Оправка цангова
Номер патенту: 109191
Опубліковано: 27.07.2015
Автори: Гриценко Микола Іванович, Ємець Микола Васильович, Пшеничний Ігор Арсентійович

Формула / Реферат
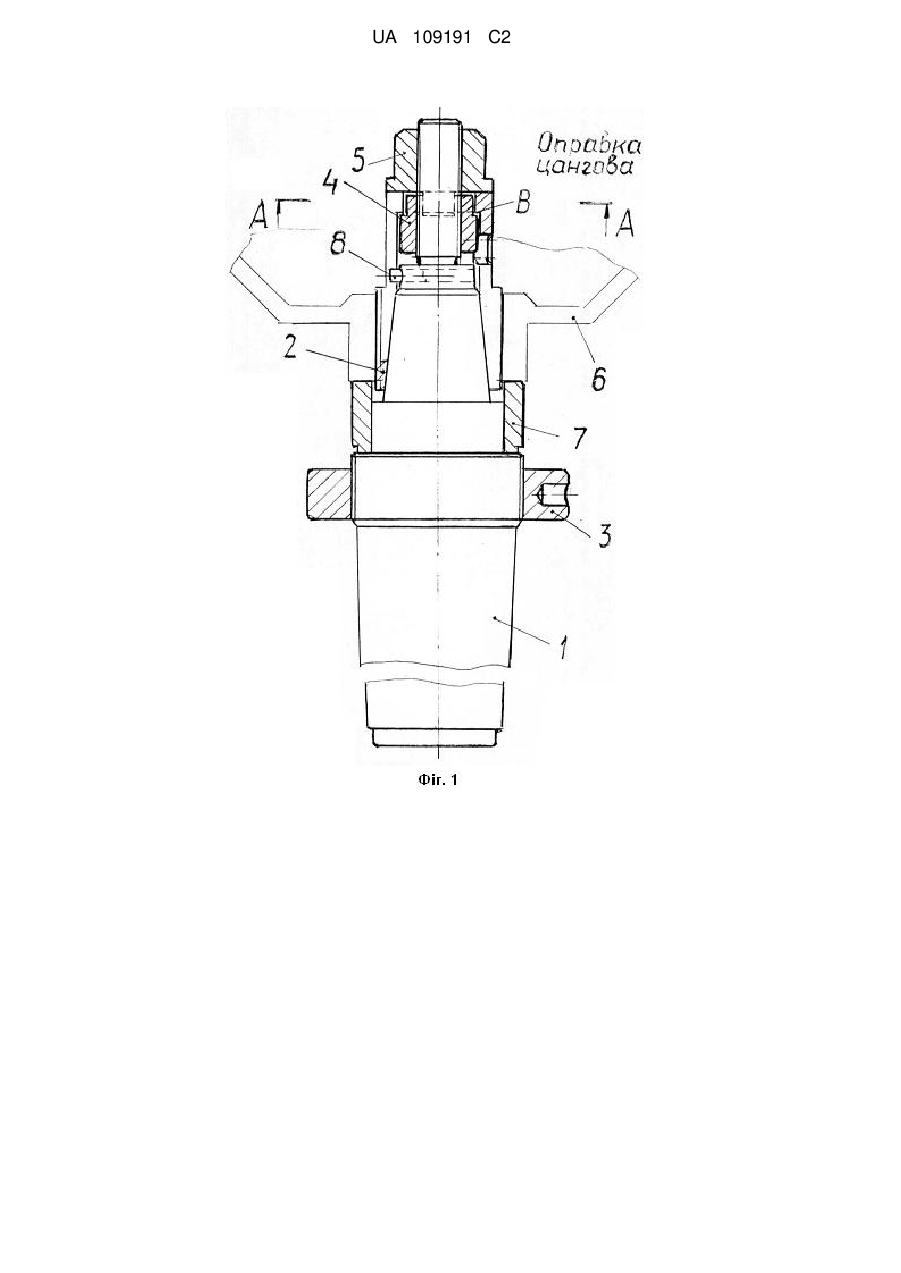
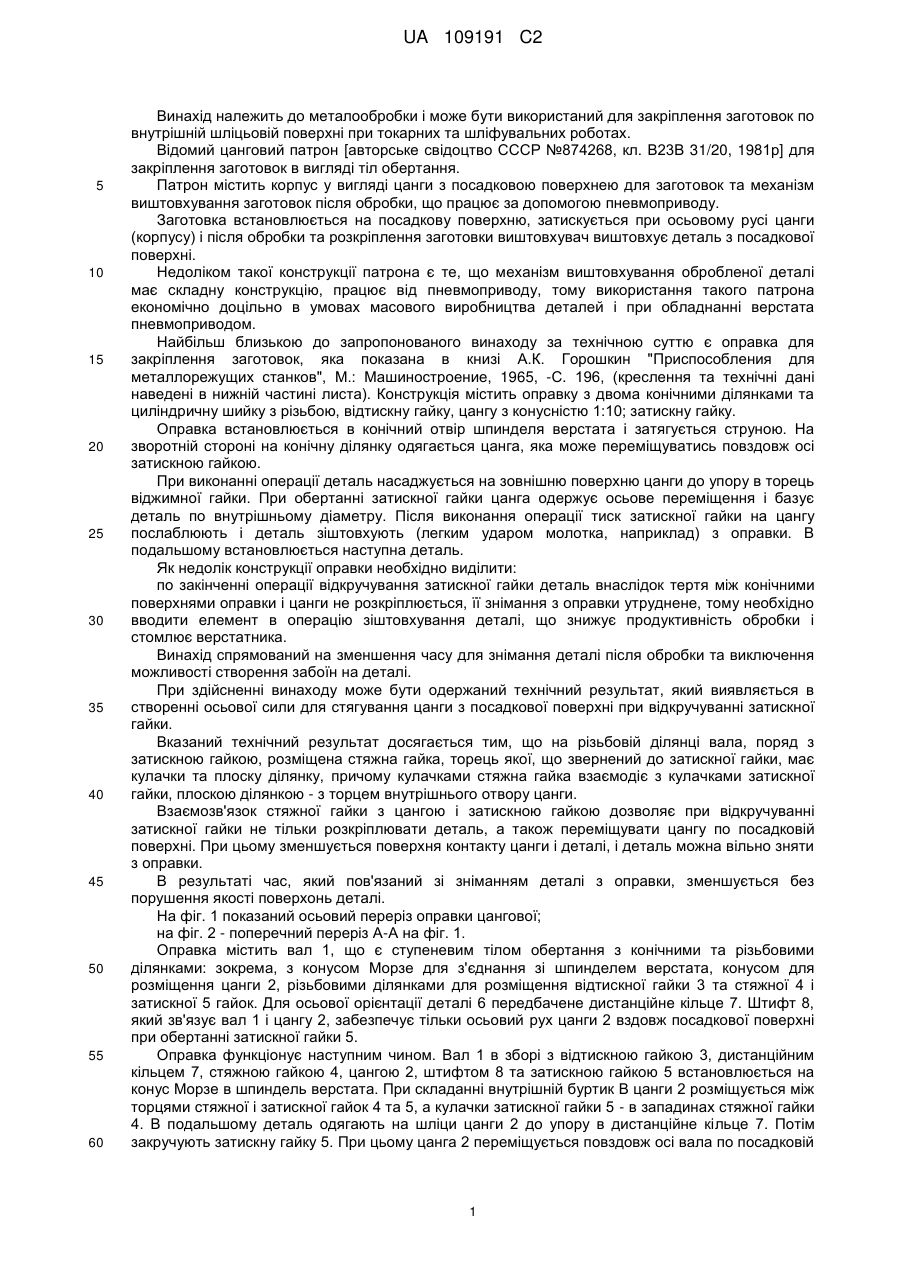
Оправка цангова для закріплення заготовок по внутрішній шліцьовій поверхні, що містить вал, відтискну гайку, цангу, затискну гайку, яка відрізняється тим, що на різьбовій ділянці вала, поряд з затискною гайкою, розміщена стяжна гайка, торець якої, що звернений до затискної гайки, має кулачки та плоску ділянку, причому кулачками стяжна гайка взаємодіє з кулачками затискної гайки, плоскою ділянкою - з торцем внутрішнього отвору цанги.
Текст
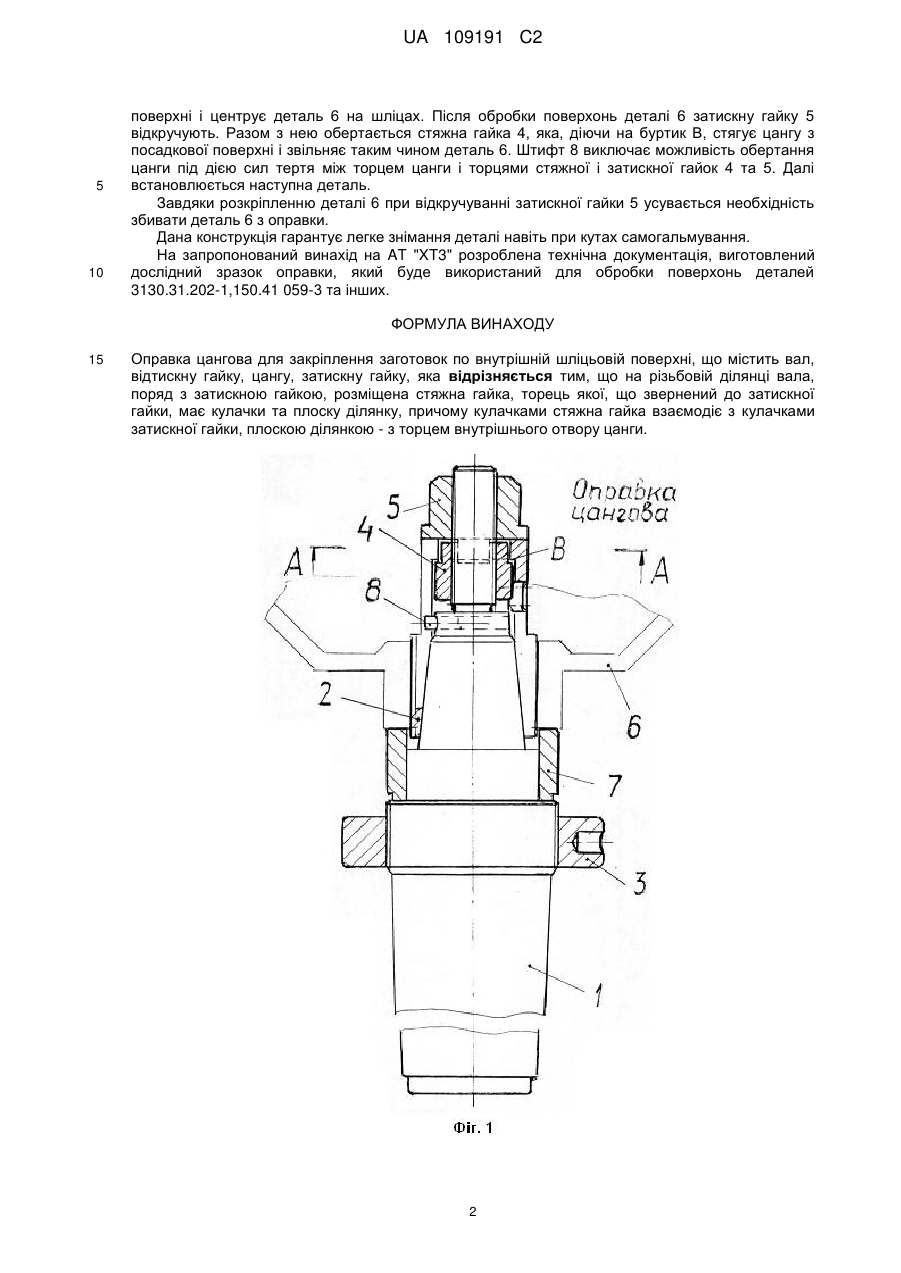
Реферат: Винахід належить до металообробки і може бути використаний для закріплення заготовок по внутрішній шліцьовій поверхні на токарних і шліфувальних верстатах. Оправка містить вал, цангу, відтискну гайку, стяжну та затискну гайки. При зборі оправки вказані деталі розміщують на відповідних ділянках вала. Зовнішня поверхня цанги - шліци - утворює базу для розміщення деталі. Осьове положення деталі визначається за допомогою мірного дистанційного кільця. Цанга своєю кільцевою поверхнею, утвореною зовнішнім та внутрішнім торцями, розміщується між торцевими поверхнями стяжної та затискної гайок. В той же час стяжна та затискна гайки з'єднані кулачками, які розміщені на інших ділянках вказаних торців. Завдяки можливості розкріплення деталі при відкручуванні затискної гайки виключається необхідність вводити операцію - збивання деталі після обробки. При використанні запропонованої оправки продуктивність праці підвищується, покращуються умови роботи верстатника, якість виготовленої деталі не погіршується. UA 109191 C2 (12) UA 109191 C2 UA 109191 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до металообробки і може бути використаний для закріплення заготовок по внутрішній шліцьовій поверхні при токарних та шліфувальних роботах. Відомий цанговий патрон [авторське свідоцтво СССР №874268, кл. В23В 31/20, 1981р] для закріплення заготовок в вигляді тіл обертання. Патрон містить корпус у вигляді цанги з посадковою поверхнею для заготовок та механізм виштовхування заготовок після обробки, що працює за допомогою пневмоприводу. Заготовка встановлюється на посадкову поверхню, затискується при осьовому русі цанги (корпусу) і після обробки та розкріплення заготовки виштовхувач виштовхує деталь з посадкової поверхні. Недоліком такої конструкції патрона є те, що механізм виштовхування обробленої деталі має складну конструкцію, працює від пневмоприводу, тому використання такого патрона економічно доцільно в умовах масового виробництва деталей і при обладнанні верстата пневмоприводом. Найбільш близькою до запропонованого винаходу за технічною суттю є оправка для закріплення заготовок, яка показана в книзі А.К. Горошкин "Приспособления для металлорежущих станков", М.: Машиностроение, 1965, -С. 196, (креслення та технічні дані наведені в нижній частині листа). Конструкція містить оправку з двома конічними ділянками та циліндричну шийку з різьбою, відтискну гайку, цангу з конусністю 1:10; затискну гайку. Оправка встановлюється в конічний отвір шпинделя верстата і затягується струною. На зворотній стороні на конічну ділянку одягається цанга, яка може переміщуватись повздовж осі затискною гайкою. При виконанні операції деталь насаджується на зовнішню поверхню цанги до упору в торець віджимної гайки. При обертанні затискної гайки цанга одержує осьове переміщення і базує деталь по внутрішньому діаметру. Після виконання операції тиск затискної гайки на цангу послаблюють і деталь зіштовхують (легким ударом молотка, наприклад) з оправки. В подальшому встановлюється наступна деталь. Як недолік конструкції оправки необхідно виділити: по закінченні операції відкручування затискної гайки деталь внаслідок тертя між конічними поверхнями оправки і цанги не розкріплюється, її знімання з оправки утруднене, тому необхідно вводити елемент в операцію зіштовхування деталі, що знижує продуктивність обробки і стомлює верстатника. Винахід спрямований на зменшення часу для знімання деталі після обробки та виключення можливості створення забоїн на деталі. При здійсненні винаходу може бути одержаний технічний результат, який виявляється в створенні осьової сили для стягування цанги з посадкової поверхні при відкручуванні затискної гайки. Вказаний технічний результат досягається тим, що на різьбовій ділянці вала, поряд з затискною гайкою, розміщена стяжна гайка, торець якої, що звернений до затискної гайки, має кулачки та плоску ділянку, причому кулачками стяжна гайка взаємодіє з кулачками затискної гайки, плоскою ділянкою - з торцем внутрішнього отвору цанги. Взаємозв'язок стяжної гайки з цангою і затискною гайкою дозволяє при відкручуванні затискної гайки не тільки розкріплювати деталь, а також переміщувати цангу по посадковій поверхні. При цьому зменшується поверхня контакту цанги і деталі, і деталь можна вільно зняти з оправки. В результаті час, який пов'язаний зі зніманням деталі з оправки, зменшується без порушення якості поверхонь деталі. На фіг. 1 показаний осьовий переріз оправки цангової; на фіг. 2 - поперечний переріз А-А на фіг. 1. Оправка містить вал 1, що є ступеневим тілом обертання з конічними та різьбовими ділянками: зокрема, з конусом Морзе для з'єднання зі шпинделем верстата, конусом для розміщення цанги 2, різьбовими ділянками для розміщення відтискної гайки 3 та стяжної 4 і затискної 5 гайок. Для осьової орієнтації деталі 6 передбачене дистанційне кільце 7. Штифт 8, який зв'язує вал 1 і цангу 2, забезпечує тільки осьовий рух цанги 2 вздовж посадкової поверхні при обертанні затискної гайки 5. Оправка функціонує наступним чином. Вал 1 в зборі з відтискною гайкою 3, дистанційним кільцем 7, стяжною гайкою 4, цангою 2, штифтом 8 та затискною гайкою 5 встановлюється на конус Морзе в шпиндель верстата. При складанні внутрішній буртик В цанги 2 розміщується між торцями стяжної і затискної гайок 4 та 5, а кулачки затискної гайки 5 - в западинах стяжної гайки 4. В подальшому деталь одягають на шліци цанги 2 до упору в дистанційне кільце 7. Потім закручують затискну гайку 5. При цьому цанга 2 переміщується повздовж осі вала по посадковій 1 UA 109191 C2 5 10 поверхні і центрує деталь 6 на шліцах. Після обробки поверхонь деталі 6 затискну гайку 5 відкручують. Разом з нею обертається стяжна гайка 4, яка, діючи на буртик В, стягує цангу з посадкової поверхні і звільняє таким чином деталь 6. Штифт 8 виключає можливість обертання цанги під дією сил тертя між торцем цанги і торцями стяжної і затискної гайок 4 та 5. Далі встановлюється наступна деталь. Завдяки розкріпленню деталі 6 при відкручуванні затискної гайки 5 усувається необхідність збивати деталь 6 з оправки. Дана конструкція гарантує легке знімання деталі навіть при кутах самогальмування. На запропонований винахід на AT "XT3" розроблена технічна документація, виготовлений дослідний зразок оправки, який буде використаний для обробки поверхонь деталей 3130.31.202-1,150.41 059-3 та інших. ФОРМУЛА ВИНАХОДУ 15 Оправка цангова для закріплення заготовок по внутрішній шліцьовій поверхні, що містить вал, відтискну гайку, цангу, затискну гайку, яка відрізняється тим, що на різьбовій ділянці вала, поряд з затискною гайкою, розміщена стяжна гайка, торець якої, що звернений до затискної гайки, має кулачки та плоску ділянку, причому кулачками стяжна гайка взаємодіє з кулачками затискної гайки, плоскою ділянкою - з торцем внутрішнього отвору цанги. 2 UA 109191 C2 Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPshenychnyi Ihor Arsentiiovych, Hrytsenko Mykola Ivanovych, Yemets Mykola Vasyliovych
Автори російськоюПшеничный Игорь Арсентьевич, Гриценко Николай Иванович, Емец Николай Васильевич
МПК / Мітки
МПК: B23B 31/20
Код посилання
<a href="https://ua.patents.su/5-109191-opravka-cangova.html" target="_blank" rel="follow" title="База патентів України">Оправка цангова</a>
Оправка для чистової обробки деталей

Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Білий Микола Павлович, Дарда Юрій Антонович, Петрусенко Леонід Олександрович, Ковтуненко Володимир Євгенійович, Бабенко Михайло Антонович
МПК: B23B 31/00, B23Q 3/00
Мітки: оправка, обробки, чистової, деталей
Формула / Реферат:
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Оправка для вимірювання радіального і торцевого биття деталей типу “затискна цанга”
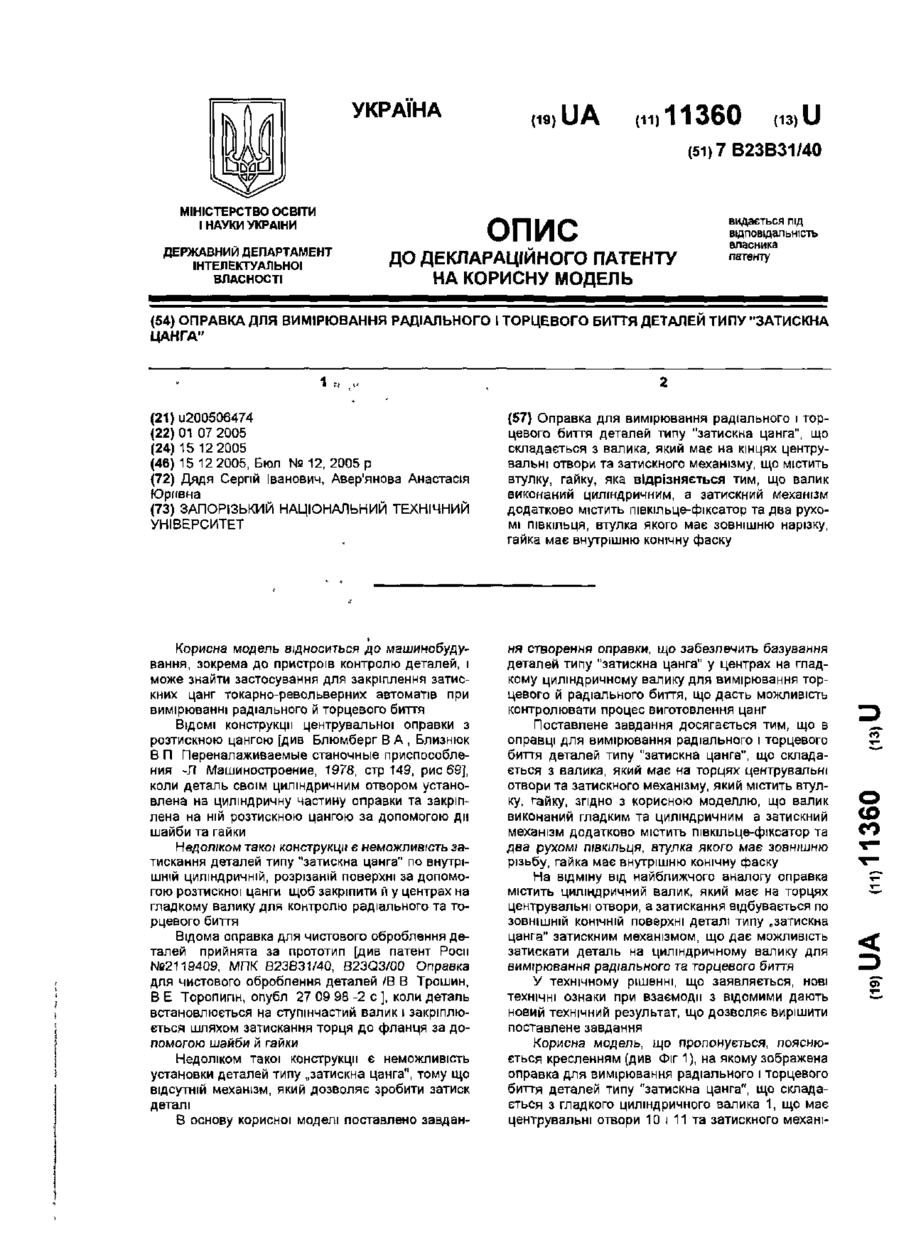
Номер патенту: 11360
Опубліковано: 15.12.2005
Автори: Дядя Сергій Іванович, Авер'янова Анастасія Юріївна
МПК: B23B 31/00
Мітки: радіального, затискна, вимірювання, торцевого, биття, цанга, типу, деталей, оправка
Формула / Реферат:
Оправка для вимірювання радіального і торцевого биття деталей типу "затискна цанга", що складається з валика, який має на кінцях центрувальні отвори та затискного механізму, що містить втулку, гайку, яка відрізняється тим, що валик виконаний циліндричним, а затискний механізм додатково містить півкільце-фіксатор та два рухомі півкільця, втулка якого має зовнішню нарізку, гайка має внутрішню конічну фаску.
Оправка фланцева кулачкова
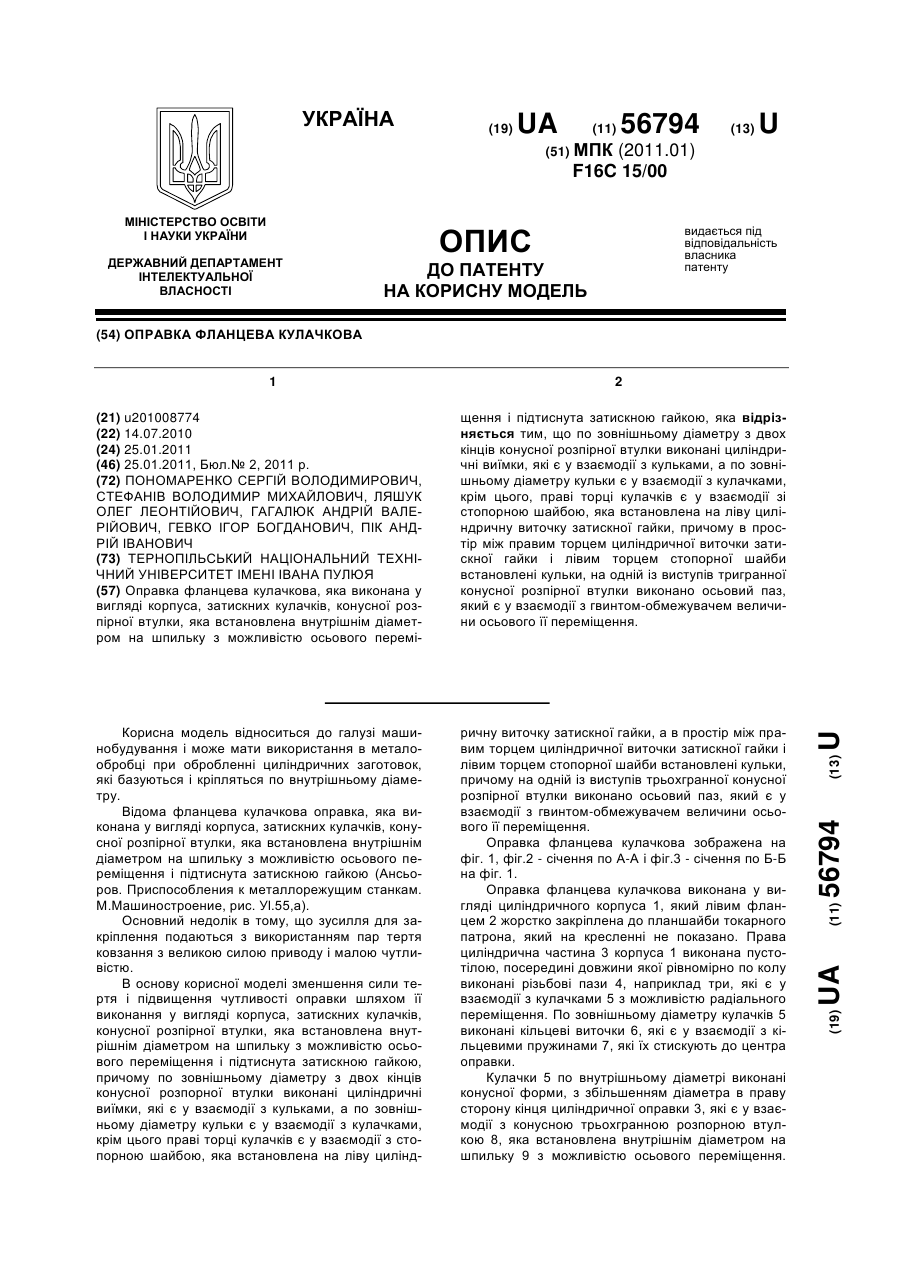
Номер патенту: 56794
Опубліковано: 25.01.2011
Автори: Пік Андрій Іванович, Гевко Ігор Богданович, Ляшук Олег Леонтійович, Пономаренко Сергій Володимирович, Стефанів Володимир Михайлович, Гагалюк Андрій Валерійович
МПК: F16C 15/00
Мітки: кулачкова, оправка, фланцева
Формула / Реферат:
Оправка фланцева кулачкова, яка виконана у вигляді корпуса, затискних кулачків, конусної розпірної втулки, яка встановлена внутрішнім діаметром на шпильку з можливістю осьового переміщення і підтиснута затискною гайкою, яка відрізняється тим, що по зовнішньому діаметру з двох кінців конусної розпірної втулки виконані циліндричні виїмки, які є у взаємодії з кульками, а по зовнішньому діаметру кульки є у взаємодії з кулачками, крім цього,...
Оправка з ростискною цангою

Номер патенту: 30500
Опубліковано: 15.11.2000
Автори: Алейніченко Георгій Федорович, Ткаченко Микола Васильович
МПК: B23B 31/00
Мітки: ростискною, оправка, цангою
Формула / Реферат:
Оправка з розтискною цангою, корпус якої оснащений базуючим фланцем з виточкою під заготовку і розташованим в його порожнині підпруженим штоком, який утримується від прокручування відносно корпусу гвинтом, з центровим отвором і різьбою на передньому кінці, з накрученою регулювальною гайкою та підпружиненою центруючою шайбою і з конічною робочою поверхнею в середній частині, контактуючою з відповідною поверхнею цанги, яка відрізняється тим, що...
Оправка
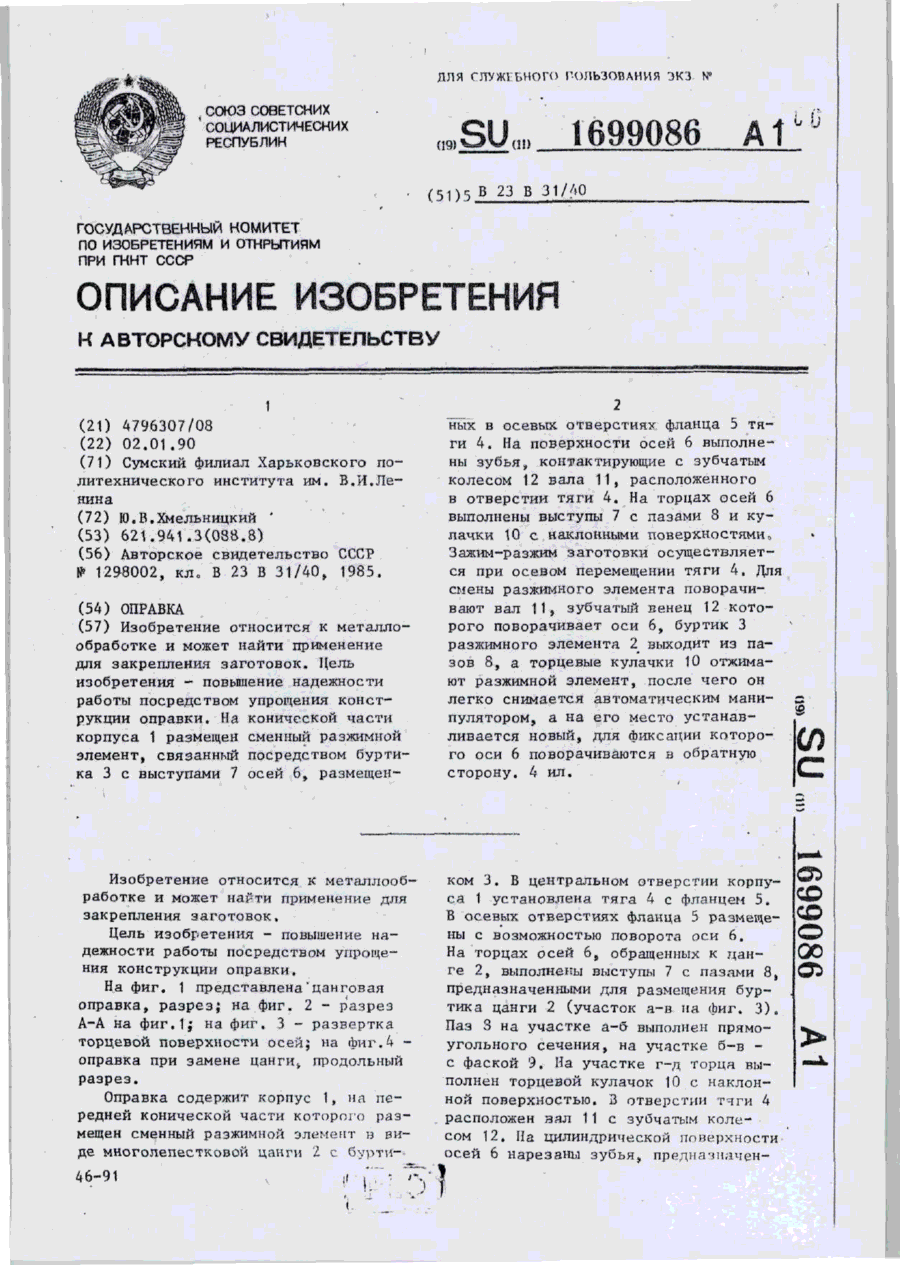
Номер патенту: 251
Опубліковано: 30.04.1993
Автор: Хмельницький Юрій Володимирович
МПК: B23B 31/00
Мітки: оправка
Формула / Реферат:
Оправка, в корпусе которой установлена тяга, соединенная при помощи осей с фланцем, предназначенным для взаимодействия с буртиком сменного разжимного элемента, размещенного в конической поверхности корпуса, отличающаяся тем, что, с целью повышения надежности работы, оправка снабжена валом с зубчатым колесом, а на тяге выполнен фланец с осевыми отверстиями, в которых с возможностью поворота установлены указанные оси, на торцах которых...
Попередній патент: Рідка інсектицидна композиція
Наступний патент: Спосіб локальної ішемії при резекції нирки за стаховським
Випадковий патент: Спосіб наведення стрілецької зброї за допомогою встановленого на ній телескопічного прицілу