Спосіб глибинного шліфування циліндричної деталі
Номер патенту: 114154
Опубліковано: 27.02.2017

Формула / Реферат
Спосіб глибинного шліфування циліндричної деталі, при якому диск приводять в обертальний рух, а деталь - в обертальний та зворотно-поступальний рух, який відрізняється тим, що відстань між центром диска та віссю циліндричної деталі у площині шліфування приймають рівною радіусу диска, а швидкість повздовжньої подачі та швидкість обертів деталі встановлюють відповідно із залежностями
![]()
![]()
де m - об'ємна концентрація зерен;
![]() - зернистість зерен, м;
- зернистість зерен, м;
Vкр - швидкість диска, м/с;
Нmax - максимальна товщина зрізу, м;
Rкр - радіус диска, м;
![]() - довжина деталі, м;
- довжина деталі, м;
tн - величина переміщення деталі у напрямку її обертів за час одного повздовжнього ходу стола;
![]() - безрозмірний коефіцієнт (
- безрозмірний коефіцієнт ( ![]() ).
).
Текст
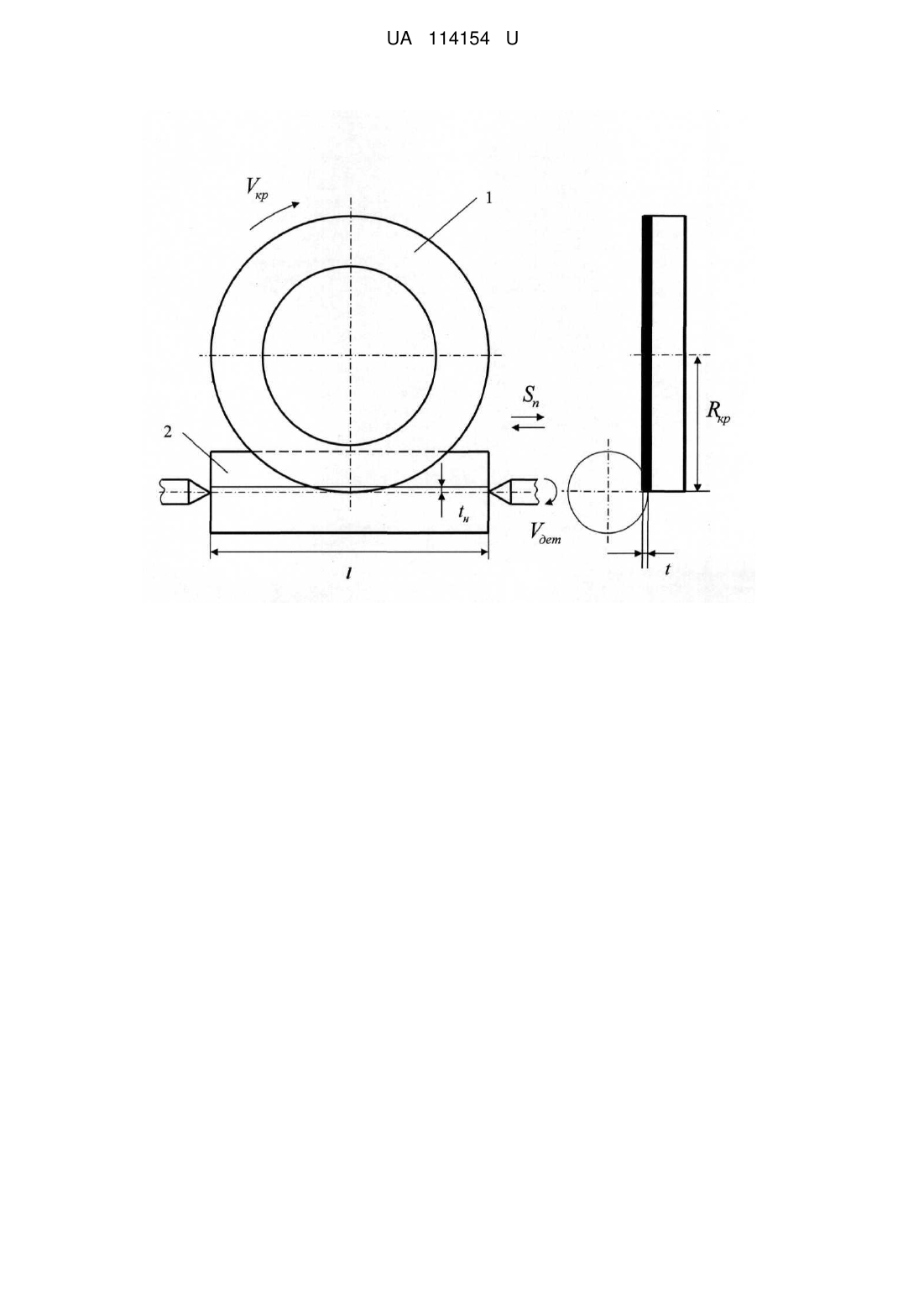
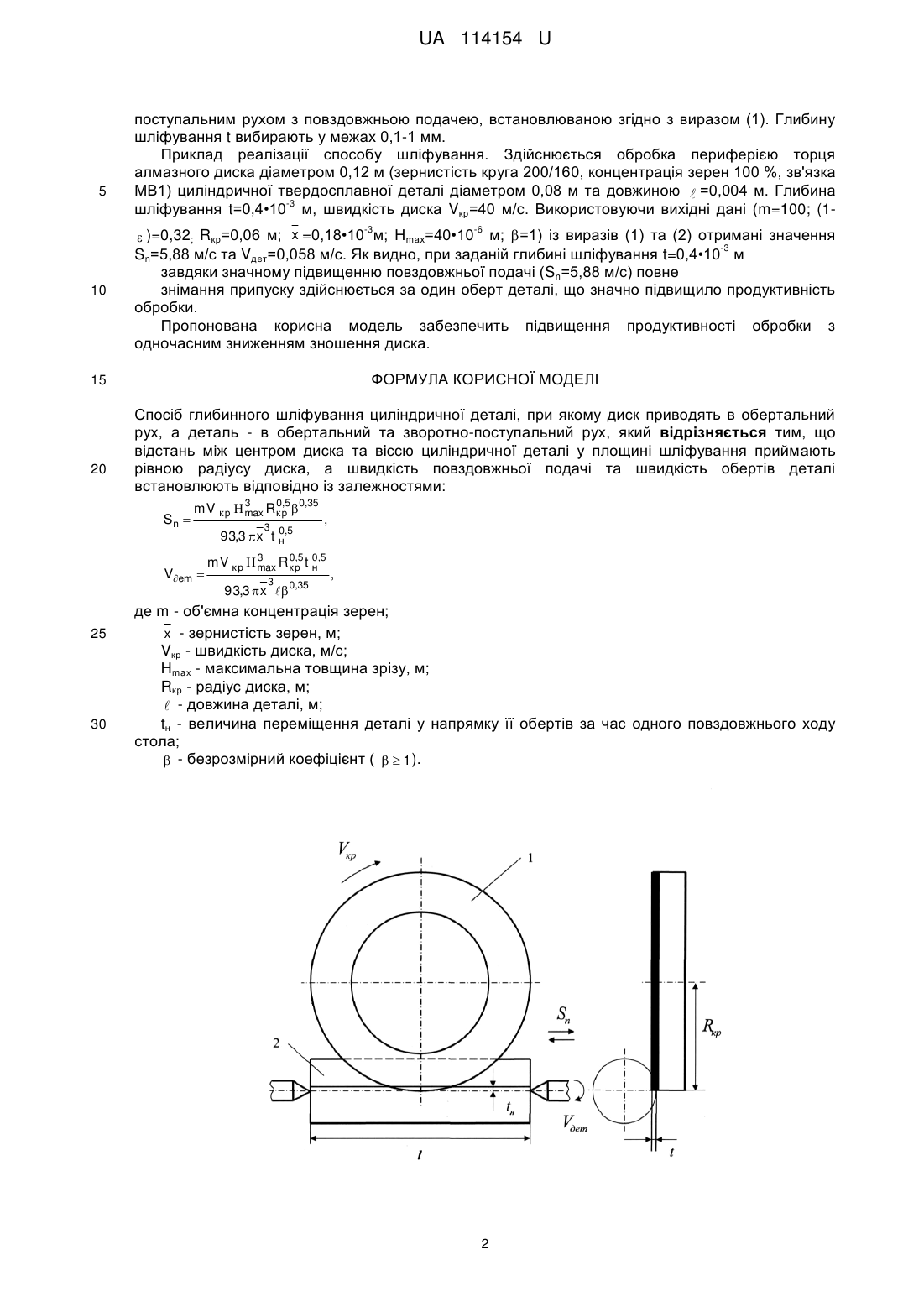
Реферат: В способі глибинного шліфування циліндричної деталі диск приводять в обертальний рух, а деталь - в обертальний та зворотно-поступальний рух. Відстань між центром диска та віссю циліндричної деталі у площині шліфування приймають рівною радіусу диска, а швидкість повздовжньої подачі та швидкість обертів деталі встановлюють відповідно з певними залежностями. UA 114154 U (54) СПОСІБ ГЛИБИННОГО ШЛІФУВАННЯ ЦИЛІНДРИЧНОЇ ДЕТАЛІ UA 114154 U UA 114154 U 5 10 15 20 Корисна модель належить до машинобудування, а саме до металообробки, та може бути використана при шліфуванні диском із синтетичного надтвердого матеріалу циліндричних деталей із інструментальних та конструкційних матеріалів. Відомий спосіб глибинного шліфування циліндричної деталі периферією торця диска із синтетичного надтвердого матеріалу, при якому диск приводять в обертальний рух, а деталь - в обертальний та зворотно-поступальний рух [див. Основы алмазной обработки твердосплавного инструмента / И.П. Захаренко - Киев: Наук. думка, 1981, - С. 214-215]. Недоліком відомого способу глибинного шліфування циліндричної деталі є підвищене зношення диска та низька продуктивність обробки при зніманні великих припусків. В основу корисної моделі поставлена задача вдосконалення способу глибинного шліфування циліндричної деталі шляхом того, що відстань між центром диска та віссю циліндричної деталі у площині шліфування приймають рівною радіусу диска, а швидкість повздовжньої подачі та швидкість обертів деталі встановлюють відповідно з певними залежностями, що забезпечить підвищення продуктивності обробки та зниження зношення диска. Поставлена задача вирішується тим, що у способі глибинного шліфування циліндричної деталі, при якому диск приводять в обертальний рух, а деталь - в обертальний та зворотнопоступальний рух, згідно з корисною моделлю, відстань між центром диска та віссю циліндричної деталі у площині шліфування приймають рівною радіусу диска, а швидкість повздовжньої подачі та швидкість обертів деталі встановлюють відповідно із залежностями: Sn 3 0,5 mV кр max R кр 0,35 3 0 93,3 x t н,5 Vem 25 30 , 3 0,5 0 mV кр max R кр t н,5 3 93,3 x 0,35 , де m - об'ємна концентрація зерен; x - зернистість зерен, м; Vкр - швидкість диска, м/с; Нmax - максимальна товщина зрізу, м; Rкр - радіус диска, м; - довжина деталі, м; tн - величина переміщення деталі у напрямку її обертів за час одного повздовжнього ходу стола; - безрозмірний коефіцієнт ( 1). 35 Для реалізації зазначеної задачі встановлюють відстань між центром диска та віссю деталі у площині шліфування, що дорівнює радіусу диска та значно збільшують повздовжню подачу згідно з виразом Sn 3 0,5 mV кр max R кр 0,35 3 0 93,3 x t н,5 , (1) Для забезпечення шліфування із заданим значенням Нmax, швидкість обертів деталі встановлюють із формули Vem 3 0,5 0 mV кр max R кр t н,5 3 93,3 x 0,35 , (2) Параметр Нmах приймають згідно із залежністю max 0,7 x 1 , (3) де - безрозмірний коефіцієнт, що визначає висоту виступів зерен над зв'язкою, (1- )=0,3 40 0,4. 45 50 Із залежності (2) витікає важливий висновок про те, що Vдет, а відтак і продуктивність обробки не залежить від глибини шліфування. Суть корисної моделі пояснюється кресленням, де зображено схему, що ілюструє реалізацію пропонованого способу. Обробку здійснюють периферією торця диска 1 із синтетичного надтвердого матеріалу, встановлюючи його на відстані, що дорівнює власне радіусу від осі деталі 2 (у площині шліфування). Диску 1 надають обертовий рух зі швидкістю Vкр, а деталі 2 - обертовий рух зі швидкістю Vдет, яка визначається залежністю (2), та зворотно 1 UA 114154 U 5 поступальним рухом з повздовжньою подачею, встановлюваною згідно з виразом (1). Глибину шліфування t вибирають у межах 0,1-1 мм. Приклад реалізації способу шліфування. Здійснюється обробка периферією торця алмазного диска діаметром 0,12 м (зернистість круга 200/160, концентрація зерен 100 %, зв'язка МВ1) циліндричної твердосплавної деталі діаметром 0,08 м та довжиною =0,004 м. Глибина -3 шліфування t=0,4•10 м, швидкість диска Vкр=40 м/с. Використовуючи вихідні дані (m=100; (1 10 м; =1) із виразів (1) та (2) отримані значення -3 Sn=5,88 м/с та Vдет=0,058 м/с. Як видно, при заданій глибині шліфування t=0,4•10 м завдяки значному підвищенню повздовжньої подачі (Sn=5,88 м/с) повне знімання припуску здійснюється за один оберт деталі, що значно підвищило продуктивність обробки. Пропонована корисна модель забезпечить підвищення продуктивності обробки з одночасним зниженням зношення диска. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ -3 )=0,32; Rкр=0,06 м; x =0,18•10 м; Нmах=40•10 20 Спосіб глибинного шліфування циліндричної деталі, при якому диск приводять в обертальний рух, а деталь - в обертальний та зворотно-поступальний рух, який відрізняється тим, що відстань між центром диска та віссю циліндричної деталі у площині шліфування приймають рівною радіусу диска, а швидкість повздовжньої подачі та швидкість обертів деталі встановлюють відповідно із залежностями: Sn 3 0,5 mV кр max R кр 0,35 Vem 25 30 -6 3 0 93,3 x t н,5 , 3 0,5 0 mV кр max R кр t н,5 3 , 93,3 x 0,35 де m - об'ємна концентрація зерен; x - зернистість зерен, м; Vкр - швидкість диска, м/с; Нmax - максимальна товщина зрізу, м; Rкр - радіус диска, м; - довжина деталі, м; tн - величина переміщення деталі у напрямку її обертів за час одного повздовжнього ходу стола; - безрозмірний коефіцієнт ( 1). 2 UA 114154 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 1/00
Мітки: деталі, циліндричної, шліфування, спосіб, глибинного
Код посилання
<a href="https://ua.patents.su/5-114154-sposib-glibinnogo-shlifuvannya-cilindrichno-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибинного шліфування циліндричної деталі</a>
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Кальченко Віталій Іванович, Дмитренко Максим Анатолійович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: осями, шліфування, круга, деталі, схрещеними, глибинного, спосіб, круглого
Формула / Реферат:
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий...
Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів
Номер патенту: 113084
Опубліковано: 10.01.2017
Автори: Сіра Наталія Миколаївна, Кальченко Віталій Іванович, Кальченко Дмитро Володимирович, Кальченко Володимир Віталіович
МПК: B24B 5/04
Мітки: ступінчастого, валів, спосіб, шліфування, глибинного, циліндричного, однопрохідного
Формула / Реферат:
1. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів, при якому шліфувальний круг, вісь якого розташована під заданим кутом до осі оброблюваної деталі, здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці циліндричного вала вісь повороту круга розташовують на відстані радіусу заокруглення радіусної кромки шліфувального...
Абразивний інструмент з гальванічним закріпленням зерен для глибинного шліфування торцем круга
Номер патенту: 21252
Опубліковано: 15.03.2007
Автори: Лавріненко Валерій Іванович, Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович
МПК: B24D 7/00
Мітки: шліфування, глибинного, інструмент, зерен, гальванічним, торцем, круга, закріпленням, абразивний
Формула / Реферат:
Абразивний інструмент з гальванічним закріпленням зерен для глибинного шліфування торцем круга, що містить абразивний прошарок, розділений на три ділянки, який відрізняється тим, що на ньому виконані два скоси і вирізані спіральні канавки, а робоча поверхня круга складена із трьох розташованих концентрично ділянок різної зернистості.
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ларін Андрій Васильович
МПК: B24B 5/00
Мітки: шліфування, обертання, спосіб, поверхонь, глибинного
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Спосіб глибинного алмазно-електрохімічного шліфування
Номер патенту: 12518
Опубліковано: 15.02.2006
Автори: Бровченко Анатолій Михайлович, Смоквина Володимир Віталійович
МПК: B24B 1/00
Мітки: алмазно-електрохімічного, спосіб, глибинного, шліфування
Формула / Реферат:
Спосіб глибинного алмазно-електрохімічного шліфування з використанням комбінованого шліфувально-полірувального круга, що полягає в поетапній чорновій та чистовій обробці, який відрізняється тим, що чорнова і чистова обробки здійснюються одночасно з можливістю позиціонування внутрішнього круга відносно зовнішнього, в залежності від умов шліфування, автоматично по заданій програмі.
Попередній патент: Ручне весло-жалюзі для човнів
Наступний патент: Пристрій для вимірювання індукції магнітного поля
Випадковий патент: Пристрій для аналізу води