Спосіб виготовлення стрічок плющенням
Номер патенту: 113673
Опубліковано: 10.02.2017
Автори: Аржавітін Віктор Вікторович, Федорінов Володимир Анатолійович, Федорінов Михайло Володимирович, Оксенчук Андрій Михайлович

Формула / Реферат
Спосіб виготовлення стрічок плющенням, що включає поетапне деформування заготівки круглого перерізу, який відрізняється тим, що деформацію ведуть шляхом почергової прокатки в розгінних калібрах і валках з циліндричними поверхнями з подальшою реалізацією в останньому проході (в останній кліті плющильною стана) комбінації процесів прокатки і волочіння проштовхуванням, причому необхідну силу для проштовхування металу через філь'єру (волоку) створюють валки прокатної кліті, а максимальне значення цієї сили за умови, що процес прокатки здійснюють з більшою витяжкою, ніж процес волочіння проштовхуванням, має місце, коли у осередку деформації при прокатці дотична напруга по усій його довжині спрямована у бік течії металу, тобто в цьому осередку деформації утворюється тільки зона відставання металу.
Текст
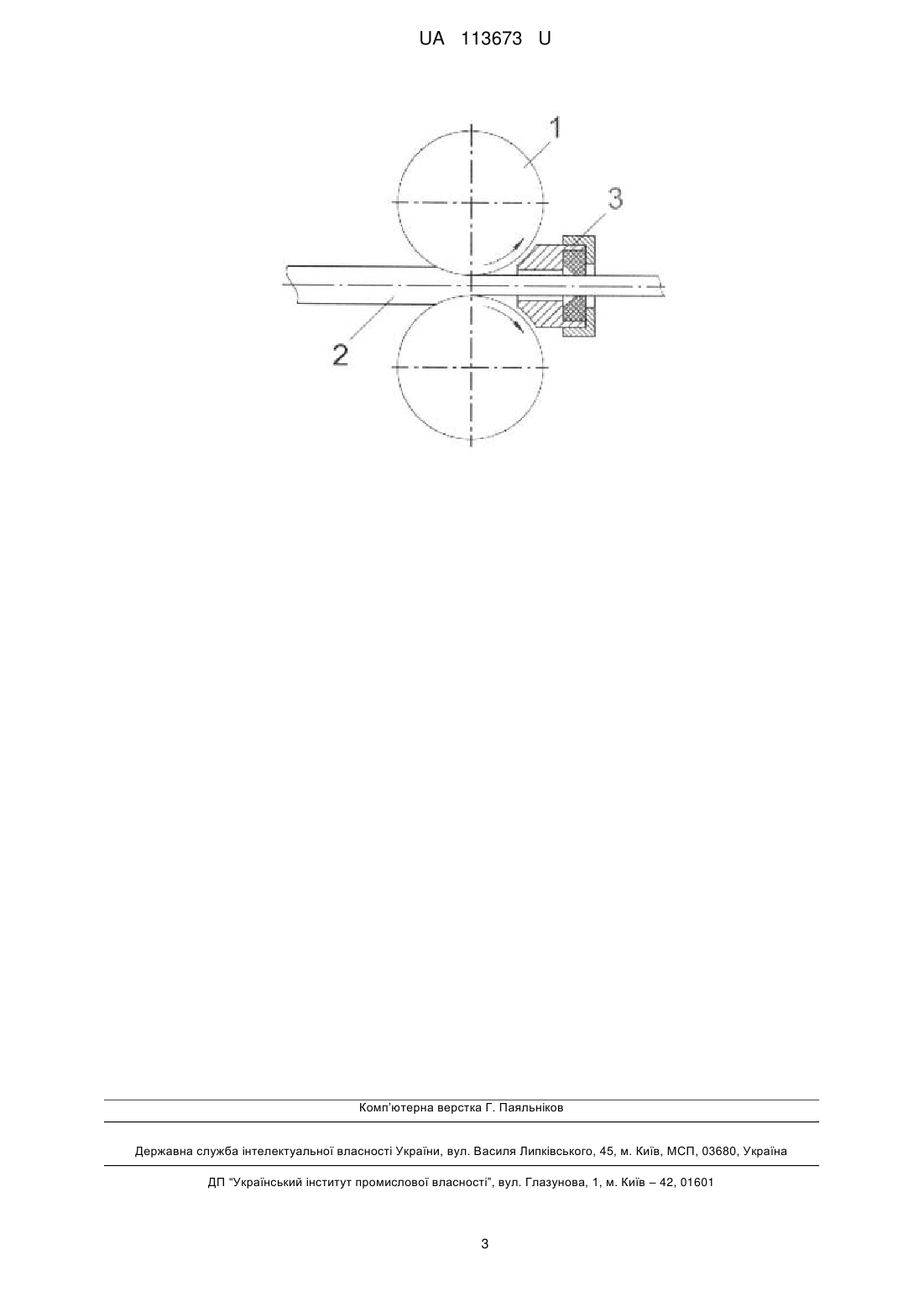
Реферат: Спосіб виготовлення стрічок плющенням, що включає поетапне деформування заготівки круглого перерізу, яке ведуть шляхом почергової прокатки в розгінних калібрах і валках з циліндричними поверхнями з подальшою реалізацією в останньому проході (в останній кліті плющильною стана) комбінації процесів прокатки і волочіння проштовхуванням. Необхідну силу для проштовхування металу через філь'єру (волоку) створюють валки прокатної кліті, а максимальне значення цієї сили за умови, що процес прокатки здійснюють з більшою витяжкою, ніж процес волочіння проштовхуванням, має місце, коли у осередку деформації при прокатці дотична напруга по усій його довжині спрямована у бік течії металу, тобто в цьому осередку деформації утворюється тільки зона відставання металу. UA 113673 U (12) UA 113673 U UA 113673 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної та кольорової металургії, а саме до техніки виготовлення стрічок із чорних і кольорових металів і їх сплавів, і може знайти застосування при їх виготовленні. Відомий спосіб виготовлення стрічки плющениям, який полягає в поетапному деформуванні заготівки з круглим перерізом [Злотников М.И. Производство плющеной ленты. - М.: Металлургиздат, 1951. - С. 6, с. 143]. Відомий також спосіб виготовлення стрічки плющенням, який полягає в поетапному деформуванні заготівки з круглим перерізом [Владимиров Ю.В., Нижник ПП. , Пуртов Ю.А. Производство плющеной стальной ленты. - М.: Металлургиздат, 1985. - С. 119, с. 106-107]. Відомий також спосіб виготовлення стрічки плющенням, вибраний нами як прототип, який полягає в поетапному деформуванні заготівки круглого перерізу розгінними калібрами, які мають дугоподібну опуклу форму [Патент 53391 UA, МПК В21В1/02 Спосіб виготовлення стрічки плющенням / Капланов В.І. Чумаков В.П., Коренко М.Г., Староста Н.В. - № u201002663; заявл. 10.03.2010; опубл. 11.03.2010. бюл. № 19-2 с.]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є поетапна деформація заготівки круглого перерізу. Недоліками відомого способу є неможливість отримання розширеного сортаменту стрічок за геометричними розмірами із заготівки круглого перерізу одного розміру. Для отримання стрічок різних розмірів по ширині необхідно застосовувати широкий асортимент заготівок круглого перерізу. Застосування валків з циліндричною робочою поверхнею приводить до нерівномірної деформації по ширині стрічки, оскільки утворюються поза контактними зонами, в яких протікає примусове уширення, зосереджене з боків розкату і виникає розтягуюча напруга, що і приводить до порушення цілісності металу у вигляді тріщин. При реалізації плющення у валках з розгінним калібром в перших проходах і подальшій деформації в циліндричних валках з вільним виходом металу відбувається незначне уширення металу, що негативно впливає на точність геометричних розмірів готового металопрокату, знижує продуктивність і вихід придатної продукції. В основу корисної моделі поставлена задача вдосконалення способу виготовлення стрічок плющенням при прокатці в розгінних калібрах і валках з циліндричними поверхнями шляхом здійснення в останній кліті плющильного стана або в останньому проході комбінації процесів плющення у валках з циліндричною поверхнею і волочіння проштовхуванням через філь'єру, причому процес прокатки здійснюють з більшою витяжкою, ніж процес волочіння проштовхуванням. Такий прийом, використовуючи енергію валків, дозволяє поєднати на виході з прокатної кліті процеси прокатки і волочіння і тим самим скоротити технологічний цикл, виключивши окрему операцію з калібрування стрічки. При цьому необхідна сила проштовхування металу у осередок волочіння, яка створюється валками, приводить до утворення підпору металу на виході з осередку прокатки, що забезпечує додаткову стискуючу напругу в металі, а, отже, і умови для розвиненішої пластичної течії металу у напрямі ширини, а також дозволяє підвищити якість плющених стрічок за рахунок зниження вірогідності появи тріщин і створення умов для утворення дрібнозернистої структури металу зважаючи на сприятливу схему усебічного стискування у осередку деформації при прокатці і волочінні проштовхуванням, а, отже, збільшити вихід придатної плющеної стрічки, а в сукупності підвищити продуктивність, у тому числі і за рахунок скорочення попередніх проходів при прокатці, підвищити якість поверхні металу, точність його геометричних розмірів і розширити сортамент за геометричними параметрами готової стрічки при використанні заготівки одного розміру. Поставлена задача вирішується тим, що спосіб виготовлення стрічок плющенням полягає в попередній деформації заготівки круглого перерізу шляхом почергової прокатки в розгінних калібрах і валках з циліндричними поверхнями з подальшою реалізацією в останньому проході (в останній кліті плющильного стана) комбінації процесів прокатки і волочіння проштовхуванням. При цьому необхідну силу для проштовхування металу через філь'єру (волоку) створюють валки прокатної кліті. Максимальне значення цієї сили за умови, що процес прокатки здійснюють з більшою витяжкою, ніж процес волочіння проштовхуванням, мас місце, коли у осередку деформації при прокатці дотична напруга по усій його довжині спрямована у бік течії металу, тобто в цьому осередку деформації утворюється тільки зона відставання металу. Таким чином, реалізується граничний випадок прокатки з максимальною енергією валків. Осьова напруга в металі в проміжку між осередками прокатки і волочіння є, з одного боку, напругою підпору для осередку прокатки, а з іншого боку, - робочою напругою, необхідною для здійснення процесу волочіння проштовхуванням, і ця умова існує при дотриманні певних співвідношень між витяжками металу в цих осередках деформації, а також значеннями опору 1 UA 113673 U 5 10 15 20 25 30 35 метала деформації, геометричними параметрами осередків деформації, умов тертя на контактних поверхнях валків і філь'єри (волоки) і напруг натягнення кінців стрічки на виході з осередку волочіння і на вході у осередок прокатки. Виконання певних умов забезпечує можливість комбінації процесів плющення у валках з циліндричною поверхнею з однозонним ковзанням металу у осередку деформації і волочіння шляхом проштовхування через філь'єру, при цьому у осередку деформації при плющенні створюють силу, необхідну для проштовхування металу. Попередня деформація заготівки круглого перерізу шляхом почергового плющення в розгінних калібрах і валках з циліндричними поверхнями з подальшою реалізацією в останній кліті плющильного стана (чи в останньому проході) комбінації процесів плющення і волочіння проштовхуванням дозволяє скоротити технологічний цикл, виключивши окрему операцію по калібруванню стрічки, підвищити якість плющених стрічок за рахунок зниження вірогідності утворення тріщин і створення дрібнозернистої структури металу при сприятливій схемі усебічного стискування у осередку деформації при плющенні і волочінні проштовхуванням, а, як слід, збільшити вихід придатної плющеної стрічки і в сукупності підвищити продуктивність, у тому числі і за рахунок скорочення попередній проходів при плющенні, підвищив якість поверхні і розширити сортамент за геометричними параметрами готовій стрічки при використанні заготівлі одного розміру. Суть корисної моделі пояснюється кресленням, де зображено: - схему плющення в останньому проході в циліндричних валках 1 заготівки 2, що деформується з проштовхуванням плющеної стрічки через волоку 3. Спосіб виготовлення стрічки плющенням здійснюється таким чином. На початковому етапі заготівку круглого перерізу деформують в розгінних калібрах і циліндричних валках, а у кінці - в останній кліті або в останньому проході здійснюють комбінацію процесів плющення і волочіння шляхом проштовхування металу через волоку. При цьому сила проштовхування металу у осередку волочіння є одночасно підпираючою силою для металу на виході його з осередку плющення, що забезпечує додаткову стискуючу напругу в металі. Це забезпечує розвиненішу пластичну течію металу у напрямі ширини, а також дозволяє підвищити якість плющених стрічок за рахунок зниження вірогідності утворення тріщин і створення дрібнозернистої структури металу, зважаючи на сприятливу схему усебічного стискування у осередках деформації при плющенні і волочінні проштовхуванням. Розроблена комбінована схема плющення з волочінням шляхом проштовхування дозволяє збільшити вихід придатної плющеної стрічки, а в сукупності підвищити продуктивність, у тому числі і за рахунок скорочення попередніх проходів при плющенні, підвищити якість поверхні металу, точність його геометричних розмірів і розширити сортамент за геометричними параметрами готової стрічки при використанні заготівки одного розміру. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб виготовлення стрічок плющенням, що включає поетапне деформування заготівки круглого перерізу, який відрізняється тим, що деформацію ведуть шляхом почергової прокатки в розгінних калібрах і валках з циліндричними поверхнями з подальшою реалізацією в останньому проході (в останній кліті плющильною стана) комбінації процесів прокатки і волочіння проштовхуванням, причому необхідну силу для проштовхування металу через фільєру (волоку) створюють валки прокатної кліті, а максимальне значення цієї сили за умови, що процес прокатки здійснюють з більшою витяжкою, ніж процес волочіння проштовхуванням, має місце, коли у осередку деформації при прокатці дотична напруга по усій його довжині спрямована у бік течії металу, тобто в цьому осередку деформації утворюється тільки зона відставання металу. 2 UA 113673 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21C 37/00, B21B 37/26, B29C 43/48, B21B 9/00, B21B 1/02
Мітки: стрічок, виготовлення, плющенням, спосіб
Код посилання
<a href="https://ua.patents.su/5-113673-sposib-vigotovlennya-strichok-plyushhennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стрічок плющенням</a>
Спосіб виготовлення стрічок плющенням
Номер патенту: 107692
Опубліковано: 24.06.2016
Автори: Федорінов Володимир Анатолійович, Аржавітін Віктор Вікторович, Оксенчук Андрій Михайлович, Федорінов Михайло Володимирович
Мітки: плющенням, спосіб, виготовлення, стрічок
Формула / Реферат:
1. Спосіб виготовлення стрічок плющенням, який полягає в поетапному деформуванні заготівки круглого перерізу, який відрізняється тим, що деформацію виконують по черзі в розгінних і циліндричних калібрах, при цьому:в першому проході деформацію заготівки ведуть до товщини h'1=(0,95…1,2) Rз всередині перерізу за допомогою розгінних калібрів, що мають опукло-ввігнутий профіль, геометрію якого визначають з...
Спосіб виготовлення стрічок плющенням
Номер патенту: 108956
Опубліковано: 10.08.2016
Автори: Аржавітін Віктор Вікторович, Федорінов Михайло Володимирович, Федорінов Володимир Анатолійович, Оксенчук Андрій Михайлович
МПК: B21B 9/00
Мітки: спосіб, стрічок, плющенням, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічок плющенням, який полягає в поетапному деформуванні заготівки круглого перерізу, який відрізняється тим, що деформацію виконують по черзі в циліндричних валках і розгінному калібрі, при цьому: начальний діаметр дроту вибирають у межах dH=(4,4….4,7)bK/hK, перший прохід здійснюється у циліндричних валках, в яких дріт деформується до товщини h1=(0,63….0,65)dH, у другому проході здійснюється прокатка до товщини...
Спосіб виготовлення стрічки плющенням
Номер патенту: 102648
Опубліковано: 10.11.2015
Автори: Марков Олег Євгенійович, Розов Юрій Георгійович, Ячмінь Юлія Олегівна, Руденко Наталія Олександрівна
МПК: B21B 1/02
Мітки: стрічки, плющенням, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, який включає поетапне деформування заготівки круглого перерізу розгінними калібрами, який відрізняється тим, що деформування здійснюється випуклими конічними розгінними калібрами, при цьому після кожного проходу в цих калібрах проводиться кантування заготівки на 90°, а остаточне плющення одержаної чотирипроменевої заготівки здійснюється вздовж ребер гладкими циліндричними калібрами.
Спосіб виготовлення стрічки плющенням
Номер патенту: 102650
Опубліковано: 10.11.2015
Автори: Коренко Марина Георгіївна, Неруш Андрій Олександрович, Найдьонов Володимир Сергійович, Марков Олег Євгенійович
МПК: B21B 1/02
Мітки: виготовлення, спосіб, стрічки, плющенням
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що полягає в поетапному деформуванні циліндричної заготівки розгінними калібрами, який відрізняється тим, що заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Ні, яка дорівнює 1,1Ηстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах.
Спосіб виготовлення стрічки плющенням
Номер патенту: 53391
Опубліковано: 11.10.2010
Автори: Коренко Марина Георгіївна, Чумаков Володимир Петрович, Староста Наталя Володимирівна, Капланов Василь Ільіч
МПК: B21B 1/02
Мітки: стрічки, спосіб, виготовлення, плющенням
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що включає поетапну деформацію заготовки круглого профілю, який відрізняється тим, що на першому етапі деформацію заготовки виконують за допомогою розгінних калібрів, які мають дугоподібну увігнуту форму, при цьому на наступних етапах плющення площу деформації збільшують до отримання на останньому етапі стрічки, при цьому радіус згаданої деформації задають за допомогою гребеня розгінних калібрів, радіус...
Попередній патент: Формувач послідовності пачок з програмованим періодом, кількістю тактових імпульсів в пачці і затримкою початку формування
Наступний патент: Спосіб одержання фармацевтичної композиції на основі адеметіонін 1,4-бутандисульфонату
Випадковий патент: Пристрій для контролю чергування та обриву фаз трифазної мережі