Спосіб герметизації контейнера при боруванні сталевих виробів
Номер патенту: 109877
Опубліковано: 26.10.2015
Автори: Колюча Валентина Дмитрієвна, Федоренкова Любов Іванівна, Спиридонова Ірина Михайлівна, Хохлова Тетяна Станіславівна, Мостовий Володимир Іванович

Формула / Реферат
Спосіб герметизації контейнера при боруванні сталевих виробів, що включає укладку на поверхню суміші для борування та створення двошарового затвора, який відрізняється тим, що на поверхню суміші для борування кладуть шар карбюризатора товщиною 1,0-1,5 см, закривають контейнер кришкою, в зазори якої з контейнером укладають двошаровий затвор, що складається з шару вогнетривкої глини та шару товченого скла.
Текст
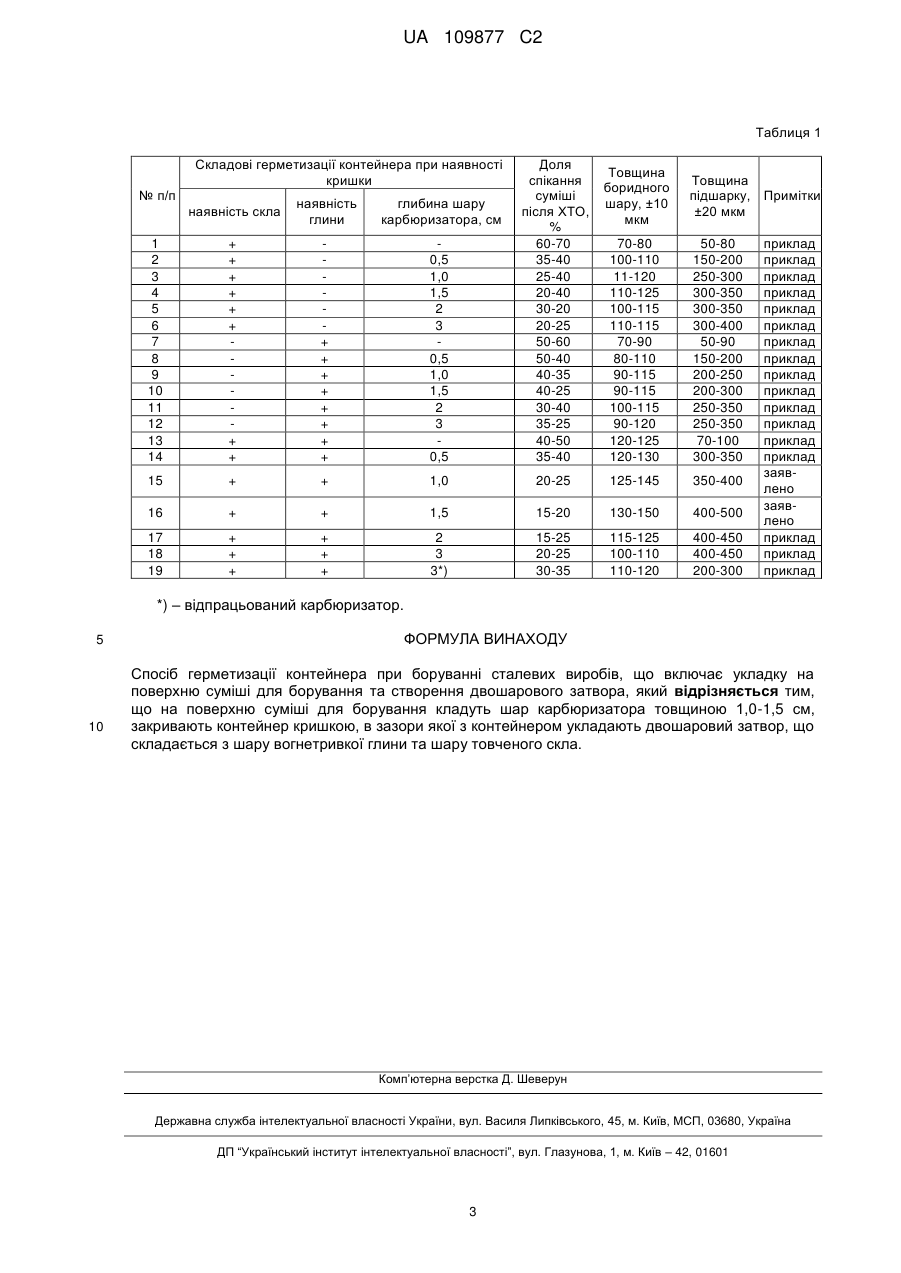
Реферат: Винахід належить до металургії, а саме до хіміко-термічної обробки виробів зі сталі, зокрема до борування у твердофазному середовищі. У способі на поверхню суміші для борування кладуть шар карбюризатора товщиною 1,0-1,5 см, закривають контейнер кришкою, в зазори якої з контейнером укладають двошаровий затвор, що складається з шару вогнетривкої глини та шару товченого скла. Технічний результат: знижується крихкість та утворення тріщин, підвищується зносостійкість сталевих виробів в 1,5-2 разу у широкому діапазоні температур. UA 109877 C2 (12) UA 109877 C2 UA 109877 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до металургії, а саме до хіміко-термічної обробки (ХТО) виробів зі сталі, зокрема до борування у твердофазному середовищі, і може бути використаний в машинобудівній, легкій, харчовій та інших галузях промисловості для герметизації контейнерів при дифузійному насиченні. Відомий спосіб отримання контрольованої атмосфери для термічної та хіміко-термічної обробки сталевих виробів [1] включає подачу газоповітряної суміші з коефіцієнтом витрати повітря α=0,3-0,4 в реторту з каталізатором, що розташована у пічному просторі і з якої через струминний апарат, змішуючись з вуглеводневою домішкою, ендогаз подається на деталі, що оброблюються. Недоліком цього способу є складність устаткування та необхідність додаткового переобладнання дільниць термообробки. Відомий спосіб герметизації контейнера при цементації сталевих виробів [2] включає укладання листа азбесту на цементуючу суміш, закриття контейнера кришкою, обмазку сумішшю вогнетривкої глини з піском та сушіння протягом 10 годин. Недоліком цього способу є недостатня герметизація контейнера, тривкий процес підготовки контейнера перед проведенням обробки в печі. Найбільш близьким до заявленого є спосіб герметизації контейнера при дифузійному боруванні сталевих виробів [3], який включає укладку на поверхню суміші для борування азбесту та утворення поверх нього двошарового плавкого затвора із взаємно нерозчинних речовин, причому температура плавлення нижнього шару плавкого затвора складає 250-350 °C, а температура верхнього шару затвора на 50-100 °C нижче за температуру борування. Застосування вказаного способу герметизації значно знижує газовиділення в процесі борування та дозволяє підвищити насичуючу здатність суміші для борування. Недоліками цього способу герметизації є неможливість проведення процесу насичення при температурах вище 900 °C, оскільки це призведе до повного або часткового випаровування плавкого затвора, низька екологічна безпека процесу за наявністю шкідливих речовин: азбесту і випаровування свинцю при температурах вище 300 °C. Задачею винаходу є удосконалення способу герметизації контейнера для борування сталевих виробів, що дозволить підвищити насичуючу здатність суміші та покращити умови виробництва. Поставлена задача вирішується тим, що в способі герметизації контейнера для борування сталевих виробів, який включає укладку на поверхню суміші для борування двошарового затвора, який відрізняється тим, що на поверхню суміші для борування кладуть шар карбюризатора товщиною 1,0-1,5 см, закривають контейнер кришкою, в зазори якої з контейнером укладають двошаровий затвор, що складається з шару вогнетривкої глини та шару товченого скла. У способі, що заявляться, герметизація контейнера здійснюється декількома складовими, а саме шаром карбюризатора на поверхні суміші для борування, добре підігнаною кришкою контейнера, двошаровим затвором з послідовно розташованих шарів вогнетривкої глини та товченого скла. Кожен з приведених складових грає свою роль в процесі герметизації. Шар карбюризатора в процесі нагрівання обумовлює створення надлишку тиску газів СО та СС 2, які запобігають окисленню борвмісної суміші на початку нагріву, а при виході на температуру, при якій відбувається процес борування, регулюють процес окислення та додатково активують процес насичення. Прискорення процесу насичення можливе при регулюванні десорбції конденсованих газів та співвідношення потенціалів (ВО) n/В2О3 : СО/СО2, яке в даних умовах контролюється зміною товщини карбюризатора («карбюризаторного затвора»). Для досягнення істотного підвищення насичуючої здатності суміші для борування, як показали дослідження (табл. 1), слід використовувати свіжий карбюризатор, товщина шару якого складає 1,0- 1,5 см. Це є оптимальний діапазон товщин карбюризатора, при якій на поверхні сталевої деталі формується комплексне покриття з багатошаровою структурою, яке складається з боридного шару, підшарку з включеннями глобулярних структур (глобулярного цементиту, борокарбіду), що перешкоджає утворенню тріщин, забезпечує підвищення міцності матеріалу та зниження крихкості. Властивості отриманого покриття залежать від глибини. Надлишковий доступ кисню блокує кришка контейнера та шар вогнетривкої глини, що закриває щілину між кришкою та стінкою контейнера. Але в процесі нагріву замазка з глини може дати тріщини та пори, що зменшить якість герметизації. Отже шар товченого скла, що розплавляється повністю в процесі нагріву та заповнює всі можливі тріщини та пори в глиняному шарі, гарантує більш якісну герметизацію та практично повністю усуває можливість проникнення кисню ззовні. 1 UA 109877 C2 5 10 15 20 25 30 35 В таблиці 1 приведені результати досліджень залежності характеристик борованих поверхонь сталевих деталей та стану борвмісної суміші після ХТО від герметизації контейнера. Результати досліджень показують, що наявність всіх складових герметизації покращує якість дифузійних шарів. Але утворення найбільш якісного дифузійного шару спостерігається при використанні свіжого карбюризатора за заявленою товщиною. Відхилення від заявленого діапазону товщини призводить до незадовільної якості дифузійного шару та підвищення спікання насичуючої суміші. Заявлений спосіб здійснюється таким чином. В контейнері на боруючу суміш з укладеними в ній сталевими деталями зі сталі 45 насипали шар карбюризатора глибиною 1,5 см, закривали контейнер кришкою і в місце стику кришки та контейнера наносили шар вогнетривкої глини, над якою насипали шар товченого скла. Потім контейнер поміщали в піч і проводили процес насичення при температурі 950 °C впродовж 4,5 годин. Склад боруючої суміші містить, ваг %: Na2CO3 - 2 , NaF - 3, В4С - решта. В результаті обробки за заявленим способом на поверхні сталі 45 отримали шар боридів товщиною 130-150 мкм та підшарок товщиною 400-500 мкм, до складу якого входять включення карбоборидів, борокарбидів в перліті, що обумовлює збільшення стійкості в 1,5-2 разу, та зменшення крихкості покриття. При цьому частка спікання суміші для борування складала 1520%, Металографічний аналіз отриманих зразків проводили за допомогою мікроскопа NEOPHOT21, ступінь доступу в контейнер атмосферного кисню визначали по наявності сажі на сталевій деталі та кількості спеченої боруючої суміші. В способі, що заявляється, створено прості за рішенням умови комплексної герметизації, які забезпечують підвищення насичуючої здатності середовища, в якому відбувається борування, зниження частки спікання суміші після ХТО, за рахунок наявності шару карбюризатора певної товщини у сукупності з іншими чинниками герметизації (глина та скло), що сприяють одержанню контрольованої атмосфери в насичуючому середовищі усередині контейнера. За заявленим способом на поверхні сталі отримані покриття з багатошаровою структурою, яка складається з боридного шару, підшарку з включеннями глобулярних структур (глобулярного цементиту, борокарбіду), що перешкоджає утворенню тріщин, та знижує крихкість, підвищує в 1,5-2 разу зносостійкість сталевих виробів в широкому діапазоні температур. Крім того, в порівнянні з прототипом умови герметизації контейнера заявленим способом виключають отримання екологічно небезпечних шкідливих речовин. Застосування запропонованого способу технічно просте, екологічно безпечне та можливе для реалізації хіміко-термічної обробки сталевих деталей за будь-якими режимами. Джерела інформації: 1. RU 2048599, С1 С23С 8/20, C21D1/94 от 20.11.1995. Бюл. № 32. 2. Тылкин М. А. Справочник термиста ремонтной службы. М.: «Металлургия».- 1981. - С. 409. 3. SU 1506918 Α1 С23С 8/68 от 27.05.1987. Бюл. 45. 40 2 UA 109877 C2 Таблиця 1 Складові герметизації контейнера при наявності кришки наявність скла наявність глини глибина шару карбюризатора, см 1 2 3 4 5 6 7 8 9 10 11 12 13 14 + + + + + + + + + + + + + + + + 0,5 1,0 1,5 2 3 0,5 1,0 1,5 2 3 0,5 Доля спікання суміші після ХТО, % 60-70 35-40 25-40 20-40 30-20 20-25 50-60 50-40 40-35 40-25 30-40 35-25 40-50 35-40 15 + + 1,0 16 + + 17 18 19 + + + + + + № п/п Товщина боридного шару, ±10 мкм Товщина підшарку, Примітки ±20 мкм 70-80 100-110 11-120 110-125 100-115 110-115 70-90 80-110 90-115 90-115 100-115 90-120 120-125 120-130 50-80 150-200 250-300 300-350 300-350 300-400 50-90 150-200 200-250 200-300 250-350 250-350 70-100 300-350 20-25 125-145 350-400 1,5 15-20 130-150 400-500 2 3 3*) 15-25 20-25 30-35 115-125 100-110 110-120 400-450 400-450 200-300 приклад приклад приклад приклад приклад приклад приклад приклад приклад приклад приклад приклад приклад приклад заявлено заявлено приклад приклад приклад *) – відпрацьований карбюризатор. 5 10 ФОРМУЛА ВИНАХОДУ Спосіб герметизації контейнера при боруванні сталевих виробів, що включає укладку на поверхню суміші для борування та створення двошарового затвора, який відрізняється тим, що на поверхню суміші для борування кладуть шар карбюризатора товщиною 1,0-1,5 см, закривають контейнер кришкою, в зазори якої з контейнером укладають двошаровий затвор, що складається з шару вогнетривкої глини та шару товченого скла. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sealing container during borating metal products
Автори англійськоюSpyrydonova Iryna Mykhailivna, Mostovyi Volodymyr Ivanovych, Fedorenkova Liubov Ivanivna, Koliucha Valentyna Dmytriievna, Khokhlova Tetiana Stanislavivna
Назва патенту російськоюСпособ герметизации контейнера при борировании металлических изделий
Автори російськоюСпиридонова Ирина Михайловна, Мостовой Владимир Иванович, Федоренкова Любовь Ивановна, Колючая Валентина Дмитриевна, Хохлова Татьяна Станиславовна
МПК / Мітки
Мітки: спосіб, боруванні, герметизації, сталевих, виробів, контейнера
Код посилання
<a href="https://ua.patents.su/5-109877-sposib-germetizaci-kontejjnera-pri-boruvanni-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб герметизації контейнера при боруванні сталевих виробів</a>
Спосіб насичення сталевих виробів бором та вуглецем
Номер патенту: 99562
Опубліковано: 27.08.2012
Автори: Федоренкова Любов Іванівна, Безрукава Оксана Григорівна, Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна, Колюча Валентина Дмитрієвна
МПК: C23C 8/28, C23C 8/06, C23C 8/72, C23C 8/60
Мітки: виробів, спосіб, бором, насичення, сталевих, вуглецем
Формула / Реферат:
Спосіб насичення сталевих виробів бором та вуглецем, що включає нагрівання їх в контейнері, що містить боровмісну суміш з карбідом бору та фторидом натрію і деревновугільний карбюризатор в насичуючому середовищі та витримку їх при температурі 950 °С, який відрізняється тим, що процес насичення сталевих виробів здійснюють в насичуючому середовищі, складові якого розташовані таким чином, що в верхній частині контейнера розміщено шар...
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Барилович Леонід Павлович, Ткачук Володимир Микитович, Канарчук Вадім Євгенович
МПК: C23C 8/00
Мітки: виробів, чавунних, сталевих, порошку, склад, борування
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Спосіб обробки сталевих виробів
Номер патенту: 99119
Опубліковано: 25.07.2012
Автори: Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна, Філоненко Наталія Юрієвна
МПК: C23C 8/70, C23C 8/68, C23C 8/02
Мітки: спосіб, обробки, виробів, сталевих
Формула / Реферат:
Спосіб обробки сталевих виробів, що включає попередню обробку сталевих виробів перед формуванням боридного шару у контейнері із плавким затвором, який відрізняється тим, що попередню обробку цих виробів проводять в електролітній плазмі при розряді у водному розчині електроліту при щільності струму 0,3-0,8 А/см2, напрузі 40-80 В протягом 15-20 хвилин з наступним насиченням вказаних виробів в порошковій суміші, що містить 18 мас. % В4С, 3 мас....
Спосіб борування сталевих виробів та склад для його здійснення
Номер патенту: 105769
Опубліковано: 25.06.2014
Автори: Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна, Колюча Валентина Дмитрієвна, Мостовий Володимир Іванович
МПК: C21D 1/74, C21D 1/72, C23C 8/70
Мітки: сталевих, спосіб, склад, борування, здійснення, виробів
Формула / Реферат:
1. Спосіб борування сталевих виробів, що включає борування в контейнерах з нагрівом та витримкою в дві стадії, який відрізняється тим, що першу стадію борування здійснюють впродовж 3-4 годин при температурі 880-920 °С, після чого розпочинають другу стадію, підіймаючи температуру до 980-1020 °С і витримують при ній вироби впродовж 0,5-1,5 години.2. Склад для здійснення борування за п. 1, який містить карбід бору, окисел нікелю, який...
Спосіб борування сталевих виробів та склад для його здійснення
Номер патенту: 102511
Опубліковано: 25.07.2013
Автори: Федоренкова Любов Іванівна, Колюча Валентина Дмитрієвна, Спиридонова Ірина Михайлівна, Мостовий Володимир Іванович
МПК: C21D 1/74, C23C 8/70, C23C 8/68
Мітки: склад, спосіб, здійснення, борування, сталевих, виробів
Формула / Реферат:
1. Спосіб борування сталевих виробів, що включає борування в контейнерах з нагрівом та витримкою в дві стадії, який відрізняється тим, що для борування використовують склад, який містить триоксид молібдену МоО3, при цьому першу стадію борування здійснюють впродовж 3-4 годин при температурі 920-950 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С і витримують при ній вироби впродовж 0,2-1,0 години.2....
Попередній патент: Композиція, що містить bifidobacterium longum cncm i-2618, для лікування та профілактики імунних розладів
Наступний патент: Похідні ізохінолінону, фармацевтична композиція на їх основі (варіанти) та спосіб лікування захворювань (варіанти)
Випадковий патент: Спосіб подання рекламної інформації на екрані відеоінформаційної системи