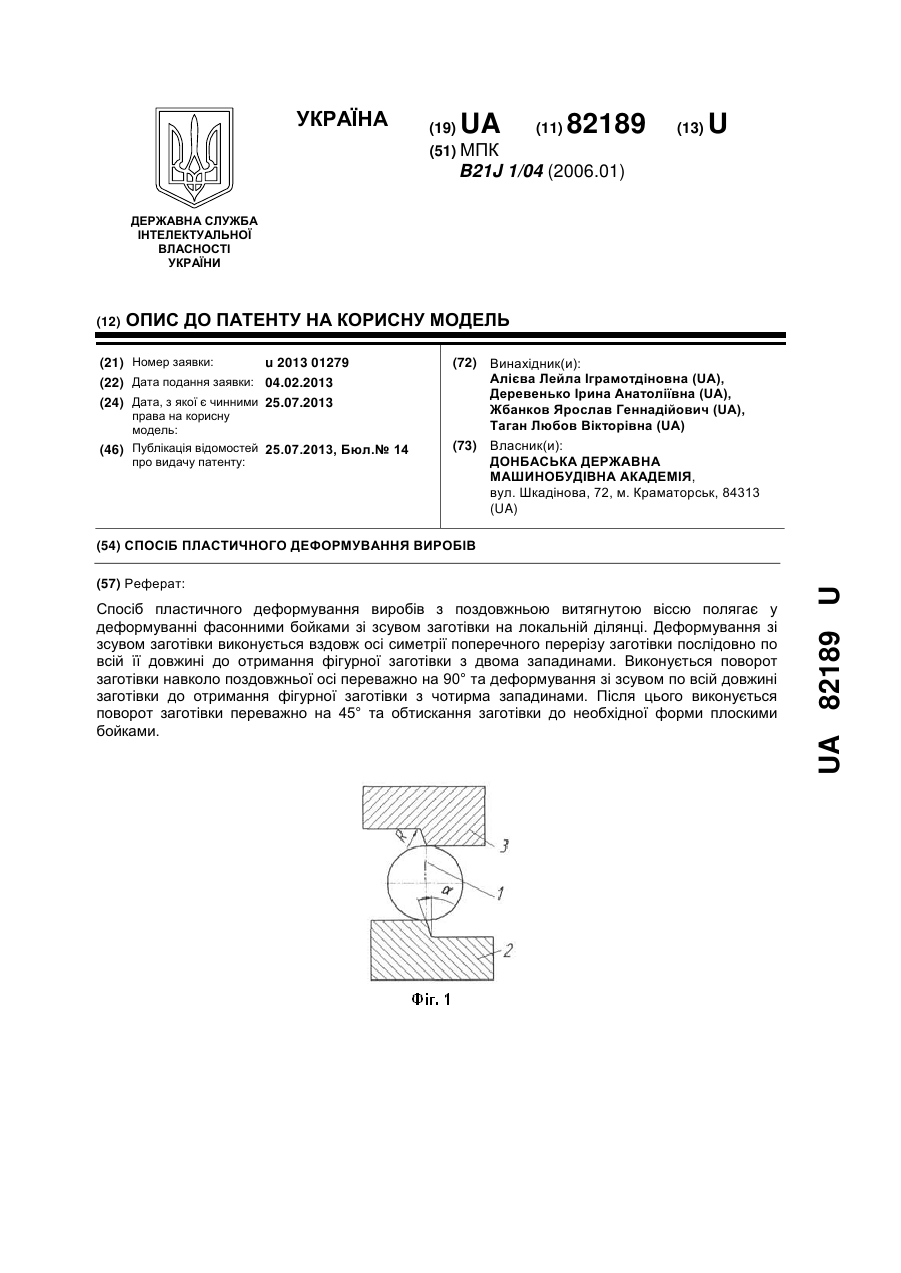
Формула / Реферат:
Спосіб пластичного деформування виробів з поздовжньою витягнутою віссю, який полягає у деформуванні фасонними бойками зі зсувом заготівки на локальній ділянці, який відрізняється тим, що деформування зі зсувом заготівки виконується вздовж осі симетрії поперечного перерізу заготівки послідовно по всій її довжині до отримання фігурної заготівки з двома западинами, виконується поворот заготівки навколо поздовжньої осі переважно на 90° та...
Пристрій для дослідження умов пластичного деформування
Номер патенту: 104517
Опубліковано: 10.02.2016
Автор: Алієва Лейла Іграмотдіновна
МПК: B21J 13/02, G01N 3/08
Мітки: деформування, умов, пристрій, пластичного, дослідження
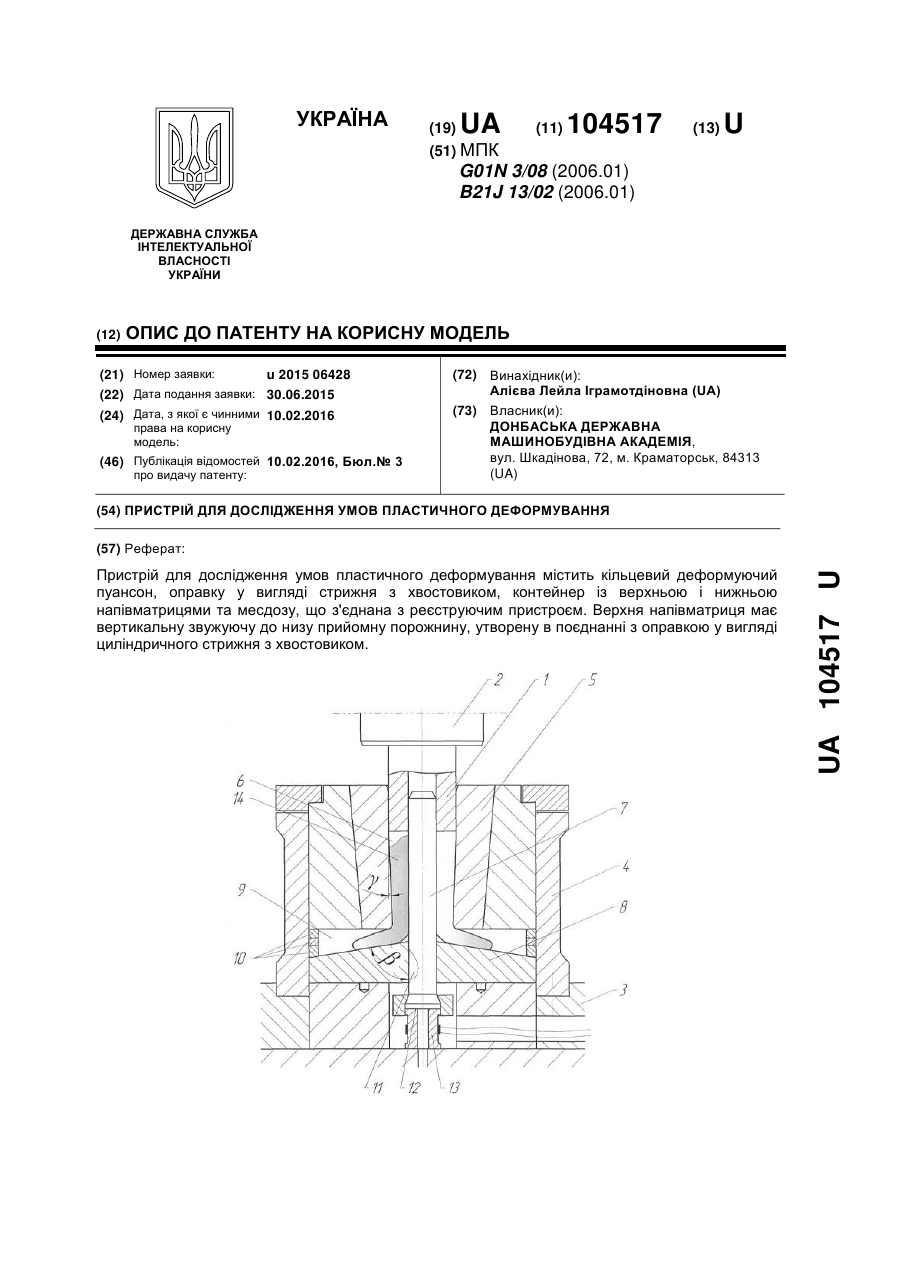
Формула / Реферат:
Пристрій для дослідження умов пластичного деформування, який містить кільцевий деформуючий пуансон, оправку у вигляді стрижня з хвостовиком, контейнер із верхньою і нижньою напівматрицями та месдозу, що з'єднана з реєструючим пристроєм, який відрізняється тим, верхня напівматриця має вертикальну звужуючу до низу прийомну порожнину, утворену в поєднанні з оправкою у вигляді циліндричного стрижня з хвостовиком.
Спосіб керування процесом пластичного деформування металів
Номер патенту: 7087
Опубліковано: 15.06.2005
Автори: Нечаєв Григорій Іванович, Гладушин Віталій Васильович, Губачева Лариса Олександрівна
МПК: B21D 28/00, G01N 11/08
Мітки: металів, деформування, спосіб, пластичного, процесом, керування
Формула / Реферат:
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти...
Пристрій для пластичного деформування виробів
Номер патенту: 48664
Опубліковано: 15.06.2004
Автори: Зосімова Вікторія Григорівна, Шенфельд Гліб Глібович, Прядко Любов Давидівна, Северенчук Андрій Станіславович
МПК: B21D 26/14
Мітки: пластичного, виробів, пристрій, деформування
Формула / Реферат:
Пристрій для пластичного деформування виробів, що містить циліндричний індуктор із концентратором магнітного поля, який складається з двох окремих ізольованих частин, що концентрично встановлені одна в одній, мають конусні поверхні сполучення, внутрішня частина концентратора є рухомою, виконана з виступним торцем, на якому установлено змінний робочий інструмент, переміщення внутрішньої частини концентратора обмежено зверху обмежником, який...
Спосіб кування заготівок

Номер патенту: 81227
Опубліковано: 25.06.2013
Автори: Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович
МПК: B21J 1/04
Мітки: заготівок, кування, спосіб
Формула / Реферат:
Спосіб кування заготівок, який полягає у протягуванні заготівки з неоднорідним температурним полем плоскими бойками, який відрізняється тим, що вихідна нагріта заготівка охолоджується з двох боків таким чином, щоб в її поперечному перерізі виникли дві локальні низькотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в бойки так, щоб між робочою поверхнею бойка та межею низькотемпературних зон...
Попередній патент: Карта-чек рисової системи з закритою дреною-колектором і ловчою дреною
Наступний патент: Спосіб проектування робочого контейнера промислового газостату підвищеної міцності
Випадковий патент: Спосіб рівноканального кутового пресування