Спосіб бороміднення сталевих виробів
Номер патенту: 109188
Опубліковано: 10.08.2016
Автори: Красовський Михайло Олександрович, Поляков Ігор Анатолійович, Кузнецов Валерій Дмитрович, Чернега Світлана Михайлівна

Формула / Реферат
Спосіб бороміднення сталевих виробів, що включає розміщення порошкової суміші та виробів в тиглях, їх герметизацію, нагрівання до температури бороміднення, витримку, дифузійне насичення бором та міддю і охолодження, який відрізняється тим, що процес дифузійного насичення бором та міддю проводять в порошковій суміші із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл) з наступним співвідношенням компонентів мас. %:
оксид міді
2¸10
фторопласт
1¸2
технічний карбід бору
решта.
Текст
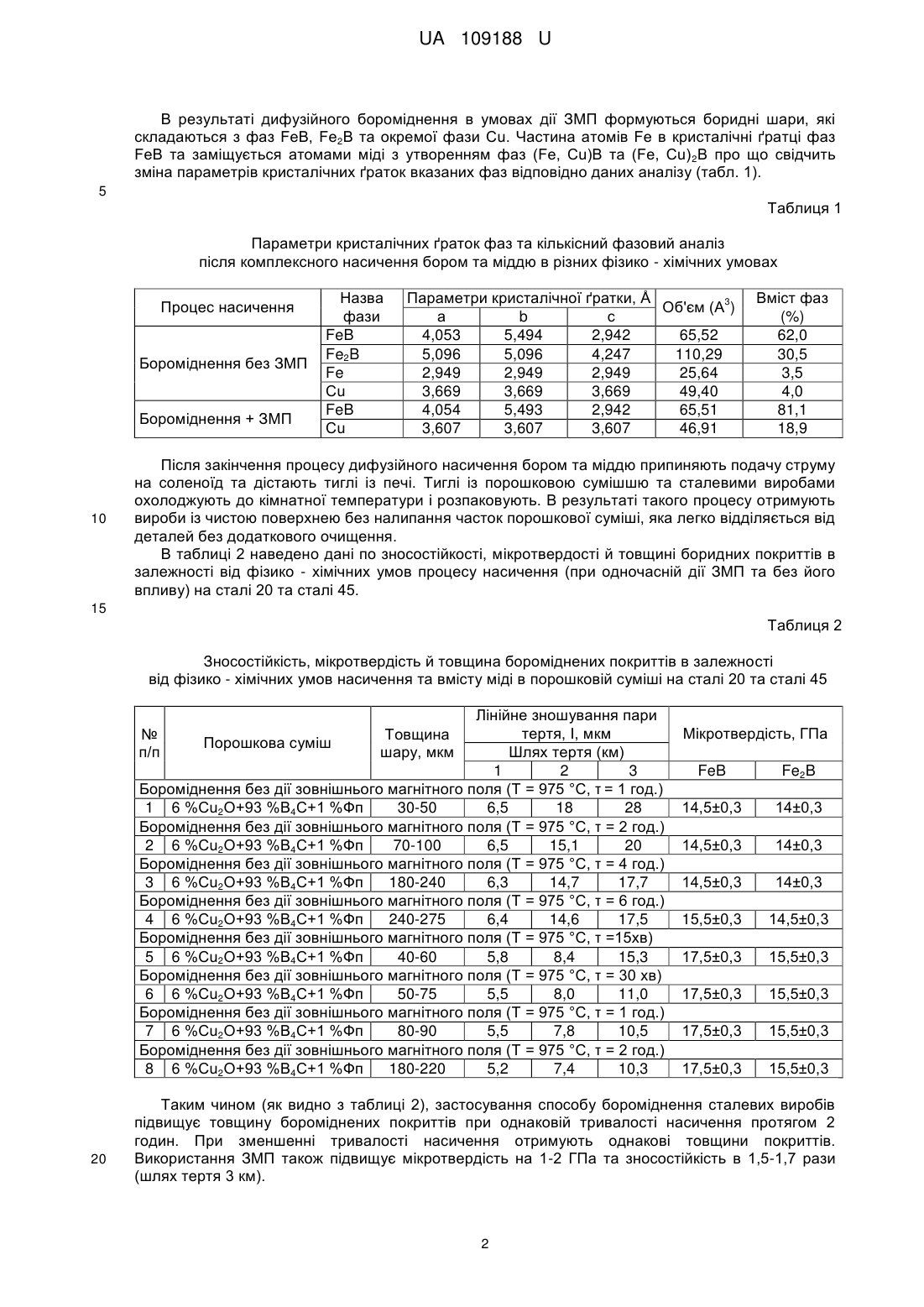
Реферат: Спосіб бороміднення сталевих виробів включає розміщення порошкової суміші та виробів в тиглях, їх герметизацію, нагрівання до температури бороміднення, витримку, дифузійне насичення бором та міддю і охолодження. Процес дифузійного насичення бором та міддю проводять в порошковій суміші із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл). UA 109188 U (12) UA 109188 U UA 109188 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до хіміко-термічної обробки сталевих виробів, деталей і вузлів, що працюють в умовах зносу, і може бути використано в машинобудуванні, суднобудуванні, інструментальному виробництві та харчовій промисловості. Відомим аналогом є спосіб бороміднення вуглецевої сталі 45, що включає нагрів контейнера із порошковою сумішшю та сталевими виробами до температури 950 °C, з витримкою протягом 6 годин. Після чого контейнери охолоджують разом з піччю до 350 °C, а потім на повітрі. Процес дифузійного насичення проводять в порошковій суміші при співвідношенні компонентів: карбід бору - 84 мас. %; Na2B4O7-16 мас. %, NH4Cl-2,5 мас. %, Аl2О3-2,5 мас. % та порошкоподібна мідь в кількості 2,4 і 8 мас. % [1]. Недоліком аналога є тривалий процес насичення сталі бором та міддю в порошковій суміші. Найближчим аналогом до корисної моделі є спосіб бороміднення штампового інструменту для гарячої штамповки із сталі 7 × 3, в якому проводять прогартовування карбіду бору при температурі 400-450 °C протягом 1-1,5 години, після чого суміш із порошків 96-98 % В4С і 2-4 % Сu та деталями поміщають в контейнери. Процес бороміднення проводять в контейнері при температурі 910-920 °C, з витримкою протягом 6 годин. Охолодження контейнерів відбувається разом з піччю до температур 400-450 °C, потім - на повітрі до температури 50-80 °C. Після вивантаження з контейнера штамповий інструмент очищають від слідів карбіду бору сухою ганчіркою [2]. Недоліком найближчого аналога є низька швидкість росту боридних голок, що приводить до збільшення тривалості насичення штампового інструменту. Крім того, отримані таким способом бороміднені покриття мають недостатню зносостійкість тому, що додавання до порошкової суміші порошкоподібної міді не призводить до утворення в сформованому боридному покритті окремих виділень фази міді, яка при зношуванні виконує роль твердого мастила. В основу корисної моделі поставлена задача вдосконалення способу бороміднення сталевих виробів, зменшення тривалості дифузійного насичення бором та міддю, підвищення мікротвердості та зносостійкості сталевих виробів за рахунок використання зовнішнього магнітного поля (ЗМП) напруженістю 0,28-0,36 кА/м (0,35-0,45 мТл). Поставлена задача вирішується тим, що спосіб бороміднення сталевих виробів, що включає розміщення порошкової суміші та виробів в тиглях, їх герметизацію, нагрівання до температури бороміднення, витримку, дифузійне насичення бором та міддю і охолодження, згідно з корисною моделлю, процес дифузійного насичення бором та міддю проводять в порошковій суміші із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл) з наступним співвідношенням компонентів мас. %: оксид міді 210 фторопласт 12 технічний карбід бору решта. Корисну модель виконують наступним чином. Сталеві вироби із сталі 45 поміщають у герметичний контейнер з плавким затвором. Проводять рівномірну закладку компонентів порошкової суміші, герметизують і поміщають в нагріту до температури дифузійного бороміднення (910-1000 °C) піч. Піч із завантаженими в неї тиглями поміщають в соленоїд та витримують протягом 10-15 хв. Після витримки вмикають трансформатор, який підключають до соленоїда. В результаті проходження струму через витки соленоїда виникає магнітна індукція величиною 0,28-0,36 кА/м (0,35-0,45 мТл). При нагріванні тиглів до температури дифузійного бороміднення вище 910 °C в порошковій суміші на поверхні сталевих виробів утворюється плівка з В2О3, яка слугує джерелом двох- та тривалентних іонів бору, які мають свої магнітні моменти. ЗМП взаємодіє з іонами бору і спричиняє направлений рух іонів бору до стальної поверхні виробу та прискорює утворення боридних фаз FeB та Fe2B. ЗМП спричиняє зміщення в розташуванні спінів в атомах ґратки аустеніту, що впливає на ефективний радіус атома аустеніту і, як наслідок, призводить до незначного розширення пор в кристалічній ґратці. Останнє, в свою чергу, зменшує енергію активації для дифузійного проникнення атомів. Формування активних атомів міді в результаті реакції відновлення із сполуки Сu 2О та за наявності локальних контактів рідкої фази В2О3, яка входить до складу технічного карбіду бору, з металевою поверхнею, що насичується, відбувається локальна інтенсивна дифузія атомів міді в поверхневі шари сталевих виробів, що призводить до утворення твердих розчинів заміщення (Fe, Cu)B та (Fe, Сu)2 В та виділення окремих включень Сu в боридних фазах. Сu фаза підвищує зносостійкість боридних фаз за умов сухого тертя - ковзання, кочення тому, що включення Сu виконують роль твердого мастила, що призводить до зменшення інтенсивності зношування. 1 UA 109188 U В результаті дифузійного бороміднення в умовах дії ЗМП формуються боридні шари, які складаються з фаз FeB, Fe2B та окремої фази Сu. Частина атомів Fe в кристалічні ґратці фаз FeB та заміщується атомами міді з утворенням фаз (Fe, Cu)B та (Fe, Cu) 2B про що свідчить зміна параметрів кристалічних ґраток вказаних фаз відповідно даних аналізу (табл. 1). 5 Таблиця 1 Параметри кристалічних ґраток фаз та кількісний фазовий аналіз після комплексного насичення бором та міддю в різних фізико - хімічних умовах Процес насичення Бороміднення без ЗМП Бороміднення + ЗМП 10 Назва фази FeB Fe2B Fe Сu FeB Сu Параметри кристалічної ґратки, Å 3 Об'єм (А ) а b с 4,053 5,494 2,942 65,52 5,096 5,096 4,247 110,29 2,949 2,949 2,949 25,64 3,669 3,669 3,669 49,40 4,054 5,493 2,942 65,51 3,607 3,607 3,607 46,91 Вміст фаз (%) 62,0 30,5 3,5 4,0 81,1 18,9 Після закінчення процесу дифузійного насичення бором та міддю припиняють подачу струму на соленоїд та дістають тиглі із печі. Тиглі із порошковою сумішшю та сталевими виробами охолоджують до кімнатної температури і розпаковують. В результаті такого процесу отримують вироби із чистою поверхнею без налипання часток порошкової суміші, яка легко відділяється від деталей без додаткового очищення. В таблиці 2 наведено дані по зносостійкості, мікротвердості й товщині боридних покриттів в залежності від фізико - хімічних умов процесу насичення (при одночасній дії ЗМП та без його впливу) на сталі 20 та сталі 45. 15 Таблиця 2 Зносостійкість, мікротвердість й товщина бороміднених покриттів в залежності від фізико - хімічних умов насичення та вмісту міді в порошковій суміші на сталі 20 та сталі 45 Лінійне зношування пари тертя, І, мкм Порошкова суміш Шлях тертя (км) 1 2 3 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 1 год.) 1 6 %Сu2О+93 %В4С+1 %Фп 30-50 6,5 18 28 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 2 год.) 2 6 %Сu2О+93 %В4С+1 %Фп 70-100 6,5 15,1 20 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 4 год.) 3 6 %Сu2О+93 %В4С+1 %Фп 180-240 6,3 14,7 17,7 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 6 год.) 4 6 %Сu2О+93 %В4С+1 %Фп 240-275 6,4 14,6 17,5 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ =15хв) 5 6 %Сu2О+93 %В4С+1 %Фп 40-60 5,8 8,4 15,3 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 30 хв) 6 6 %Сu2О+93 %В4С+1 %Фп 50-75 5,5 8,0 11,0 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 1 год.) 7 6 %Сu2О+93 %В4С+1 %Фп 80-90 5,5 7,8 10,5 Бороміднення без дії зовнішнього магнітного поля (Т = 975 °C, τ = 2 год.) 8 6 %Сu2О+93 %В4С+1 %Фп 180-220 5,2 7,4 10,3 № п/п 20 Товщина шару, мкм Мікротвердість, ГПа FeB Fe2B 14,5±0,3 14±0,3 14,5±0,3 14±0,3 14,5±0,3 14±0,3 15,5±0,3 14,5±0,3 17,5±0,3 15,5±0,3 17,5±0,3 15,5±0,3 17,5±0,3 15,5±0,3 17,5±0,3 15,5±0,3 Таким чином (як видно з таблиці 2), застосування способу бороміднення сталевих виробів підвищує товщину бороміднених покриттів при однаковій тривалості насичення протягом 2 годин. При зменшенні тривалості насичення отримують однакові товщини покриттів. Використання ЗМП також підвищує мікротвердість на 1-2 ГПа та зносостійкість в 1,5-1,7 рази (шлях тертя 3 км). 2 UA 109188 U 5 Джерело інформації: 1. Похмурский В. И. Повышение долговечности деталей машин с помощью диффузионных покрытий / В. И. Похмурский, В. Б. Далисов, В. М. Голубец. - К.: Наукова думка, 1980. - 188 с. 2. Евдокимов В. Д. Технология упрочнения машиностроительных материалов / В. Д. Евдокимов, Л. П. Клименко, А. Н. Евдокимова. -К.: Професіонал, 2006. - С. 114-115. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб бороміднення сталевих виробів, що включає розміщення порошкової суміші та виробів в тиглях, їх герметизацію, нагрівання до температури бороміднення, витримку, дифузійне насичення бором та міддю і охолодження, який відрізняється тим, що процес дифузійного насичення бором та міддю проводять в порошковій суміші із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл), з наступним співвідношенням компонентів, мас. %: оксид міді 210 фторопласт 12 технічний карбід бору решта. 15 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: сталевих, бороміднення, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/5-109188-sposib-boromidnennya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб бороміднення сталевих виробів</a>
Склад порошкової суміші для бороміднення сталевих виробів

Номер патенту: 83894
Опубліковано: 10.10.2013
Автори: Поляков Ігор Анатолійович, Чернега Світлана Михайлівна, Медова Ірина Юріївна
МПК: C23C 8/00
Мітки: суміші, склад, бороміднення, виробів, сталевих, порошкової
Формула / Реферат:
Склад для бороміднення сталевих виробів, що містить мідьвмісний матеріал та технічний карбід бору, який відрізняється тим, що додатково містить фторопласт, як мідьвмісний матеріал використаний порошок Сu2О, при наступному співвідношенні компонентів, в % по масі: окис міді 4- фторопласт 1-2 технічний карбід бору решта.
Спосіб борування сталевих виробів
Номер патенту: 108781
Опубліковано: 25.07.2016
Автори: Кузнецов Валерій Дмитрович, Поляков Ігор Анатолійович, Чернега Світлана Михайлівна, Красовський Михайло Олександрович
Мітки: борування, спосіб, виробів, сталевих
Формула / Реферат:
Спосіб борування сталевих виробів, що включає розміщення насичуючої суміші та виробів в печі, нагрівання їх до температури борування, витримку та дифузійне насичення бором в зовнішньому магнітному полі, який відрізняється тим, що насичуючу суміш та сталеві вироби розміщують в тиглях з плавким затвором, який забезпечує герметизацію, а процес дифузійного насичення бором відбувається із одночасною дією зовнішнього магнітного поля з магнітною...
Спосіб дифузійного борохромування сталевих виробів
Номер патенту: 110116
Опубліковано: 25.11.2015
Автор: Стецько Андрій Євгенович
МПК: C23C 10/32, C23C 8/70
Мітки: дифузійного, борохромування, виробів, спосіб, сталевих
Формула / Реферат:
Спосіб дифузійного борохромування сталевих виробів, який включає нанесення на вироби борохромувальної суміші, що містить джерело хрому, карбіду бору і фторопласт, та термообробку, який відрізняється тим, що борохромувальна суміш є обмазкою, де джерелом хрому є ферохром, і вона додатково містить нікель, при такому співвідношенні компонентів, мас. %: ферохром 5-7 фторопласт ...
Спосіб насичення сталевих виробів бором та вуглецем
Номер патенту: 99562
Опубліковано: 27.08.2012
Автори: Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович, Безрукава Оксана Григорівна, Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна
МПК: C23C 8/72, C23C 8/06, C23C 8/28, C23C 8/60
Мітки: сталевих, спосіб, вуглецем, бором, насичення, виробів
Формула / Реферат:
Спосіб насичення сталевих виробів бором та вуглецем, що включає нагрівання їх в контейнері, що містить боровмісну суміш з карбідом бору та фторидом натрію і деревновугільний карбюризатор в насичуючому середовищі та витримку їх при температурі 950 °С, який відрізняється тим, що процес насичення сталевих виробів здійснюють в насичуючому середовищі, складові якого розташовані таким чином, що в верхній частині контейнера розміщено шар...
Склад для борування сталевих виробів
Номер патенту: 106675
Опубліковано: 25.09.2014
Автори: Мамотенко Оксана Андріївна, Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна, Мостовий Володимир Іванович, Шаптала Оксана Станіславівна, Спиридонова Ірина Михайлівна
МПК: C23C 8/70
Мітки: борування, склад, виробів, сталевих
Формула / Реферат:
Склад для борування сталевих виробів, що містить карбід бору, карбонат натрію, деревновугільний карбюризатор, який відрізняється тим, що додатково містить фторид натрію та відпрацьований боризатор в наступній кількості, мас. %: карбід бору 5-20 фторид натрію 1-2 карбонат натрію 2-3 деревновугільний карбюризатор ...
Попередній патент: Система автоматичного регулювання тиску наддувного повітря в циліндрах дизеля
Наступний патент: Склад для бороміднення сталевих виробів
Випадковий патент: Спосіб та пристрій передачі користувацьких даних з використанням інформаційного каналу