Спосіб пластичного деформування виробів
Номер патенту: 82189
Опубліковано: 25.07.2013
Автори: Таган Любов Вікторівна, Деревенько Ірина Анатоліївна, Алієва Лейла Іграмотдіновна, Жбанков Ярослав Геннадійович

Формула / Реферат
Спосіб пластичного деформування виробів з поздовжньою витягнутою віссю, який полягає у деформуванні фасонними бойками зі зсувом заготівки на локальній ділянці, який відрізняється тим, що деформування зі зсувом заготівки виконується вздовж осі симетрії поперечного перерізу заготівки послідовно по всій її довжині до отримання фігурної заготівки з двома западинами, виконується поворот заготівки навколо поздовжньої осі переважно на 90° та деформування зі зсувом по всій довжині заготівки до отримання фігурної заготівки з чотирма западинами, після чого виконується поворот заготівки переважно на 45° та обтискання заготівки до необхідної форми плоскими бойками.
Текст
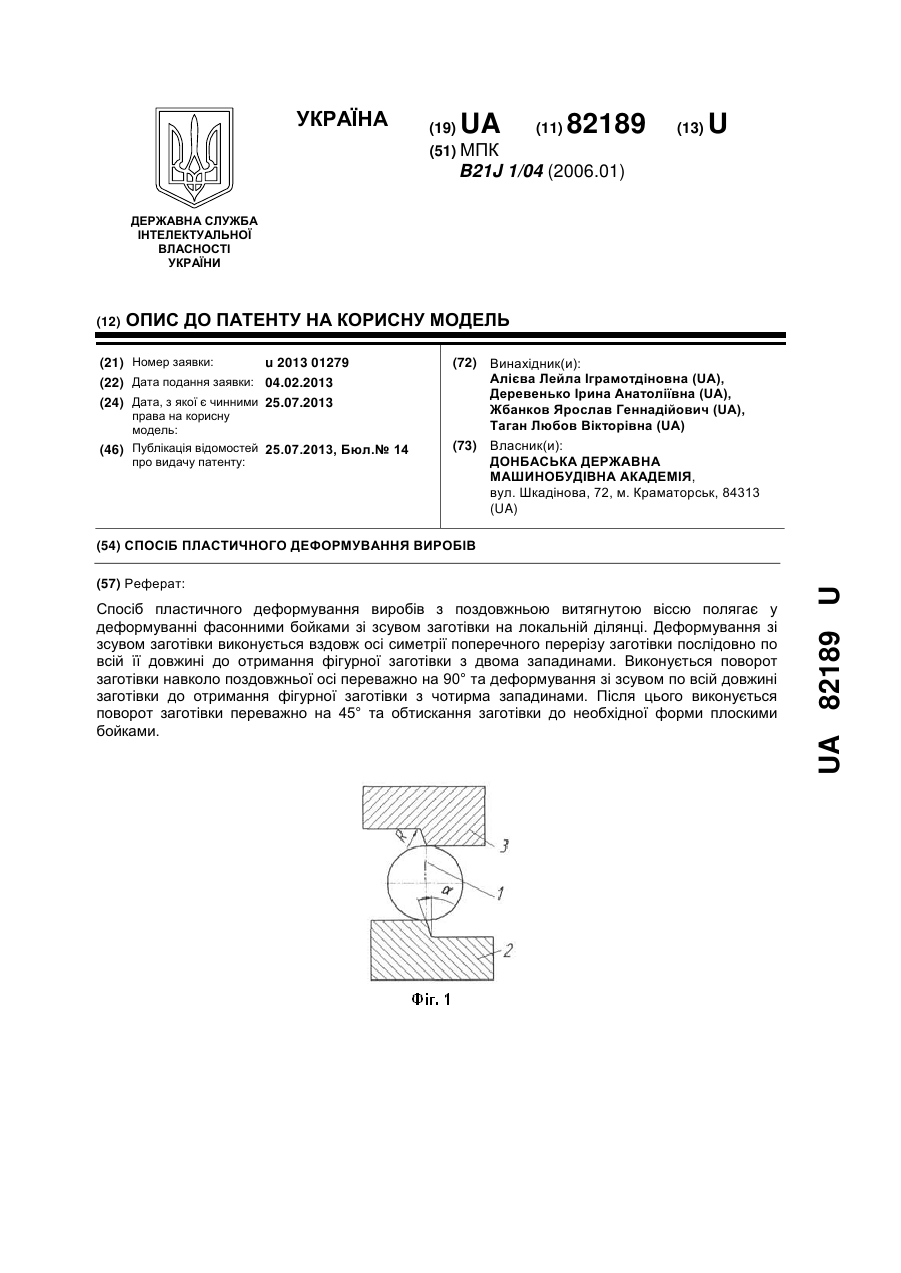
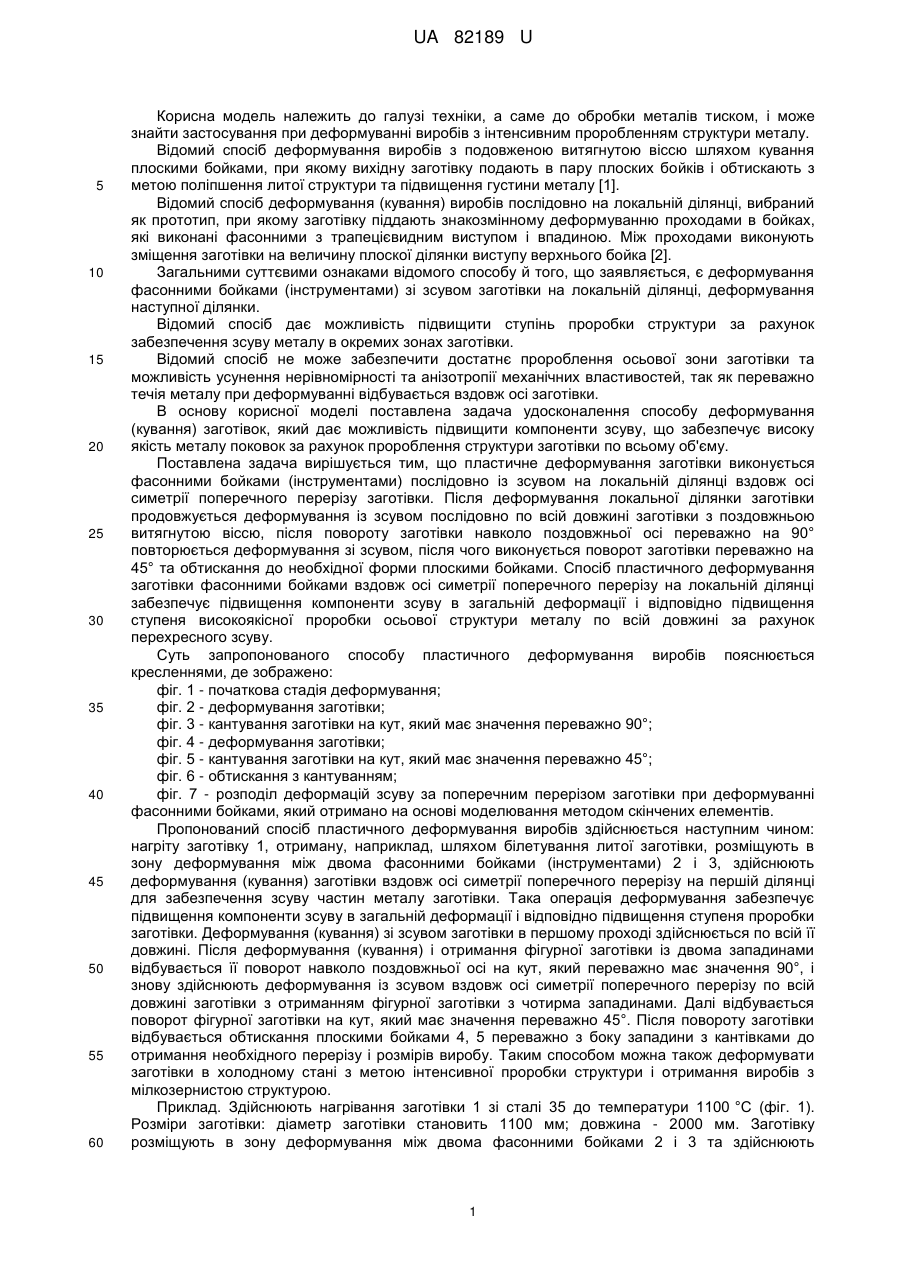
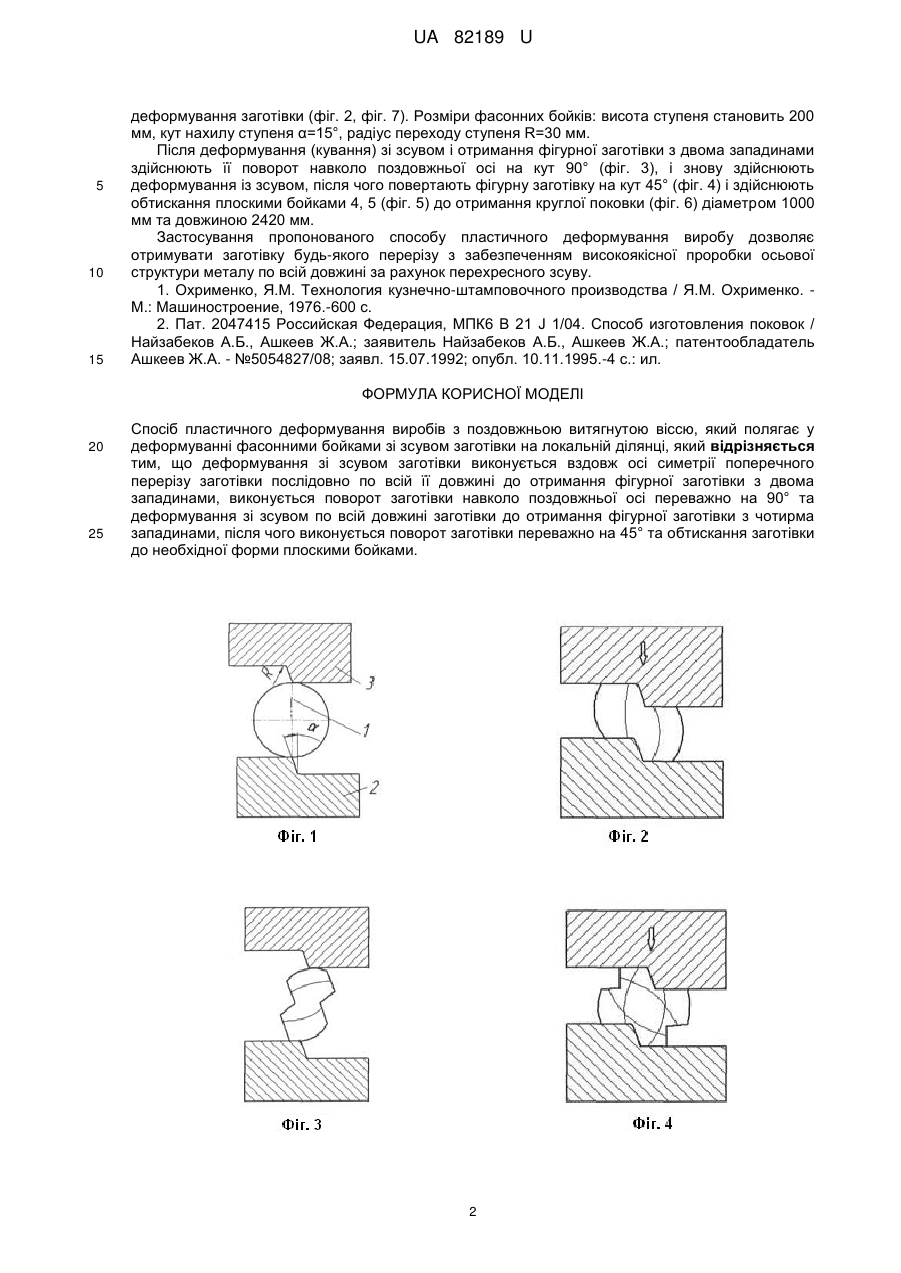
Реферат: Спосіб пластичного деформування виробів з поздовжньою витягнутою віссю полягає у деформуванні фасонними бойками зі зсувом заготівки на локальній ділянці. Деформування зі зсувом заготівки виконується вздовж осі симетрії поперечного перерізу заготівки послідовно по всій її довжині до отримання фігурної заготівки з двома западинами. Виконується поворот заготівки навколо поздовжньої осі переважно на 90° та деформування зі зсувом по всій довжині заготівки до отримання фігурної заготівки з чотирма западинами. Після цього виконується поворот заготівки переважно на 45° та обтискання заготівки до необхідної форми плоскими бойками. UA 82189 U (54) СПОСІБ ПЛАСТИЧНОГО ДЕФОРМУВАННЯ ВИРОБІВ UA 82189 U UA 82189 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при деформуванні виробів з інтенсивним проробленням структури металу. Відомий спосіб деформування виробів з подовженою витягнутою віссю шляхом кування плоскими бойками, при якому вихідну заготівку подають в пару плоских бойків і обтискають з метою поліпшення литої структури та підвищення густини металу [1]. Відомий спосіб деформування (кування) виробів послідовно на локальній ділянці, вибраний як прототип, при якому заготівку піддають знакозмінному деформуванню проходами в бойках, які виконані фасонними з трапецієвидним виступом і впадиною. Між проходами виконують зміщення заготівки на величину плоскої ділянки виступу верхнього бойка [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є деформування фасонними бойками (інструментами) зі зсувом заготівки на локальній ділянці, деформування наступної ділянки. Відомий спосіб дає можливість підвищити ступінь проробки структури за рахунок забезпечення зсуву металу в окремих зонах заготівки. Відомий спосіб не може забезпечити достатнє пророблення осьової зони заготівки та можливість усунення нерівномірності та анізотропії механічних властивостей, так як переважно течія металу при деформуванні відбувається вздовж осі заготівки. В основу корисної моделі поставлена задача удосконалення способу деформування (кування) заготівок, який дає можливість підвищити компоненти зсуву, що забезпечує високу якість металу поковок за рахунок пророблення структури заготівки по всьому об'єму. Поставлена задача вирішується тим, що пластичне деформування заготівки виконується фасонними бойками (інструментами) послідовно із зсувом на локальній ділянці вздовж осі симетрії поперечного перерізу заготівки. Після деформування локальної ділянки заготівки продовжується деформування із зсувом послідовно по всій довжині заготівки з поздовжньою витягнутою віссю, після повороту заготівки навколо поздовжньої осі переважно на 90° повторюється деформування зі зсувом, після чого виконується поворот заготівки переважно на 45° та обтискання до необхідної форми плоскими бойками. Спосіб пластичного деформування заготівки фасонними бойками вздовж осі симетрії поперечного перерізу на локальній ділянці забезпечує підвищення компоненти зсуву в загальній деформації і відповідно підвищення ступеня високоякісної проробки осьової структури металу по всій довжині за рахунок перехресного зсуву. Суть запропонованого способу пластичного деформування виробів пояснюється кресленнями, де зображено: фіг. 1 - початкова стадія деформування; фіг. 2 - деформування заготівки; фіг. 3 - кантування заготівки на кут, який має значення переважно 90°; фіг. 4 - деформування заготівки; фіг. 5 - кантування заготівки на кут, який має значення переважно 45°; фіг. 6 - обтискання з кантуванням; фіг. 7 - розподіл деформацій зсуву за поперечним перерізом заготівки при деформуванні фасонними бойками, який отримано на основі моделювання методом скінчених елементів. Пропонований спосіб пластичного деформування виробів здійснюється наступним чином: нагріту заготівку 1, отриману, наприклад, шляхом білетування литої заготівки, розміщують в зону деформування між двома фасонними бойками (інструментами) 2 і 3, здійснюють деформування (кування) заготівки вздовж осі симетрії поперечного перерізу на першій ділянці для забезпечення зсуву частин металу заготівки. Така операція деформування забезпечує підвищення компоненти зсуву в загальній деформації і відповідно підвищення ступеня проробки заготівки. Деформування (кування) зі зсувом заготівки в першому проході здійснюється по всій її довжині. Після деформування (кування) і отримання фігурної заготівки із двома западинами відбувається її поворот навколо поздовжньої осі на кут, який переважно має значення 90°, і знову здійснюють деформування із зсувом вздовж осі симетрії поперечного перерізу по всій довжині заготівки з отриманням фігурної заготівки з чотирма западинами. Далі відбувається поворот фігурної заготівки на кут, який має значення переважно 45°. Після повороту заготівки відбувається обтискання плоскими бойками 4, 5 переважно з боку западини з кантівками до отримання необхідного перерізу і розмірів виробу. Таким способом можна також деформувати заготівки в холодному стані з метою інтенсивної проробки структури і отримання виробів з мілкозернистою структурою. Приклад. Здійснюють нагрівання заготівки 1 зі сталі 35 до температури 1100 °C (фіг. 1). Розміри заготівки: діаметр заготівки становить 1100 мм; довжина - 2000 мм. Заготівку розміщують в зону деформування між двома фасонними бойками 2 і 3 та здійснюють 1 UA 82189 U 5 10 15 деформування заготівки (фіг. 2, фіг. 7). Розміри фасонних бойків: висота ступеня становить 200 мм, кут нахилу ступеня α=15°, радіус переходу ступеня R=30 мм. Після деформування (кування) зі зсувом і отримання фігурної заготівки з двома западинами здійснюють її поворот навколо поздовжньої осі на кут 90° (фіг. 3), і знову здійснюють деформування із зсувом, після чого повертають фігурну заготівку на кут 45° (фіг. 4) і здійснюють обтискання плоскими бойками 4, 5 (фіг. 5) до отримання круглої поковки (фіг. 6) діаметром 1000 мм та довжиною 2420 мм. Застосування пропонованого способу пластичного деформування виробу дозволяє отримувати заготівку будь-якого перерізу з забезпеченням високоякісної проробки осьової структури металу по всій довжині за рахунок перехресного зсуву. 1. Охрименко, Я.М. Технология кузнечно-штамповочного производства / Я.М. Охрименко. М.: Машиностроение, 1976.-600 с. 2. Пат. 2047415 Российская Федерация, МПК6 В 21 J 1/04. Способ изготовления поковок / Найзабеков А.Б., Ашкеев Ж.А.; заявитель Найзабеков А.Б., Ашкеев Ж.А.; патентообладатель Ашкеев Ж.А. - №5054827/08; заявл. 15.07.1992; опубл. 10.11.1995.-4 с.: ил. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб пластичного деформування виробів з поздовжньою витягнутою віссю, який полягає у деформуванні фасонними бойками зі зсувом заготівки на локальній ділянці, який відрізняється тим, що деформування зі зсувом заготівки виконується вздовж осі симетрії поперечного перерізу заготівки послідовно по всій її довжині до отримання фігурної заготівки з двома западинами, виконується поворот заготівки навколо поздовжньої осі переважно на 90° та деформування зі зсувом по всій довжині заготівки до отримання фігурної заготівки з чотирма западинами, після чого виконується поворот заготівки переважно на 45° та обтискання заготівки до необхідної форми плоскими бойками. 2 UA 82189 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of plastic deformation of products
Автори англійськоюAliieva Leila Ihramotdinovna, Derevenko Iryna Anatoliivna, Zhbankov Yaroslav Hennadiiovych, Tahan Liubov Viktorivna
Назва патенту російськоюСпособ пластического деформирования изделий
Автори російськоюАлиева Лейла Играмотдиновна, Деревенько Ирина Анатольевна, Жбанков Ярослав Геннадьевич, Таган Любовь Викторовна
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, пластичного, деформування, виробів
Код посилання
<a href="https://ua.patents.su/5-82189-sposib-plastichnogo-deformuvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пластичного деформування виробів</a>
Пристрій для пластичного деформування виробів
Номер патенту: 48664
Опубліковано: 15.06.2004
Автори: Зосімова Вікторія Григорівна, Прядко Любов Давидівна, Шенфельд Гліб Глібович, Северенчук Андрій Станіславович
МПК: B21D 26/14
Мітки: деформування, виробів, пластичного, пристрій
Формула / Реферат:
Пристрій для пластичного деформування виробів, що містить циліндричний індуктор із концентратором магнітного поля, який складається з двох окремих ізольованих частин, що концентрично встановлені одна в одній, мають конусні поверхні сполучення, внутрішня частина концентратора є рухомою, виконана з виступним торцем, на якому установлено змінний робочий інструмент, переміщення внутрішньої частини концентратора обмежено зверху обмежником, який...
Спосіб керування процесом пластичного деформування металів
Номер патенту: 7087
Опубліковано: 15.06.2005
Автори: Нечаєв Григорій Іванович, Губачева Лариса Олександрівна, Гладушин Віталій Васильович
МПК: G01N 11/08, B21D 28/00
Мітки: металів, керування, пластичного, процесом, деформування, спосіб
Формула / Реферат:
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти...
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні
Номер патенту: 58424
Опубліковано: 11.04.2011
Автори: Шульгін Володимир Васильович, Пашинський Віктор Антонович
МПК: G01N 33/38
Мітки: ніздрюватих, спосіб, неруйнівний, міцності, контролю, шляхом, бетонів, пластичного, поверхні, деформування
Формула / Реферат:
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні, що полягає у зануренні в бетон штампа певної форми та розмірів з наступним визначенням залежно від розмірів отриманих відбитків марки та класу міцності, який відрізняється тим, що індентор, виконаний у формі кулі діаметром 20-40 мм, занурюється в бетон унаслідок статичної дії навантаження величиною 200-800 Н, а окремі тарувальні залежності...
Спосіб визначення кінетики руйнування матеріалів в процесі їх пружно-пластичного деформування
Номер патенту: 65499
Опубліковано: 15.03.2004
Автори: Грабовський Анатолій Павлович, Бобир Микола Іванович, Тимошенко Олександр Вікторович
МПК: G01N 3/08
Мітки: матеріалів, пружно-пластичного, кінетики, деформування, спосіб, руйнування, визначення, процесі
Формула / Реферат:
Спосіб визначення кінетики руйнування матеріалів в процесі їх пружно-пластичного деформування, що включає вимірювання поточних значень навантаження повздовжньої деформації та електричного опору робочої зони зразка, який відрізняється тим, що додатково вимірюють поточні значення поперечної деформації зразка та розраховують значення питомого об'ємного електричного опору за формулою:
Пристрій для деформування симетрично-осьових виробів
Номер патенту: 11986
Опубліковано: 16.01.2006
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович, Стрельников Віктор Григорович
МПК: B21C 1/00
Мітки: деформування, виробів, симетрично-осьових, пристрій
Формула / Реферат:
Пристрій для деформування симетрично-осьових виробів, що містить волоку, встановлену між обоймами з поздовжніми канавками, нахиленими до твірної, який відрізняється тим, що канавки обойми, встановленої до волоки, утворені виступами з радіусами закруглень, меншими від радіусів закруглень заглибин.