Спосіб борування сталевих виробів
Номер патенту: 108781
Опубліковано: 25.07.2016
Автори: Красовський Михайло Олександрович, Поляков Ігор Анатолійович, Кузнецов Валерій Дмитрович, Чернега Світлана Михайлівна

Формула / Реферат
Спосіб борування сталевих виробів, що включає розміщення насичуючої суміші та виробів в печі, нагрівання їх до температури борування, витримку та дифузійне насичення бором в зовнішньому магнітному полі, який відрізняється тим, що насичуючу суміш та сталеві вироби розміщують в тиглях з плавким затвором, який забезпечує герметизацію, а процес дифузійного насичення бором відбувається із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл).
Текст
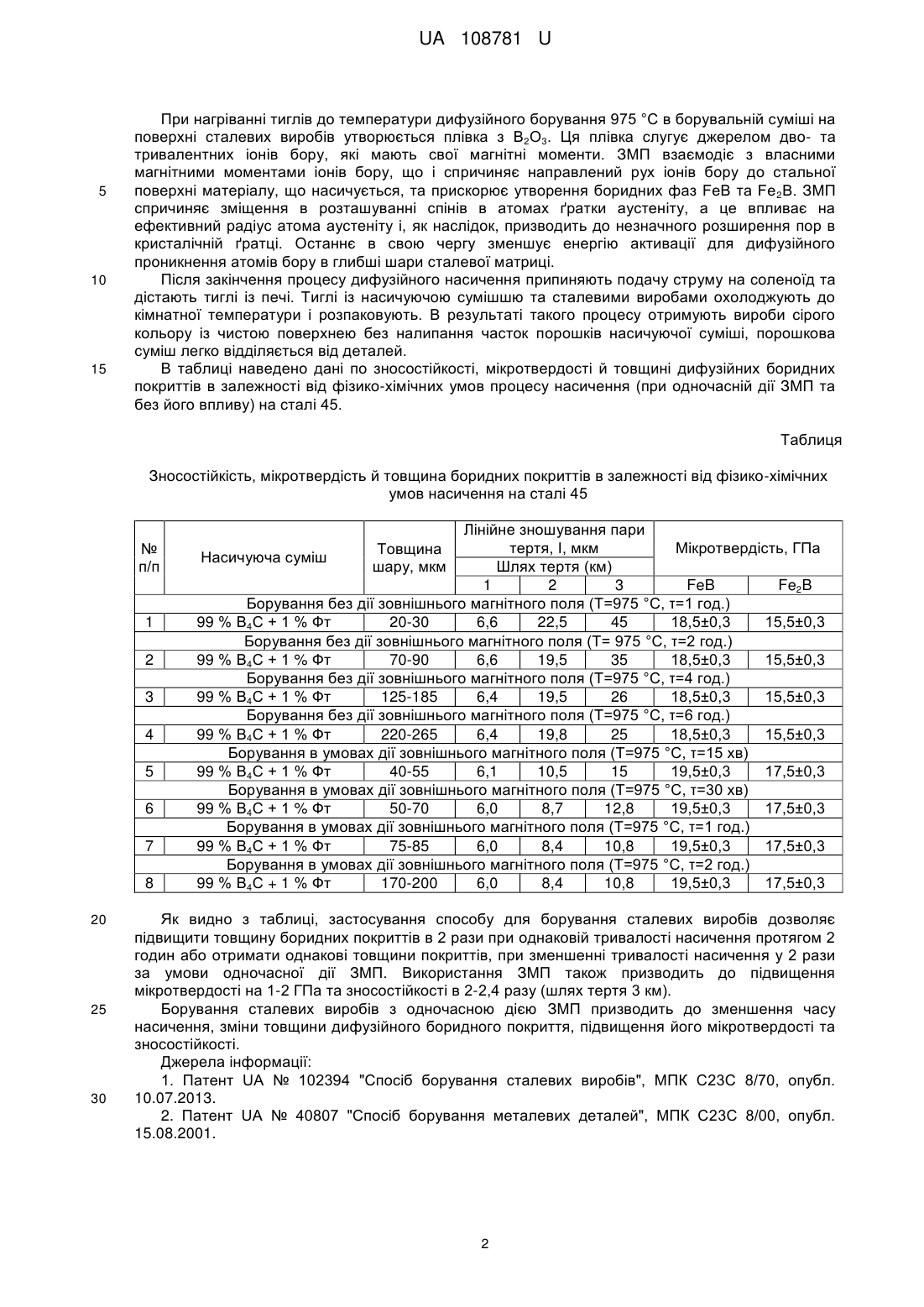
Реферат: Спосіб борування сталевих виробів включає розміщення насичуючої суміші та виробів в печі, нагрівання їх до температури борування, витримку та дифузійне насичення бором в зовнішньому магнітному полі. Насичуючу суміш та сталеві вироби розміщують в тиглях з плавким затвором, а процес дифузійного насичення бором відбувається із одночасною дією зовнішнього магнітного поля. UA 108781 U (12) UA 108781 U UA 108781 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузей машинобудування, суднобудування, інструментального виробництва та харчової промисловості, а саме до хіміко-термічної обробки металевих виробів, що працюють в умовах зносу. Відомий спосіб борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, при цьому першу стадію борування здійснюють впродовж 2-4 годин при температурі 900-950 °C, після чого розпочинають другу стадію, підвищують температуру до 1020-1070 °C, і витримують вироби при цій температурі впродовж 0,5-1,5 години в порошковій суміші на основі карбіду бору [1]. Недоліками відомого способу борування сталевих виробів є використання двостадійного процесу, що збільшує тривалість дифузійного насичення до 2,5-5,5 годин. При цьому другу стадію насичення проводять при високих температурах, що призводить до різкого росту зерна сталевих виробів, подрібнення якого потребує додаткової термічної обробки. При цьому ріст зерна погіршує механічні властивості сталевих виробів. Найближчим аналогом корисної моделі є спосіб борування металевих деталей, який включає їх дифузійне насичення бором в безокиснювальних боратних теплоносіях, в магнітному полі, це призводить до збільшення швидкості насичення поверхневого шару деталей бором. Процес проводять при напруженості зовнішнього магнітного поля (ЗМП) в межах від 5 кА/м до 2,5 МА/м [2]. Недоліками найбільш близького способу є необхідність застосування спеціальних установок, які формують високі показники струму, в результаті чого утворюється висока напруженість ЗМП. Крім того використання безокиснювальних боратних теплоносіїв призводить до спікання порошкової суміші і налипання її на поверхню сталевого виробу. Це ускладнює відділення насичуючої суміші від виробу. В результаті цього виникає потреба введення додаткової технологічної операції по відмиванню боруючої суміші від виробу. В основу корисної моделі поставлено задачу вдосконалення способу борування сталевих виробів, зменшення часу насичення, підвищення мікротвердості та зносостійкості сталевих виробів за рахунок використання ЗМП напруженістю 0,28-0,36 кА/м (0,35-0,45 мТл). Поставлена задача вирішується тим, що в способі борування сталевих виробів, що включає розміщення насичуючої суміші та виробів в печі, нагрівання їх до температури борування, витримку та дифузійне насичення бором в зовнішньому магнітному полі, згідно з корисною моделлю, насичуючу суміш та сталеві вироби розміщують в тиглях з плавким затвором, який забезпечує герметизацію, а процес дифузійного насичення бором відбувається із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл). Спосіб здійснюється наступним чином. Відшліфовані, знежирені в технічному спирті та просушені вироби розміщують в тиглі з нержавіючої сталі 10 × 18Н9Т і засипають порошковою сумішшю відповідного складу, що складається з 12 % по масі фторопласту, технічний карбід бору - решта. При цьому відстань між виробами і стінками контейнера складає не менше 5 мм. Для запобігання окислювання виробів і поліпшення умов процесу насичення тиглі герметизують. Для цього порошкову суміш відокремлюють від атмосфери печі азбестовою прокладкою, поверх якої насипають шар натрійсилікатного скла товщиною 25-30 мм. При нагріванні до температур борування 960975 °C, натрійсилікатне скло розплавляється, утворюючи при цьому плавкий затвор, це забезпечує герметизацію контейнера. Тиглі із запакованою в них насичуючою сумішшю та сталевими виробами поміщають в попередньо нагріту до 975 °C високотемпературну лабораторну піч типу СШОЛ 1.6,3/11 (С нагрів опором; Ш - шахтна; О - звичайна (окислювальна) атмосфера; Л - лабораторна). Задана температура підтримується автоматично за допомогою спеціального терморегулятора ТР1340, що забезпечує максимальне відхилення температури від заданого значення на величину не більш 1 °C. Високотемпературну піч із завантаженими в неї тиглями поміщають в соленоїд. Після витримки протягом 10-15 хв вмикають трансформатор, який черезспеціальний діодний міст, підключають до соленоїда. Для створення ЗМП використовують соленоїд із внутрішнім діаметром 295 мм та висотою 450 мм. Соленоїд складається із 635 витків шини алюмінієвого сплаву, розміром 10 × 20 мм; сила струму, яку подають на діодний міст становить 60-70 А. В результаті проходження струму через витки соленоїда виникає магнітна індукція величиною 0,28-0,36 кА/м (0,35-0,45 мТл). Для запобігання перегріву соленоїда, його охолоджують за допомогою вентилятора, який розміщують під соленоїдом. 1 UA 108781 U 5 10 15 При нагріванні тиглів до температури дифузійного борування 975 °C в борувальній суміші на поверхні сталевих виробів утворюється плівка з В2О3. Ця плівка слугує джерелом дво- та тривалентних іонів бору, які мають свої магнітні моменти. ЗМП взаємодіє з власними магнітними моментами іонів бору, що і спричиняє направлений рух іонів бору до стальної поверхні матеріалу, що насичується, та прискорює утворення боридних фаз FeB та Fe 2B. ЗМП спричиняє зміщення в розташуванні спінів в атомах ґратки аустеніту, а це впливає на ефективний радіус атома аустеніту і, як наслідок, призводить до незначного розширення пор в кристалічній ґратці. Останнє в свою чергу зменшує енергію активації для дифузійного проникнення атомів бору в глибші шари сталевої матриці. Після закінчення процесу дифузійного насичення припиняють подачу струму на соленоїд та дістають тиглі із печі. Тиглі із насичуючою сумішшю та сталевими виробами охолоджують до кімнатної температури і розпаковують. В результаті такого процесу отримують вироби сірого кольору із чистою поверхнею без налипання часток порошків насичуючої суміші, порошкова суміш легко відділяється від деталей. В таблиці наведено дані по зносостійкості, мікротвердості й товщині дифузійних боридних покриттів в залежності від фізико-хімічних умов процесу насичення (при одночасній дії ЗМП та без його впливу) на сталі 45. Таблиця Зносостійкість, мікротвердість й товщина боридних покриттів в залежності від фізико-хімічних умов насичення на сталі 45 № п/п 1 2 3 4 5 6 7 8 20 25 30 Лінійне зношування пари тертя, І, мкм Мікротвердість, ГПа Насичуюча суміш Шлях тертя (км) 1 2 3 FeB Fe2B Борування без дії зовнішнього магнітного поля (Т=975 °C, τ=1 год.) 99 % В4С + 1 % Фт 20-30 6,6 22,5 45 18,5±0,3 15,5±0,3 Борування без дії зовнішнього магнітного поля (Т= 975 °C, τ=2 год.) 99 % В4С + 1 % Фт 70-90 6,6 19,5 35 18,5±0,3 15,5±0,3 Борування без дії зовнішнього магнітного поля (Т=975 °C, τ=4 год.) 99 % В4С + 1 % Фт 125-185 6,4 19,5 26 18,5±0,3 15,5±0,3 Борування без дії зовнішнього магнітного поля (Т=975 °C, τ=6 год.) 99 % В4С + 1 % Фт 220-265 6,4 19,8 25 18,5±0,3 15,5±0,3 Борування в умовах дії зовнішнього магнітного поля (Т=975 °C, τ=15 хв) 99 % В4С + 1 % Фт 40-55 6,1 10,5 15 19,5±0,3 17,5±0,3 Борування в умовах дії зовнішнього магнітного поля (Т=975 °C, τ=30 хв) 99 % В4С + 1 % Фт 50-70 6,0 8,7 12,8 19,5±0,3 17,5±0,3 Борування в умовах дії зовнішнього магнітного поля (Т=975 °C, τ=1 год.) 99 % В4С + 1 % Фт 75-85 6,0 8,4 10,8 19,5±0,3 17,5±0,3 Борування в умовах дії зовнішнього магнітного поля (Т=975 °C, τ=2 год.) 99 % В4С + 1 % Фт 170-200 6,0 8,4 10,8 19,5±0,3 17,5±0,3 Товщина шару, мкм Як видно з таблиці, застосування способу для борування сталевих виробів дозволяє підвищити товщину боридних покриттів в 2 рази при однаковій тривалості насичення протягом 2 годин або отримати однакові товщини покриттів, при зменшенні тривалості насичення у 2 рази за умови одночасної дії ЗМП. Використання ЗМП також призводить до підвищення мікротвердості на 1-2 ГПа та зносостійкості в 2-2,4 разу (шлях тертя 3 км). Борування сталевих виробів з одночасною дією ЗМП призводить до зменшення часу насичення, зміни товщини дифузійного боридного покриття, підвищення його мікротвердості та зносостійкості. Джерела інформації: 1. Патент UA № 102394 "Спосіб борування сталевих виробів", МПК С23С 8/70, опубл. 10.07.2013. 2. Патент UA № 40807 "Спосіб борування металевих деталей", МПК С23С 8/00, опубл. 15.08.2001. 2 UA 108781 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб борування сталевих виробів, що включає розміщення насичуючої суміші та виробів в печі, нагрівання їх до температури борування, витримку та дифузійне насичення бором в зовнішньому магнітному полі, який відрізняється тим, що насичуючу суміш та сталеві вироби розміщують в тиглях з плавким затвором, який забезпечує герметизацію, а процес дифузійного насичення бором відбувається із одночасною дією зовнішнього магнітного поля з магнітною індукцією 0,28-0,36 кА/м (0,35-0,45 мТл). Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, борування, сталевих, виробів
Код посилання
<a href="https://ua.patents.su/5-108781-sposib-boruvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб борування сталевих виробів</a>
Склад для борування сталевих виробів
Номер патенту: 106675
Опубліковано: 25.09.2014
Автори: Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна, Мамотенко Оксана Андріївна, Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна, Шаптала Оксана Станіславівна
МПК: C23C 8/70
Мітки: виробів, склад, сталевих, борування
Формула / Реферат:
Склад для борування сталевих виробів, що містить карбід бору, карбонат натрію, деревновугільний карбюризатор, який відрізняється тим, що додатково містить фторид натрію та відпрацьований боризатор в наступній кількості, мас. %: карбід бору 5-20 фторид натрію 1-2 карбонат натрію 2-3 деревновугільний карбюризатор ...
Спосіб рідинного борування сталевих виробів
Номер патенту: 96419
Опубліковано: 10.02.2015
Автори: Колюча Валентина Дмитрієвна, Мостовий Володимир Іванович, Федоренкова Любов Іванівна
МПК: C23C 8/40
Мітки: виробів, спосіб, борування, рідинного, сталевих
Формула / Реферат:
Спосіб рідинного борування сталевих виробів, що включає борування в розплаві бури, активованому пропусканням струму, при 900 °C, який відрізняється тим, що рідинне борування здійснюють в розплаві бури, попередньо активованому пропусканням електричного струму щільністю 0,1-1,25А/см2 впродовж 40-60 годин.
Спосіб борування сталевих виробів
Номер патенту: 102394
Опубліковано: 10.07.2013
Автори: Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна, Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович
МПК: C23C 8/70
Мітки: спосіб, борування, виробів, сталевих
Формула / Реферат:
Спосіб борування сталевих виробів, що включає борування з нагрівом та витримкою в дві стадії в суміші для борування, що містить компоненти бору та молібдену, який відрізняється тим, що першу стадію борування здійснюють впродовж 2-4 годин при температурі 900-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1020-1070 °С, і витримують при ній вироби впродовж 0,5-1,5 години в порошковій суміші, що додатково містить карбід...
Склад для борування сталевих виробів
Номер патенту: 33654
Опубліковано: 10.07.2008
Автори: Павлюченко Олександр Олексійович, Костик Вікторія Олегівна, Костик Катерина Олександрівна
МПК: C23C 8/00
Мітки: сталевих, виробів, борування, склад
Формула / Реферат:
Склад для борування сталевих виробів, що включає фтористий натрій, який відрізняється тим, що додатково містить фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас. %: фтористий натрій 7-10 фтористий літій 7-10 поліборид магнію 80-86.
Спосіб борування сталевих виробів та склад для його здійснення
Номер патенту: 102511
Опубліковано: 25.07.2013
Автори: Федоренкова Любов Іванівна, Колюча Валентина Дмитрієвна, Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна
МПК: C23C 8/70, C21D 1/74, C23C 8/68
Мітки: сталевих, борування, склад, спосіб, виробів, здійснення
Формула / Реферат:
1. Спосіб борування сталевих виробів, що включає борування в контейнерах з нагрівом та витримкою в дві стадії, який відрізняється тим, що для борування використовують склад, який містить триоксид молібдену МоО3, при цьому першу стадію борування здійснюють впродовж 3-4 годин при температурі 920-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С і витримують при ній вироби впродовж 0,2-1,0 години.2....
Попередній патент: Установка для формування виробів з бетонних сумішей
Наступний патент: Установка для дослідження параметрів шнека з еластичною гвинтовою поверхнею
Випадковий патент: Спосіб терапії хворих на артеріальну гіпертензію, асоційовану з ожирінням