Спосіб оцінки технічного стану промислового обладнання
Номер патенту: 111512
Опубліковано: 10.05.2016
Автори: Буцукін Валерій Віталійович, Кравченко Володимир Михайлович, Сидоров Володимир Анатолійович
Формула / Реферат
Спосіб оцінки технічного стану промислового обладнання, що включає отримання спектрів віброшвидкості ![]() (мм/с) у частотному діапазоні від
(мм/с) у частотному діапазоні від ![]() до
до ![]() , де
, де ![]() ,
, ![]() - відповідно нижня і верхня частотні границі вимірювання вібрації в контрольних точках обладнання, який відрізняється тим, що додатково визначають величину питомої потужності вібрації
- відповідно нижня і верхня частотні границі вимірювання вібрації в контрольних точках обладнання, який відрізняється тим, що додатково визначають величину питомої потужності вібрації ![]() для кожної контрольної точки
для кожної контрольної точки ![]() , що належить обстежуваному елементу устаткування за трьома взаємно перпендикулярними напрямами
, що належить обстежуваному елементу устаткування за трьома взаємно перпендикулярними напрямами ![]() (
(![]() ,
, ![]() ,
, ![]() , де
, де ![]() відповідає вертикальному напрямку,
відповідає вертикальному напрямку, ![]() - горизонтальному,
- горизонтальному, ![]() - осьовому) і повну потужність
- осьовому) і повну потужність ![]() , що витрачається на вібрацію для кожної контрольної точки
, що витрачається на вібрацію для кожної контрольної точки ![]() у відповідності з виразом
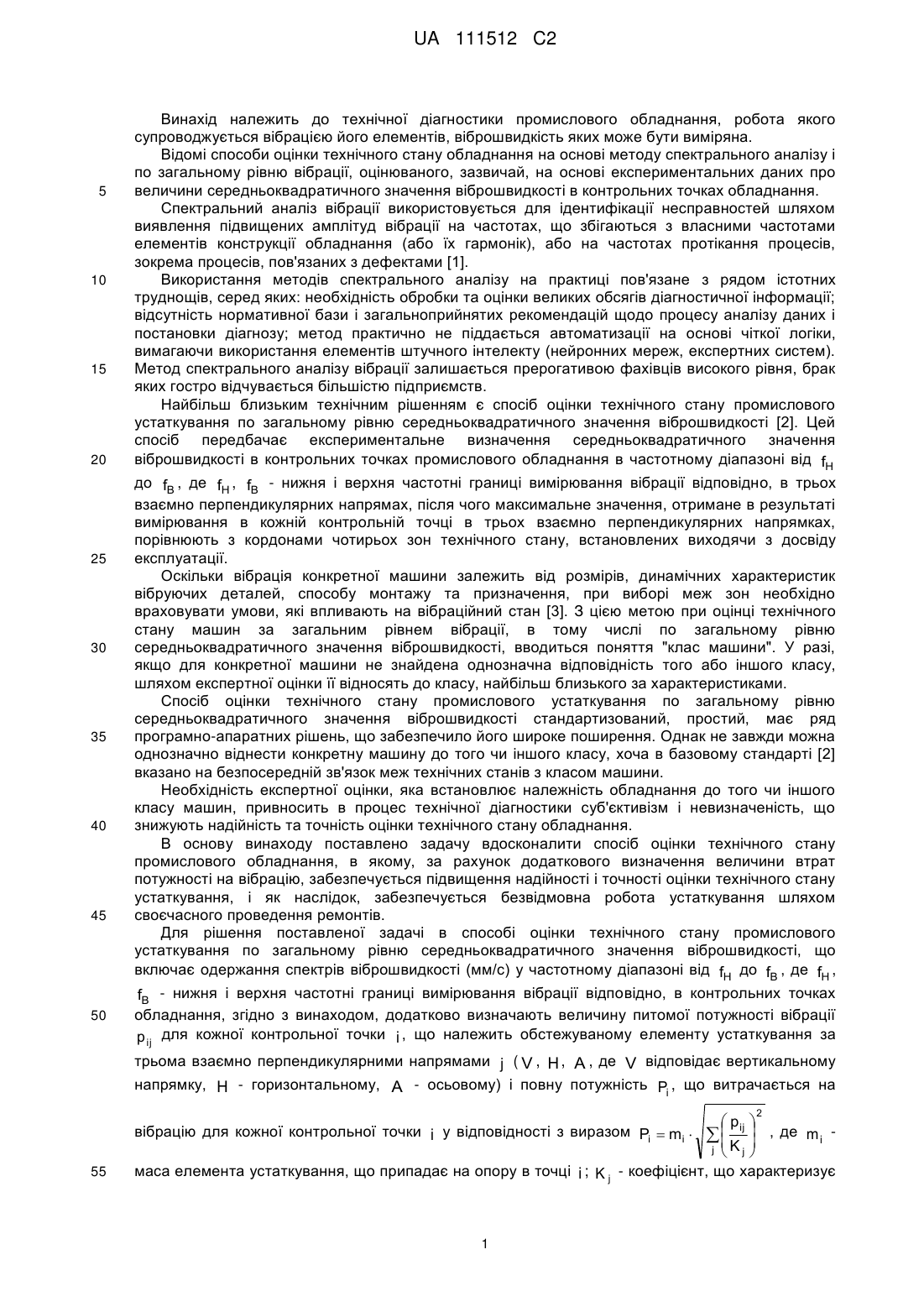
у відповідності з виразом  , де
, де ![]() - маса елемента устаткування, що припадає на опору в точці
- маса елемента устаткування, що припадає на опору в точці ![]() ;
; ![]() - коефіцієнт, що характеризує ступінь ослаблення вібраційного сигналу в напрямку
- коефіцієнт, що характеризує ступінь ослаблення вібраційного сигналу в напрямку ![]() , за яким визначають відносну величину втрат потужності на вібрацію за виразом
, за яким визначають відносну величину втрат потужності на вібрацію за виразом  , де
, де ![]() - потужність, що отримується елементом обладнання, і порівнюють отриману величину
- потужність, що отримується елементом обладнання, і порівнюють отриману величину ![]() з граничним значенням, прийнятим для конкретного типорозміру обладнання на основі експериментального дослідження зразка, що знаходиться в справному стані.
з граничним значенням, прийнятим для конкретного типорозміру обладнання на основі експериментального дослідження зразка, що знаходиться в справному стані.
Текст
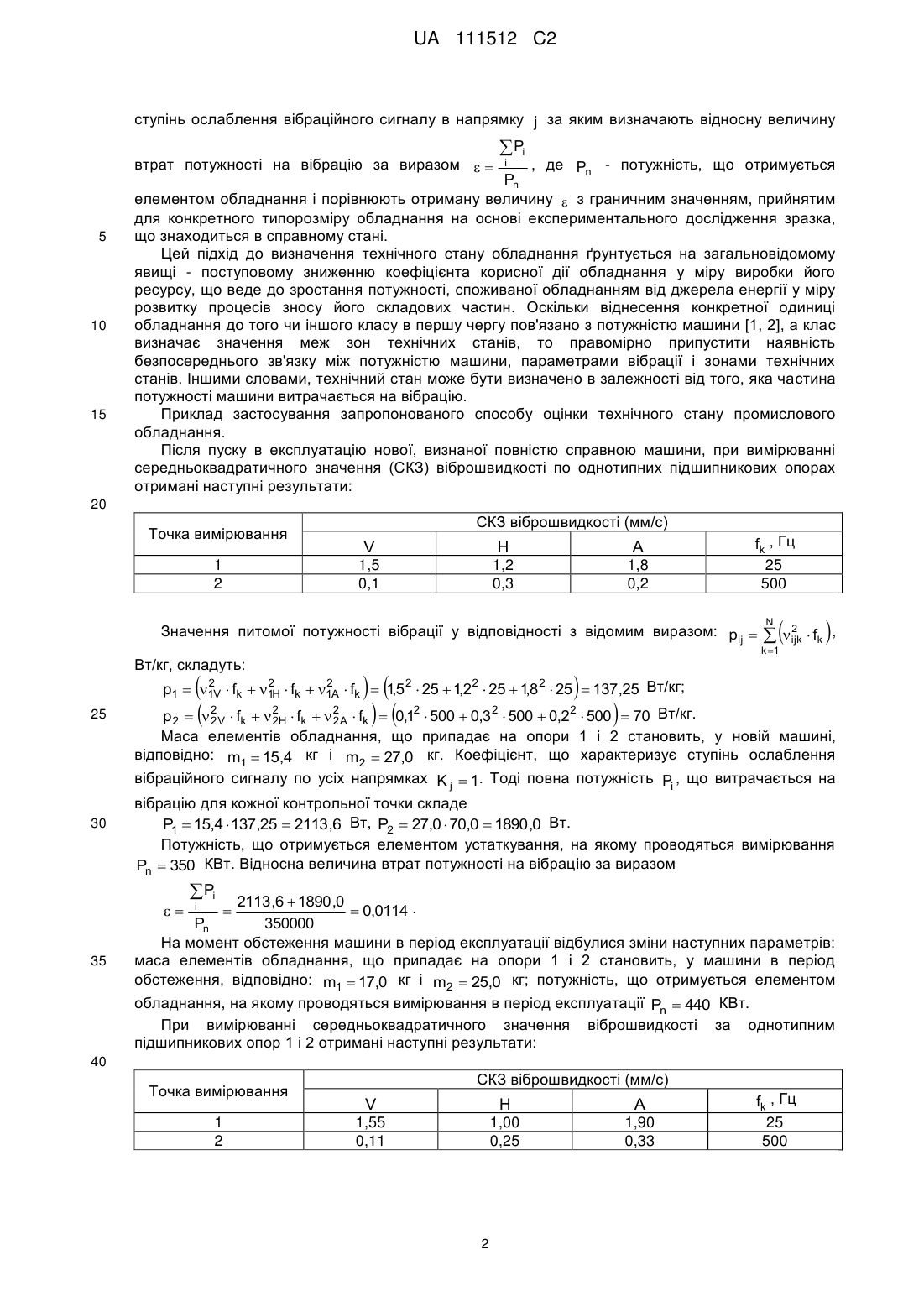
Реферат: Винахід належить до технічної діагностики промислового обладнання, робота якого супроводжується вібрацією його елементів, віброшвидкість яких може бути виміряна. Спосіб оцінки технічного стану промислового обладнання, який може бути застосовано до будьякого обладнання, що піддається під час роботи вібраціям включає отримання спектрів віброшвидкості (мм/с) у частотному діапазоні від fН до fВ , де fН , fВ - відповідно нижня і верхня частотні границі вимірювання вібрації в контрольних точках обладнання, а також визначають величину питомої потужності вібрації р ij для кожної контрольної точки i , що UA 111512 C2 (12) UA 111512 C2 належить обстежуваному елементу устаткування, за трьома взаємно перпендикулярними напрямами j ( V , H , A , де V відповідає вертикальному напрямку, H - горизонтальному, A осьовому) і повну потужність Pi , що витрачається на вібрацію для кожної контрольної точки i у 2 рij відповідності з виразом Pi mi , де m i - маса елемента устаткування, що припадає j Kj на опору в точці i ; K j - коефіцієнт, що характеризує ступінь ослаблення вібраційного сигналу в напрямку j , за яким визначають відносну величину втрат потужності на вібрацію за виразом Pi i , де Pn - потужність, що отримується елементом обладнання, і порівнюють отриману Pn величину з граничним значенням, прийнятим для конкретного типорозміру обладнання на основі експериментального дослідження зразка, що знаходиться в справному стані. Запропонований спосіб дозволить підвищити надійність і точність оцінки технічного стану обладнання. UA 111512 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до технічної діагностики промислового обладнання, робота якого супроводжується вібрацією його елементів, віброшвидкість яких може бути виміряна. Відомі способи оцінки технічного стану обладнання на основі методу спектрального аналізу і по загальному рівню вібрації, оцінюваного, зазвичай, на основі експериментальних даних про величини середньоквадратичного значення віброшвидкості в контрольних точках обладнання. Спектральний аналіз вібрації використовується для ідентифікації несправностей шляхом виявлення підвищених амплітуд вібрації на частотах, що збігаються з власними частотами елементів конструкції обладнання (або їх гармонік), або на частотах протікання процесів, зокрема процесів, пов'язаних з дефектами [1]. Використання методів спектрального аналізу на практиці пов'язане з рядом істотних труднощів, серед яких: необхідність обробки та оцінки великих обсягів діагностичної інформації; відсутність нормативної бази і загальноприйнятих рекомендацій щодо процесу аналізу даних і постановки діагнозу; метод практично не піддається автоматизації на основі чіткої логіки, вимагаючи використання елементів штучного інтелекту (нейронних мереж, експертних систем). Метод спектрального аналізу вібрації залишається прерогативою фахівців високого рівня, брак яких гостро відчувається більшістю підприємств. Найбільш близьким технічним рішенням є спосіб оцінки технічного стану промислового устаткування по загальному рівню середньоквадратичного значення віброшвидкості [2]. Цей спосіб передбачає експериментальне визначення середньоквадратичного значення віброшвидкості в контрольних точках промислового обладнання в частотному діапазоні від fН до fВ , де fН , fВ - нижня і верхня частотні границі вимірювання вібрації відповідно, в трьох взаємно перпендикулярних напрямах, після чого максимальне значення, отримане в результаті вимірювання в кожній контрольній точці в трьох взаємно перпендикулярних напрямках, порівнюють з кордонами чотирьох зон технічного стану, встановлених виходячи з досвіду експлуатації. Оскільки вібрація конкретної машини залежить від розмірів, динамічних характеристик вібруючих деталей, способу монтажу та призначення, при виборі меж зон необхідно враховувати умови, які впливають на вібраційний стан [3]. З цією метою при оцінці технічного стану машин за загальним рівнем вібрації, в тому числі по загальному рівню середньоквадратичного значення віброшвидкості, вводиться поняття "клас машини". У разі, якщо для конкретної машини не знайдена однозначна відповідність того або іншого класу, шляхом експертної оцінки її відносять до класу, найбільш близького за характеристиками. Спосіб оцінки технічного стану промислового устаткування по загальному рівню середньоквадратичного значення віброшвидкості стандартизований, простий, має ряд програмно-апаратних рішень, що забезпечило його широке поширення. Однак не завжди можна однозначно віднести конкретну машину до того чи іншого класу, хоча в базовому стандарті [2] вказано на безпосередній зв'язок меж технічних станів з класом машини. Необхідність експертної оцінки, яка встановлює належність обладнання до того чи іншого класу машин, привносить в процес технічної діагностики суб'єктивізм і невизначеність, що знижують надійність та точність оцінки технічного стану обладнання. В основу винаходу поставлено задачу вдосконалити спосіб оцінки технічного стану промислового обладнання, в якому, за рахунок додаткового визначення величини втрат потужності на вібрацію, забезпечується підвищення надійності і точності оцінки технічного стану устаткування, і як наслідок, забезпечується безвідмовна робота устаткування шляхом своєчасного проведення ремонтів. Для рішення поставленої задачі в способі оцінки технічного стану промислового устаткування по загальному рівню середньоквадратичного значення віброшвидкості, що включає одержання спектрів віброшвидкості (мм/с) у частотному діапазоні від fН до fВ , де fН , fВ - нижня і верхня частотні границі вимірювання вібрації відповідно, в контрольних точках обладнання, згідно з винаходом, додатково визначають величину питомої потужності вібрації р ij для кожної контрольної точки i , що належить обстежуваному елементу устаткування за трьома взаємно перпендикулярними напрямами j ( V , H , A , де V відповідає вертикальному напрямку, H - горизонтальному, A - осьовому) і повну потужність Pi , що витрачається на 2 55 р вібрацію для кожної контрольної точки i у відповідності з виразом Pi mi ij , де m i j Kj маса елемента устаткування, що припадає на опору в точці i ; K j - коефіцієнт, що характеризує 1 UA 111512 C2 ступінь ослаблення вібраційного сигналу в напрямку j за яким визначають відносну величину втрат потужності на вібрацію за виразом 5 10 15 Pi i , де Pn - потужність, що отримується Pn елементом обладнання і порівнюють отриману величину з граничним значенням, прийнятим для конкретного типорозміру обладнання на основі експериментального дослідження зразка, що знаходиться в справному стані. Цей підхід до визначення технічного стану обладнання ґрунтується на загальновідомому явищі - поступовому зниженню коефіцієнта корисної дії обладнання у міру виробки його ресурсу, що веде до зростання потужності, споживаної обладнанням від джерела енергії у міру розвитку процесів зносу його складових частин. Оскільки віднесення конкретної одиниці обладнання до того чи іншого класу в першу чергу пов'язано з потужністю машини [1, 2], а клас визначає значення меж зон технічних станів, то правомірно припустити наявність безпосереднього зв'язку між потужністю машини, параметрами вібрації і зонами технічних станів. Іншими словами, технічний стан може бути визначено в залежності від того, яка частина потужності машини витрачається на вібрацію. Приклад застосування запропонованого способу оцінки технічного стану промислового обладнання. Після пуску в експлуатацію нової, визнаної повністю справною машини, при вимірюванні середньоквадратичного значення (СКЗ) віброшвидкості по однотипних підшипникових опорах отримані наступні результати: 20 Точка вимірювання 1 2 СКЗ віброшвидкості (мм/с) V H A 1,5 0,1 1,2 0,3 1,8 0,2 fk , Гц 25 500 Значення питомої потужності вібрації у відповідності з відомим виразом: рij Вт/кг, складуть: 2 ijk fk , N k 1 p 2 2 V fk 2H fk 2 A fk 0,12 500 0,3 2 500 0,22 500 70 Вт/кг. 2 2 2 2 2 2 p1 1V fk 1H fk 1A fk 1,5 2 25 1,22 25 1,8 2 25 137,25 Вт/кг; 25 Маса елементів обладнання, що припадає на опори 1 і 2 становить, у новій машині, відповідно: m1 15,4 кг і m2 27,0 кг. Коефіцієнт, що характеризує ступінь ослаблення вібраційного сигналу по усіх напрямках K j 1. Тоді повна потужність Pi , що витрачається на 30 вібрацію для кожної контрольної точки складе P1 15,4 137,25 2113,6 Вт, P2 27,0 70,0 1890 ,0 Вт. Потужність, що отримується елементом устаткування, на якому проводяться вимірювання Pn 350 КВт. Відносна величина втрат потужності на вібрацію за виразом 35 Pi 2113 ,6 1890 ,0 i 0,0114 . Pn 350000 На момент обстеження машини в період експлуатації відбулися зміни наступних параметрів: маса елементів обладнання, що припадає на опори 1 і 2 становить, у машини в період обстеження, відповідно: m1 17,0 кг і m2 25,0 кг; потужність, що отримується елементом обладнання, на якому проводяться вимірювання в період експлуатації Pn 440 КВт. При вимірюванні середньоквадратичного значення віброшвидкості за однотипним підшипникових опор 1 і 2 отримані наступні результати: 40 Точка вимірювання 1 2 СКЗ віброшвидкості (мм/с) V H A 1,55 0,11 1,00 0,25 1,90 0,33 2 fk , Гц 25 500 UA 111512 C2 Значення питомої потужності вібрації у відповідності з відомим виразом: рij Вт/кг, складуть: f 0,11 2 ijk fk , N k 1 2 2 2 p1 1B fk 1Г fk 1О fk 1,55 2 25 1,0 2 25 1,9 2 25 175,3 Вт/кг; 5 15 20 fk 2Г 2 fk 2О 2 2 2 p2 500 0,25 500 0,33 2 500 91,8 Вт/кг k повна потужність Pi , що витрачається на вібрацію для кожної контрольної точки складе P1 17,0 175,3 2980,1 Вт, P2 25,0 91,8 2295,0 Вт. Потужність, що отримується елементом устаткування, на якому проводяться вимірювання Pn 440 КВт. Відносна величина втрат потужності на вібрацію за виразом Pi 2980 ,1 2295 ,0 i 0,0120 . Pn 440000 Це дозволяє оцінити ступінь пошкодження вузла як несуттєву - питома потужність, яка витрачається на вібрацію, збільшилася в 0,0120/0,0114=1,05 разу і видати рекомендації про можливість подальшої експлуатації машини без проведення ремонту. Висновки: запропонований спосіб дозволить підвищити надійність і точність оцінки технічного стану обладнання за рахунок усунення з процесу діагностики суб'єктивного фактора, пов'язаного з використанням експертної оцінки при віднесенні обладнання до того чи іншого зі встановлених стандартом [2] класу машини. Перелік посилань 1. Голуб Е.С. Диагностирование судовых технических средств: Справочник / Е.С. Голуб, Е.З. Мадорский, Г.Ш. Розенберг. - М.: Транспорт, 1993. - 150 с. 2. ГОСТ ИСО 10816-1-97. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 1: Общие требования. - Введ. 01.07.99. - М: ИПК Изд-во стандартов. - 18 с. 3. Сидоров В.А. Техническая диагностика механического оборудования / В.А. Сидоров, В.М. Кравченко, В.Я. Седуш и др. - Донецк: Новый мир, 2003. - 125 с. 10 2 2В 25 ФОРМУЛА ВИНАХОДУ 30 Спосіб оцінки технічного стану промислового обладнання, що включає отримання спектрів віброшвидкості (мм/с) у частотному діапазоні від fН до fВ , де fН , fВ - відповідно нижня і верхня частотні границі вимірювання вібрації в контрольних точках обладнання, який відрізняється тим, що додатково визначають величину питомої потужності вібрації р ij для кожної контрольної точки i , що належить обстежуваному елементу устаткування за трьома взаємно перпендикулярними напрямами j ( V , H , A , де V відповідає вертикальному напрямку, H - горизонтальному, A - осьовому) і повну потужність Pi , що витрачається на 2 35 рij вібрацію для кожної контрольної точки i у відповідності з виразом Pi mi , де m i j Kj маса елемента устаткування, що припадає на опору в точці i ; K j - коефіцієнт, що характеризує ступінь ослаблення вібраційного сигналу в напрямку j , за яким визначають відносну величину 40 Pi i , де Pn - потужність, що отримується Pn елементом обладнання, і порівнюють отриману величину з граничним значенням, прийнятим для конкретного типорозміру обладнання на основі експериментального дослідження зразка, що знаходиться в справному стані. втрат потужності на вібрацію за виразом Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of evaluation of technical state of industrial equipment
Автори англійськоюKravchenko Volodymyr Mykhailovych, Sydorov Volodymyr Anatoliiovych, Butsukin Valerii Vitaliiovych
Назва патенту російськоюСпособ оценки технического состояния промышленного оборудования
Автори російськоюКравченко Владимир Михайлович, Сидоров Владимир Анатольевич, Буцукин Валерий Витальевич
МПК / Мітки
МПК: G01M 7/02
Мітки: спосіб, обладнання, технічного, стану, промислового, оцінки
Код посилання
<a href="https://ua.patents.su/5-111512-sposib-ocinki-tekhnichnogo-stanu-promislovogo-obladnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки технічного стану промислового обладнання</a>
Спосіб оцінки післяремонтного технічного стану високовольтного вимикача по моделі об’єкта в умовах нечіткої інформації
Номер патенту: 72529
Опубліковано: 27.08.2012
Автори: Бардик Євген Іванович, Костерєв Микола Володимирович
МПК: H01H 33/00
Мітки: оцінки, спосіб, вимикача, технічного, моделі, нечіткої, високовольтного, стану, об'єкта, умовах, післяремонтного, інформації
Формула / Реферат:
Спосіб оцінки післяремонтного технічного стану високовольтного вимикача по моделі об'єкта в умовах нечіткої інформації, який включає об'єднання частинних висновків щодо якості відновлення окремих елементів і функціональних вузлів за результатами післяремонтних вимірювань і випробувань (пневмосистема, дугогасильна камера, силові і дугогасильні контакти тощо) з урахуванням особливостей даного типу вимикача та "історії життя", який...
Спосіб оцінки технічного стану роликових підшипників
Номер патенту: 34791
Опубліковано: 26.08.2008
Автори: Карпенко Володимир Владиславович, Шарлай Василь Маркович, Іванов Віктор Олексійович, Суліма Олександр Іванович, Ковальов Олександр Юхимович, Гутніченко Олексій Олексійович
МПК: G01M 7/00
Мітки: технічного, оцінки, стану, підшипників, спосіб, роликових
Формула / Реферат:
1. Спосіб оцінки технічного стану роликових підшипників, що включає установку заправленого мастилом підшипника в переналагоджуване оснащення верстата, прикладення знизу до зовнішнього кільця підшипника регульованого радіального навантаження і надання обертання його внутрішньому кільцю, реєстрацію відповідними пристроями величини цього навантаження і числа обертів, вимірювання рівня віброприскорення підшипника в діапазонах частот 50-300 Гц,...
Спосіб оцінки технічного стану конструкції в процесі експлуатації методом твердості
Номер патенту: 69455
Опубліковано: 25.04.2012
Автори: Музика Микола Романович, Лебедєв Анатолій Олексійович
Мітки: конструкції, методом, технічного, спосіб, оцінки, стану, твердості, експлуатації, процесі
Формула / Реферат:
Спосіб оцінки технічного стану конструкції в процесі експлуатації методом твердості, що включає операції вимірювання твердості металу конструкції на стадіях напрацювання і наступного порівнювання отриманих значень твердості з нормованим значенням твердості, яке відповідає початковому стану металу конструкції, а за різницею згаданих значень оцінюють ступінь деградації металу, тобто технічний стан конструкції, який відрізняється тим, що...
Спосіб визначення технічного стану акумуляторної батареї та оцінки енергобалансу
Номер патенту: 28097
Опубліковано: 26.11.2007
Автор: Бездєнєжних Ігор Борисович
МПК: H03K 23/00
Мітки: стану, батареї, визначення, акумуляторної, технічного, оцінки, енергобалансу, спосіб
Формула / Реферат:
1. Спосіб визначення технічного стану акумуляторної батареї та оцінки енергобалансу, при якому оцінку технічного стану виконують за рахунок виміру величини зниження напруги на АКБ при протіканні поштовхових струмів, яка залежить від внутрішнього опору, з наступним програмним перерахунком на залишкову ємність, який відрізняється тим, що як тестові поштовхові струми використовується штатний електростартерний розряд, при цьому необхідні виміри...
Спосіб контролю та оцінки технічного стану тепловиділяючих об`єктів, що містять однотипні вузли, термографічним методом
Номер патенту: 98981
Опубліковано: 10.07.2012
Автори: Малик Світлана Борисівна, Стороженко Володимир Олександрович, Аведян Валерій Шалікович
МПК: G01K 17/00, G01J 5/00
Мітки: стану, методом, технічного, вузлі, містять, об'єктів, спосіб, тепловиділяючих, контролю, однотипні, оцінки, термографічним
Формула / Реферат:
Спосіб контролю та оцінки технічного стану тепловиділяючих об'єктів, що містять однотипні вузли, термографічним методом, що включає безконтактну реєстрацію температурного поля контрольованого об'єкта і формування термограм його поверхні, обробку термограм з отриманням термографічної інформаційної функції (ТІФ), порівняння цієї ТІФ з її еталонним значенням за встановленим критерієм дефектності, який відрізняється тим, що використовуються три...
Попередній патент: Спосіб отримання рекомбінантних штамів метилотрофних дріжджів hansenula polymorpha, здатних до надсинтезу глутатіону
Наступний патент: Скорочення кількості контекстів для контекстно-адаптивного бінарного арифметичного кодування
Випадковий патент: Спосіб оцінки якості досліджень при виявленні антитіл до вірусу імунодефіциту людини (віл)