Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів
Номер патенту: 113084
Опубліковано: 10.01.2017
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович, Сіра Наталія Миколаївна, Кальченко Володимир Віталіович
Формула / Реферат
1. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів, при якому шліфувальний круг, вісь якого розташована під заданим кутом до осі оброблюваної деталі, здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці циліндричного вала вісь повороту круга розташовують на відстані радіусу заокруглення радіусної кромки шліфувального круга та половини подачі на оберт деталі від торця інструмента, що забезпечує необхідну геометричну шорсткість і підвищення продуктивності шліфування за рахунок роботи широкої ділянки периферії круга в процесі обробки, при цьому кут повороту шліфувального круга вибирають із умови, що в процесі зняття припуску повинна бути задіяна максимальна площа круга при мінімальній площі плями контакту інструмента та деталі:
![]() , (І)
, (І)
де ![]() - відстань від торця шліфувального круга до осі його повороту;
- відстань від торця шліфувального круга до осі його повороту; ![]() - радіус заокруглення радіусної кромки шліфувального круга;
- радіус заокруглення радіусної кромки шліфувального круга; ![]() - подача на оберт деталі.
- подача на оберт деталі.
![]() , (2)
, (2)
де ![]() - кут повороту шліфувального круга при обробці циліндричного вала;
- кут повороту шліфувального круга при обробці циліндричного вала; ![]() - радіус шліфувального круга;
- радіус шліфувального круга; ![]() - радіус заготовки;
- радіус заготовки; ![]() - припуск під шліфування.
- припуск під шліфування.
2. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що при обробці ступінчастого вала кут повороту шліфувального круга вибирається із умови забезпечення необхідної точності його торцевої поверхні:
![]() ,
,
де ![]() - кут повороту шліфувального круга при обробці торцевої поверхні ступінчастого вала;
- кут повороту шліфувального круга при обробці торцевої поверхні ступінчастого вала; ![]() - допустиме відхилення від перпендикулярності торцевої поверхні ступінчастого вала;
- допустиме відхилення від перпендикулярності торцевої поверхні ступінчастого вала; ![]() - перепад між діаметрами ступінчастого вала, який визначає висоту торця деталі.
- перепад між діаметрами ступінчастого вала, який визначає висоту торця деталі.
3. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що при підході шліфувального круга до торцевої поверхні ступінчастого вала подача на оберт деталі зменшується, що забезпечує безприпікаючу обробку за рахунок зменшення величини тангенціальної складової сили різання.
4. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що забезпечення високої продуктивності обробки торцевої поверхні ступінчастого вала при зменшенні подачі на оберт деталі досягається збільшенням числа її обертів.
Текст
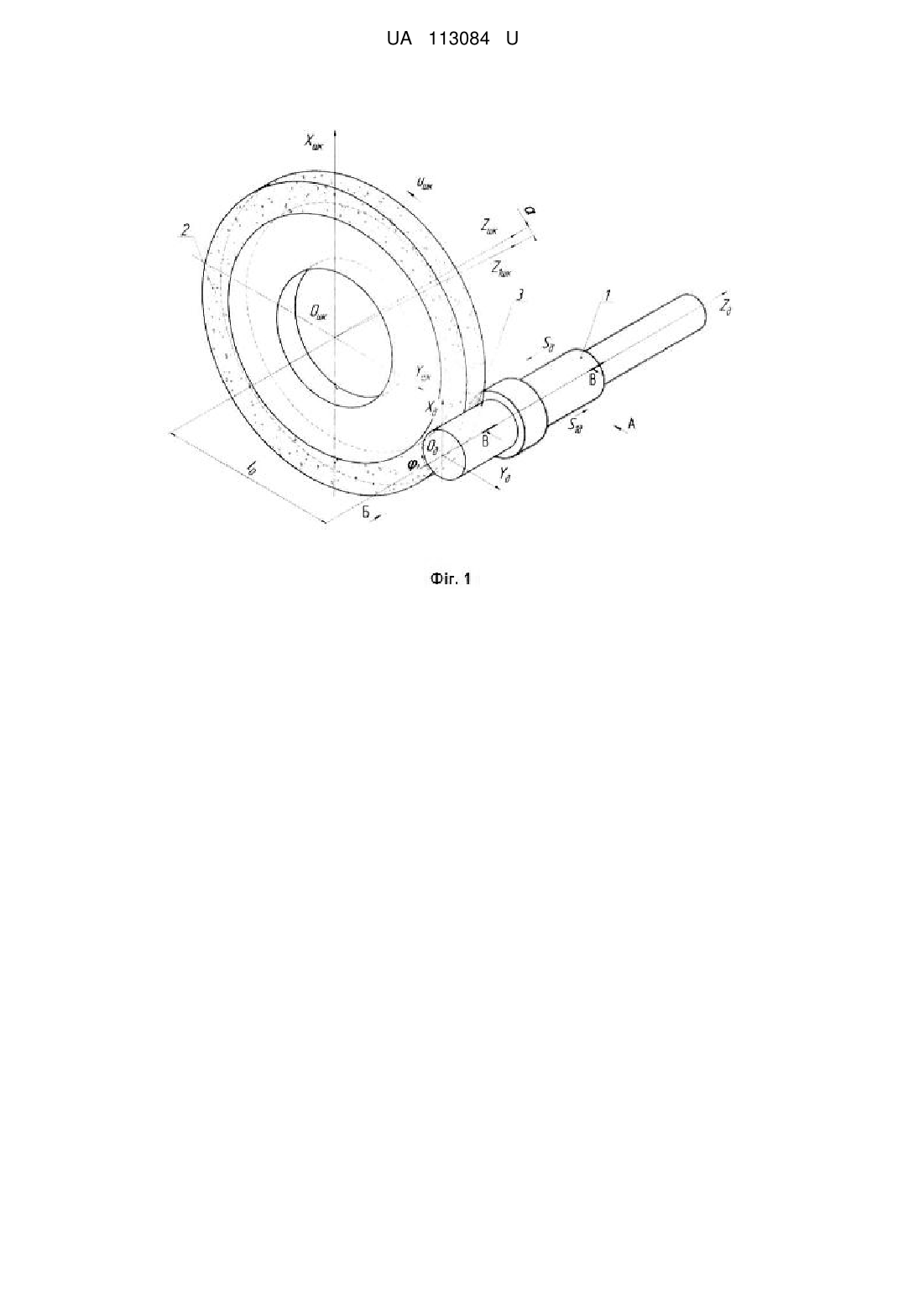
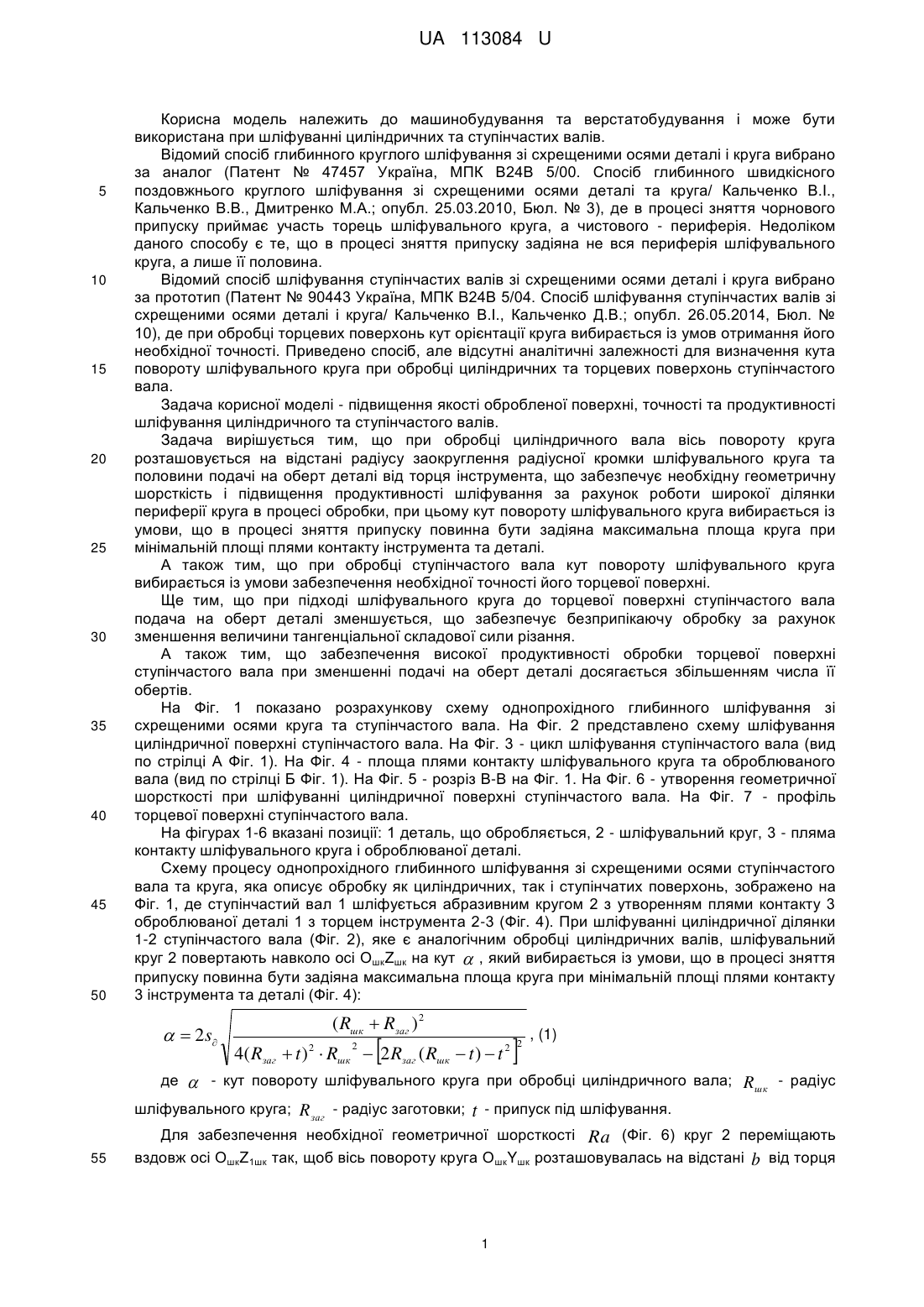
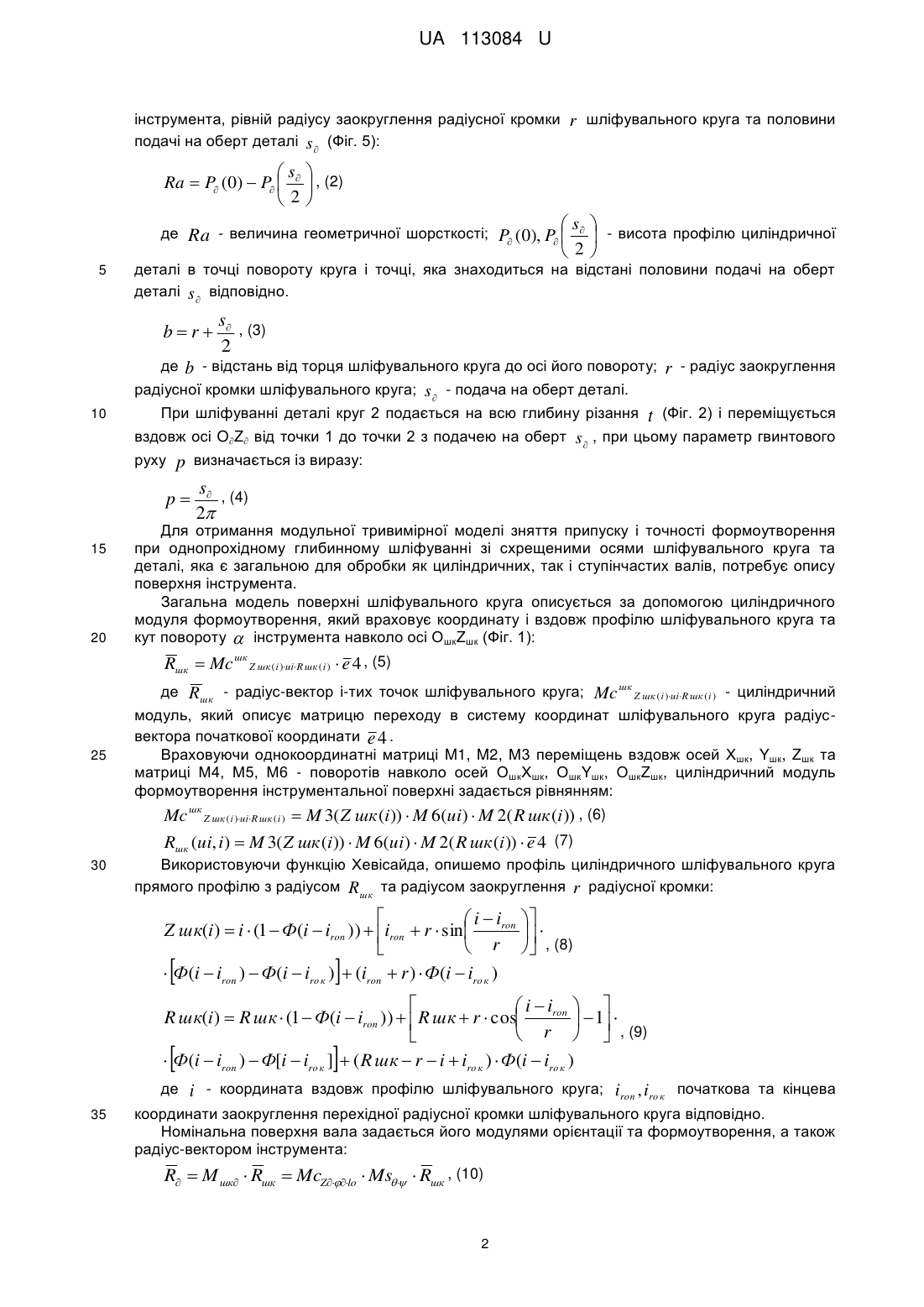
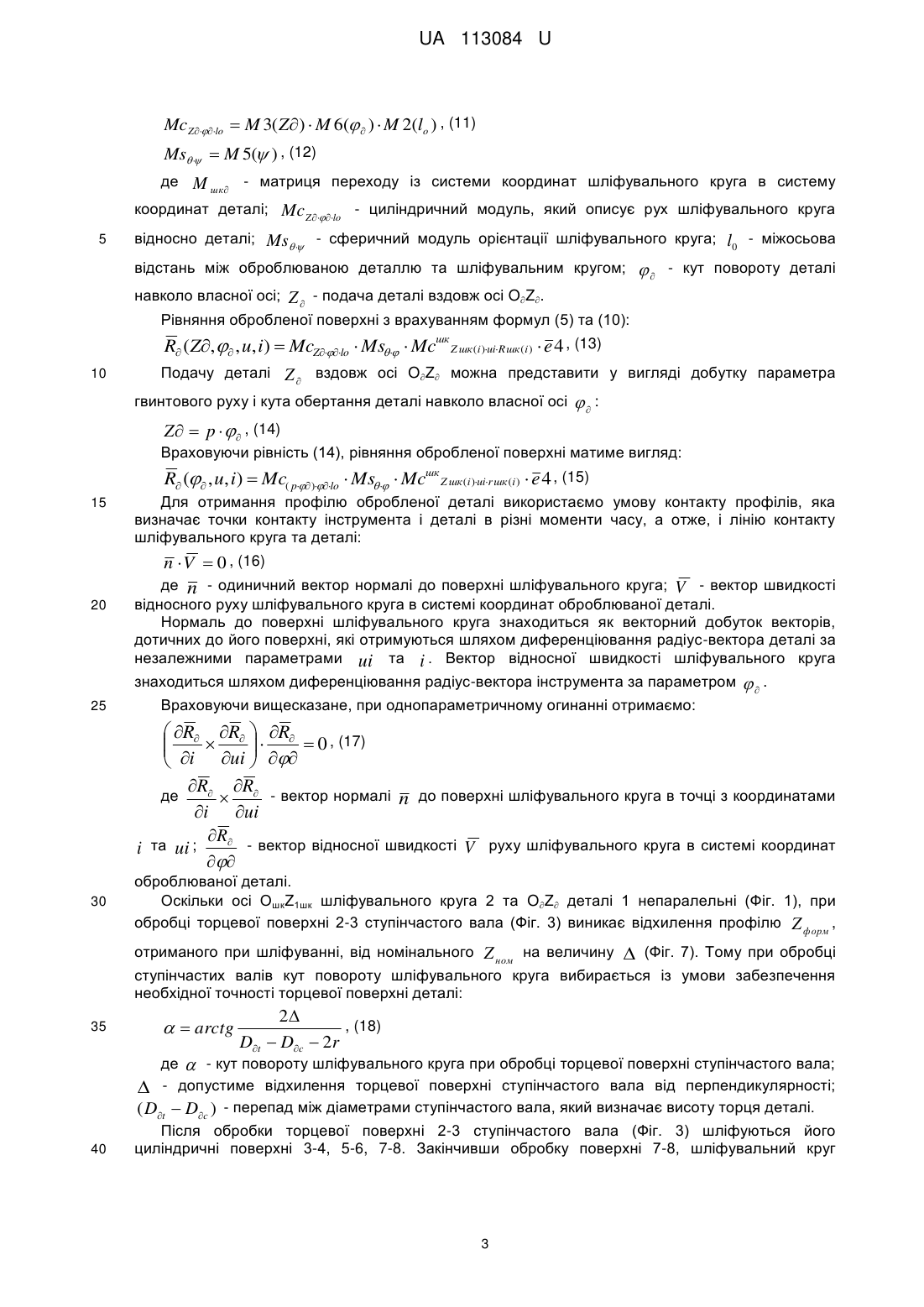
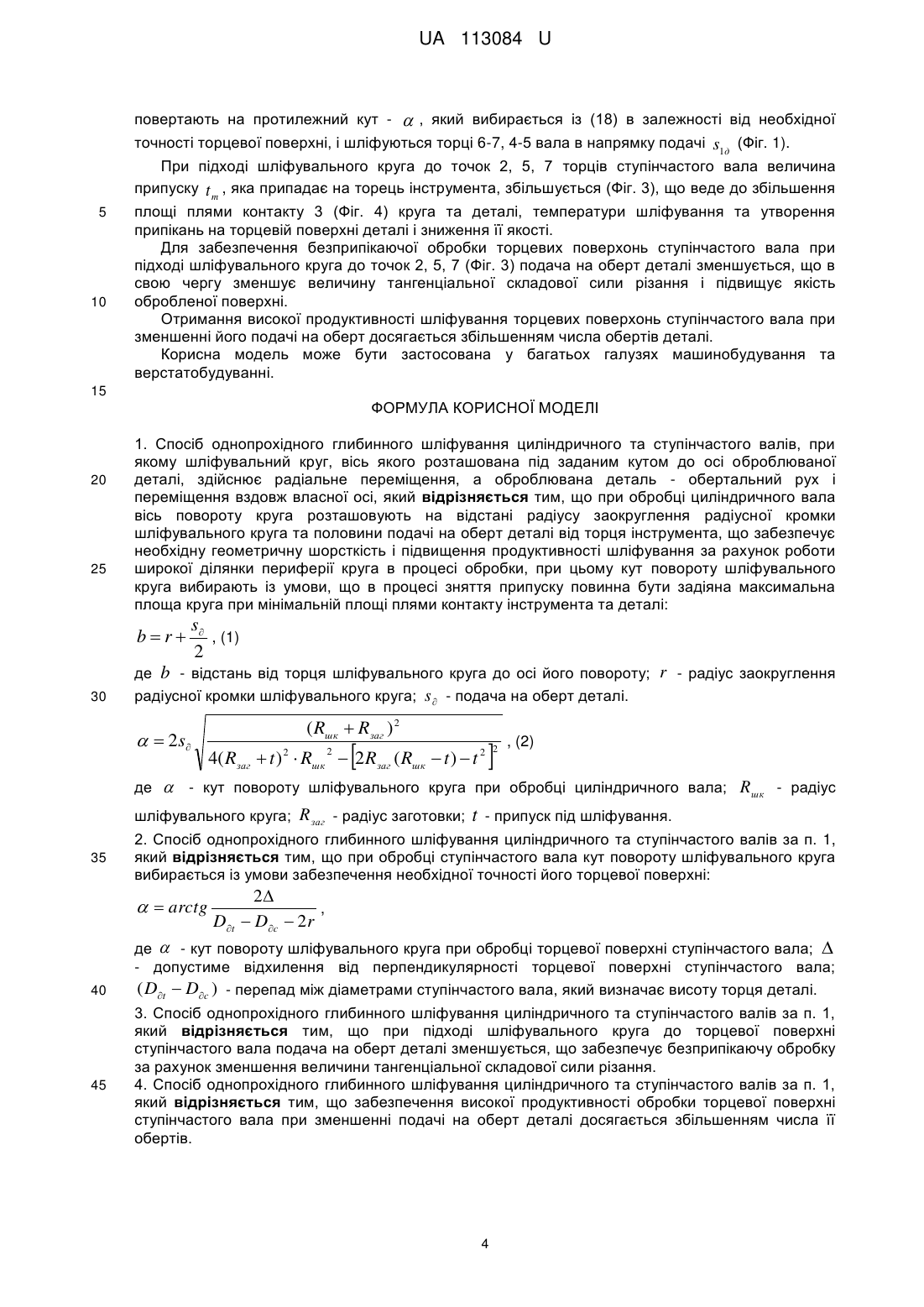
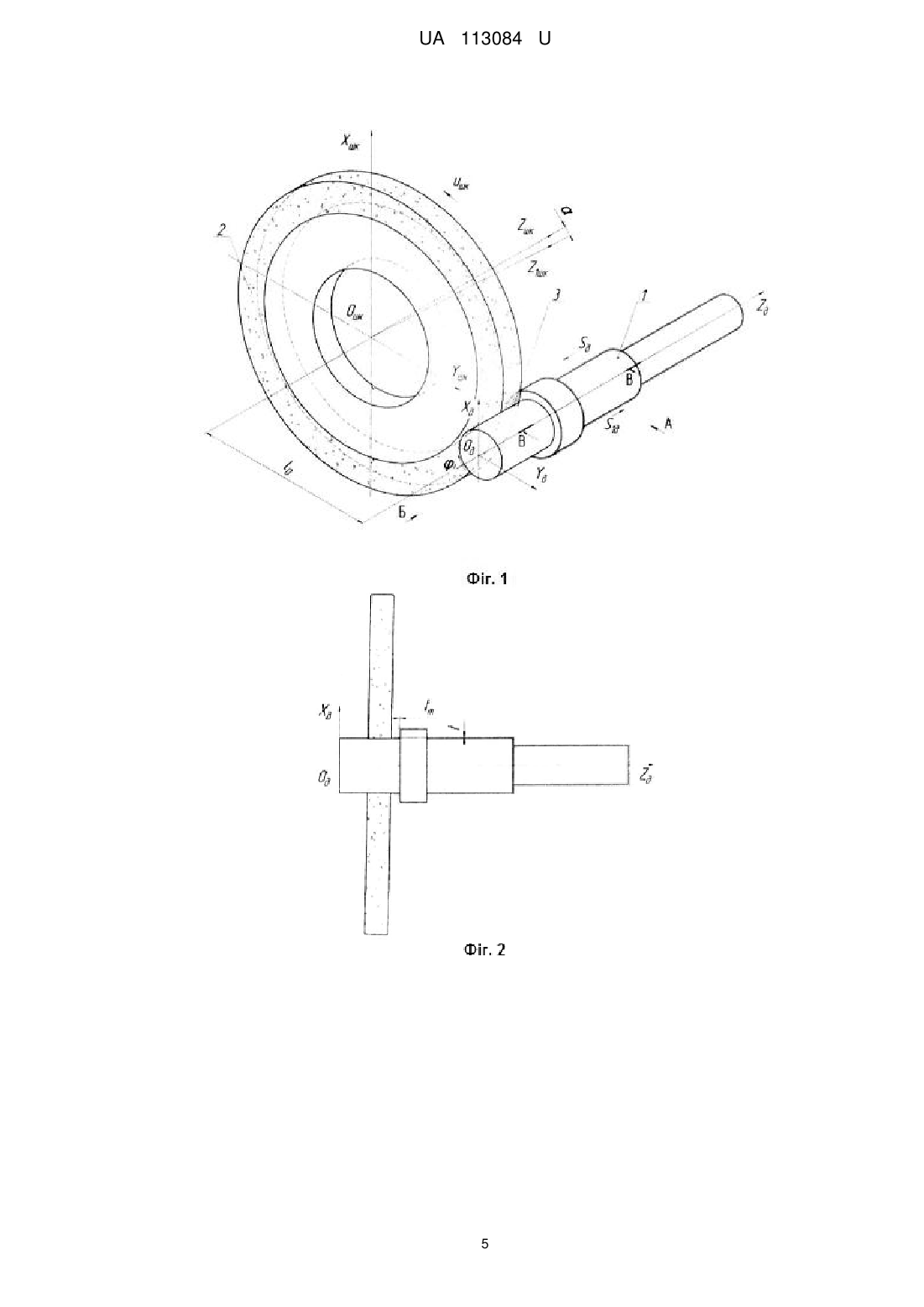
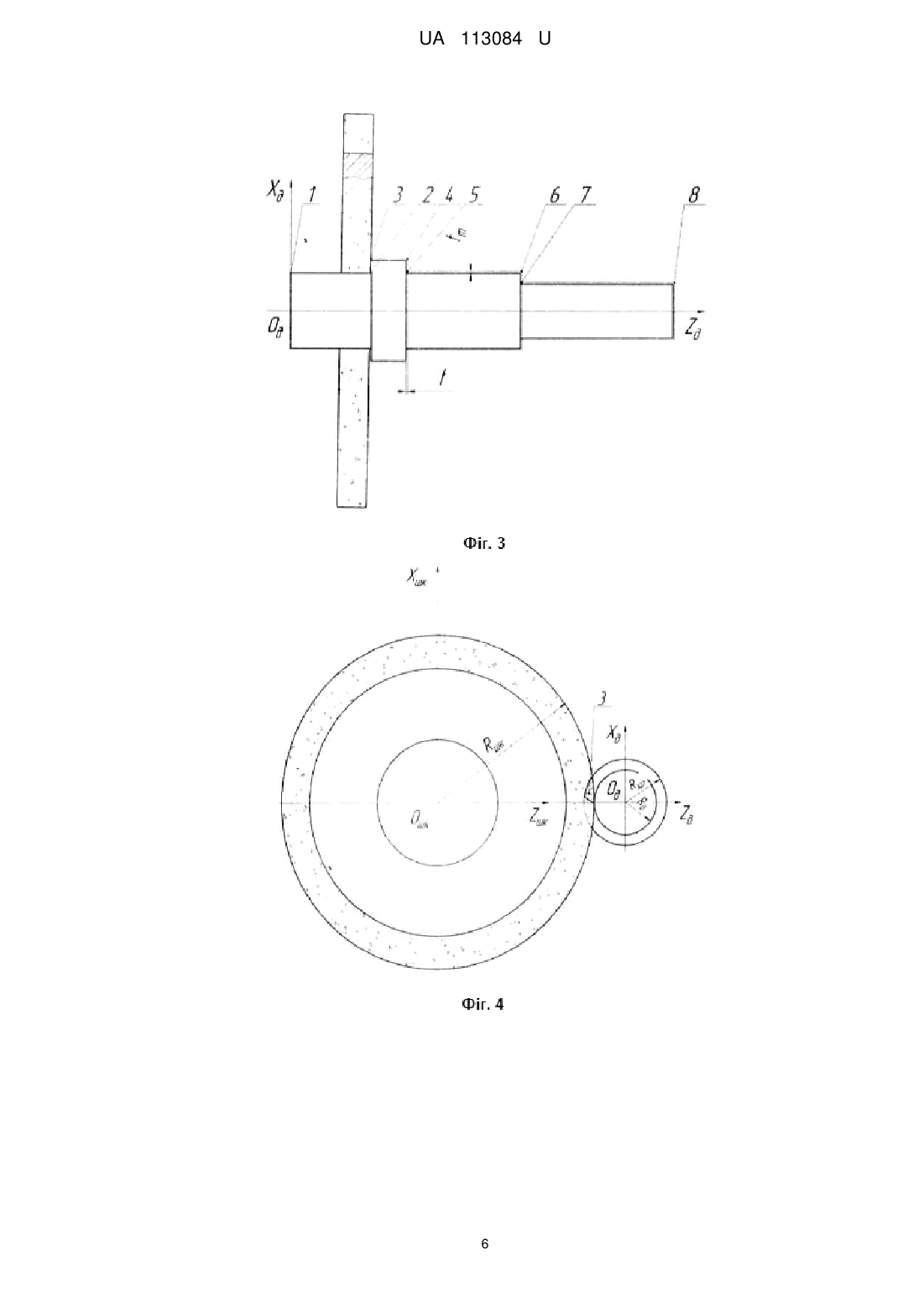
Реферат: Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів, при якому шліфувальний круг, вісь якого розташована під заданим кутом до осі оброблюваної деталі, здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі. При обробці циліндричного вала вісь повороту круга розташовується на відстані радіусу заокруглення радіусної кромки шліфувального круга та половини подачі на оберт деталі від торця інструмента, що забезпечує необхідну геометричну шорсткість і підвищення продуктивності шліфування за рахунок роботи широкої ділянки периферії круга в процесі обробки, при цьому кут повороту шліфувального круга вибирається із умови, що в процесі зняття припуску повинна бути задіяна максимальна площа круга при мінімальній площі плями контакту інструмента та деталі. UA 113084 U (54) СПОСІБ ОДНОПРОХІДНОГО ГЛИБИННОГО ШЛІФУВАННЯ ЦИЛІНДРИЧНОГО ТА СТУПІНЧАСТОГО ВАЛІВ UA 113084 U UA 113084 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до машинобудування та верстатобудування і може бути використана при шліфуванні циліндричних та ступінчастих валів. Відомий спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга вибрано за аналог (Патент № 47457 Україна, МПК В24В 5/00. Спосіб глибинного швидкісного поздовжнього круглого шліфування зі схрещеними осями деталі та круга/ Кальченко В.І., Кальченко В.В., Дмитренко М.А.; опубл. 25.03.2010, Бюл. № 3), де в процесі зняття чорнового припуску приймає участь торець шліфувального круга, а чистового - периферія. Недоліком даного способу є те, що в процесі зняття припуску задіяна не вся периферія шліфувального круга, а лише її половина. Відомий спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга вибрано за прототип (Патент № 90443 Україна, МПК В24В 5/04. Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга/ Кальченко В.І., Кальченко Д.В.; опубл. 26.05.2014, Бюл. № 10), де при обробці торцевих поверхонь кут орієнтації круга вибирається із умов отримання його необхідної точності. Приведено спосіб, але відсутні аналітичні залежності для визначення кута повороту шліфувального круга при обробці циліндричних та торцевих поверхонь ступінчастого вала. Задача корисної моделі - підвищення якості обробленої поверхні, точності та продуктивності шліфування циліндричного та ступінчастого валів. Задача вирішується тим, що при обробці циліндричного вала вісь повороту круга розташовується на відстані радіусу заокруглення радіусної кромки шліфувального круга та половини подачі на оберт деталі від торця інструмента, що забезпечує необхідну геометричну шорсткість і підвищення продуктивності шліфування за рахунок роботи широкої ділянки периферії круга в процесі обробки, при цьому кут повороту шліфувального круга вибирається із умови, що в процесі зняття припуску повинна бути задіяна максимальна площа круга при мінімальній площі плями контакту інструмента та деталі. А також тим, що при обробці ступінчастого вала кут повороту шліфувального круга вибирається із умови забезпечення необхідної точності його торцевої поверхні. Ще тим, що при підході шліфувального круга до торцевої поверхні ступінчастого вала подача на оберт деталі зменшується, що забезпечує безприпікаючу обробку за рахунок зменшення величини тангенціальної складової сили різання. А також тим, що забезпечення високої продуктивності обробки торцевої поверхні ступінчастого вала при зменшенні подачі на оберт деталі досягається збільшенням числа її обертів. На Фіг. 1 показано розрахункову схему однопрохідного глибинного шліфування зі схрещеними осями круга та ступінчастого вала. На Фіг. 2 представлено схему шліфування циліндричної поверхні ступінчастого вала. На Фіг. 3 - цикл шліфування ступінчастого вала (вид по стрілці А Фіг. 1). На Фіг. 4 - площа плями контакту шліфувального круга та оброблюваного вала (вид по стрілці Б Фіг. 1). На Фіг. 5 - розріз В-В на Фіг. 1. На Фіг. 6 - утворення геометричної шорсткості при шліфуванні циліндричної поверхні ступінчастого вала. На Фіг. 7 - профіль торцевої поверхні ступінчастого вала. На фігурах 1-6 вказані позиції: 1 деталь, що обробляється, 2 - шліфувальний круг, 3 - пляма контакту шліфувального круга і оброблюваної деталі. Схему процесу однопрохідного глибинного шліфування зі схрещеними осями ступінчастого вала та круга, яка описує обробку як циліндричних, так і ступінчатих поверхонь, зображено на Фіг. 1, де ступінчастий вал 1 шліфується абразивним кругом 2 з утворенням плями контакту 3 оброблюваної деталі 1 з торцем інструмента 2-3 (Фіг. 4). При шліфуванні циліндричної ділянки 1-2 ступінчастого вала (Фіг. 2), яке є аналогічним обробці циліндричних валів, шліфувальний круг 2 повертають навколо осі ОшкZшк на кут , який вибирається із умови, що в процесі зняття припуску повинна бути задіяна максимальна площа круга при мінімальній площі плями контакту 3 інструмента та деталі (Фіг. 4): 2 s де ( Rшк Rзаг ) 2 4( Rзаг t ) 2 Rшк 2 Rзаг ( Rшк t ) t 2 2 2 , (1) - кут повороту шліфувального круга при обробці циліндричного вала; Rшк - радіус шліфувального круга; R заг - радіус заготовки; 55 t - припуск під шліфування. Для забезпечення необхідної геометричної шорсткості Ra (Фіг. 6) круг 2 переміщають вздовж осі ОшкZ1шк так, щоб вісь повороту круга ОшкYшк розташовувалась на відстані b від торця 1 UA 113084 U інструмента, рівній радіусу заокруглення радіусної кромки r шліфувального круга та половини подачі на оберт деталі s (Фіг. 5): s Ra P (0) P , (2) 2 де 5 s Ra - величина геометричної шорсткості; P (0), P - висота профілю циліндричної 2 деталі в точці повороту круга і точці, яка знаходиться на відстані половини подачі на оберт деталі s відповідно. br s , (3) 2 де 10 15 20 b - відстань від торця шліфувального круга до осі його повороту; r - радіус заокруглення радіусної кромки шліфувального круга; s - подача на оберт деталі. При шліфуванні деталі круг 2 подається на всю глибину різання t (Фіг. 2) і переміщується вздовж осі OZ від точки 1 до точки 2 з подачею на оберт s , при цьому параметр гвинтового руху p визначається із виразу: s p , (4) 2 Для отримання модульної тривимірної моделі зняття припуску і точності формоутворення при однопрохідному глибинному шліфуванні зі схрещеними осями шліфувального круга та деталі, яка є загальною для обробки як циліндричних, так і ступінчастих валів, потребує опису поверхня інструмента. Загальна модель поверхні шліфувального круга описується за допомогою циліндричного модуля формоутворення, який враховує координату i вздовж профілю шліфувального круга та кут повороту інструмента навколо осі ОшкZшк (Фіг. 1): Rшк Mc шк Z шк ( і )uiR шк ( і ) e 4 , (5) 25 де Rшк - радіус-вектор і-тих точок шліфувального круга; Mc шк Z шк ( і )uiR шк ( і ) - циліндричний модуль, який описує матрицю переходу в систему координат шліфувального круга радіусвектора початкової координати e 4 . Враховуючи однокоординатні матриці M1, M2, М3 переміщень вздовж осей Хшк, Yшк, Zшк та матриці М4, М5, М6 - поворотів навколо осей ОшкХшк, ОшкYшк, ОшкZшк, циліндричний модуль формоутворення інструментальної поверхні задається рівнянням: Mc шк Z шк (і )uiR шк (і ) M 3( Z шк (і )) M 6(ui) M 2( R шк (і )) , (6) Rшк (ui, i) M 3( Z шк (і)) M 6(ui) M 2( R шк (і)) e 4 (7) 30 Використовуючи функцію Хевісайда, опишемо профіль циліндричного шліфувального круга прямого профілю з радіусом Rшк та радіусом заокруглення r радіусної кромки: i iron Z шк(і ) i (1 Ф(i iron )) iron r sin r , (8) Ф(i iron ) Ф(i iro к ) (iron r ) Ф(i iro к ) i iron R шк(і ) R шк (1 Ф(i iron )) R шк r cos 1 r , (9) Ф(i iron ) Ф[i iro к ] ( R шк r i iro к ) Ф(i iro к ) де 35 i - координата вздовж профілю шліфувального круга; iroп , iro к початкова та кінцева координати заокруглення перехідної радіусної кромки шліфувального круга відповідно. Номінальна поверхня вала задається його модулями орієнтації та формоутворення, а також радіус-вектором інструмента: R M шк Rшк McZlo Ms Rшк , (10) 2 UA 113084 U McZlo M 3( Z ) M 6( ) M 2(lo ) , (11) Ms M 5( ) , (12) де M шк - матриця переходу із системи координат шліфувального круга в систему координат деталі; Mc Zlo - циліндричний модуль, який описує рух шліфувального круга 5 відносно деталі; Ms - сферичний модуль орієнтації шліфувального круга; l0 - міжосьова відстань між оброблюваною деталлю та шліфувальним кругом; - кут повороту деталі навколо власної осі; Z - подача деталі вздовж осі OZ. Рівняння обробленої поверхні з врахуванням формул (5) та (10): R (Z, , u, i) McZlo Ms Mcшк Z шк (і )uiR шк (і ) e 4 , (13) 10 Подачу деталі Z вздовж осі OZ можна представити у вигляді добутку параметра гвинтового руху і кута обертання деталі навколо власної осі : Z p , (14) Враховуючи рівність (14), рівняння обробленої поверхні матиме вигляд: R ( , u, i) Mc( p )lo Ms Mcшк Z шк (і )uir шк (і ) e 4 , (15) 15 Для отримання профілю обробленої деталі використаємо умову контакту профілів, яка визначає точки контакту інструмента і деталі в різні моменти часу, а отже, і лінію контакту шліфувального круга та деталі: n V 0 , (16) де n - одиничний вектор нормалі до поверхні шліфувального круга; V - вектор швидкості 20 відносного руху шліфувального круга в системі координат оброблюваної деталі. Нормаль до поверхні шліфувального круга знаходиться як векторний добуток векторів, дотичних до його поверхні, які отримуються шляхом диференціювання радіус-вектора деталі за незалежними параметрами ui та i . Вектор відносної швидкості шліфувального круга знаходиться шляхом диференціювання радіус-вектора інструмента за параметром 25 . Враховуючи вищесказане, при однопараметричному огинанні отримаємо: R R R i ui 0 , (17) R R де - вектор нормалі n до поверхні шліфувального круга в точці з координатами i ui R - вектор відносної швидкості V руху шліфувального круга в системі координат i та ui ; 30 оброблюваної деталі. Оскільки осі ОшкZ1шк шліфувального круга 2 та OZ деталі 1 непаралельні (Фіг. 1), при обробці торцевої поверхні 2-3 ступінчастого вала (Фіг. 3) виникає відхилення профілю Z форм , отриманого при шліфуванні, від номінального Z ном на величину (Фіг. 7). Тому при обробці ступінчастих валів кут повороту шліфувального круга вибирається із умови забезпечення необхідної точності торцевої поверхні деталі: 35 arctg 2 , (18) Dt Dc 2r де - кут повороту шліфувального круга при обробці торцевої поверхні ступінчастого вала; - допустиме відхилення торцевої поверхні ступінчастого вала від перпендикулярності; ( Dt Dc ) - перепад між діаметрами ступінчастого вала, який визначає висоту торця деталі. 40 Після обробки торцевої поверхні 2-3 ступінчастого вала (Фіг. 3) шліфуються його циліндричні поверхні 3-4, 5-6, 7-8. Закінчивши обробку поверхні 7-8, шліфувальний круг 3 UA 113084 U повертають на протилежний кут , який вибирається із (18) в залежності від необхідної точності торцевої поверхні, і шліфуються торці 6-7, 4-5 вала в напрямку подачі s1д (Фіг. 1). При підході шліфувального круга до точок 2, 5, 7 торців ступінчастого вала величина припуску t m , яка припадає на торець інструмента, збільшується (Фіг. 3), що веде до збільшення 5 10 площі плями контакту 3 (Фіг. 4) круга та деталі, температури шліфування та утворення припікань на торцевій поверхні деталі і зниження її якості. Для забезпечення безприпікаючої обробки торцевих поверхонь ступінчастого вала при підході шліфувального круга до точок 2, 5, 7 (Фіг. 3) подача на оберт деталі зменшується, що в свою чергу зменшує величину тангенціальної складової сили різання і підвищує якість обробленої поверхні. Отримання високої продуктивності шліфування торцевих поверхонь ступінчастого вала при зменшенні його подачі на оберт досягається збільшенням числа обертів деталі. Корисна модель може бути застосована у багатьох галузях машинобудування та верстатобудуванні. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 1. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів, при якому шліфувальний круг, вісь якого розташована під заданим кутом до осі оброблюваної деталі, здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці циліндричного вала вісь повороту круга розташовують на відстані радіусу заокруглення радіусної кромки шліфувального круга та половини подачі на оберт деталі від торця інструмента, що забезпечує необхідну геометричну шорсткість і підвищення продуктивності шліфування за рахунок роботи широкої ділянки периферії круга в процесі обробки, при цьому кут повороту шліфувального круга вибирають із умови, що в процесі зняття припуску повинна бути задіяна максимальна площа круга при мінімальній площі плями контакту інструмента та деталі: br s , (1) 2 де 30 b - відстань від торця шліфувального круга до осі його повороту; r - радіус заокруглення радіусної кромки шліфувального круга; s - подача на оберт деталі. 2 s ( Rшк Rзаг ) 2 4( Rзаг t ) 2 Rшк 2 Rзаг ( Rшк t ) t 2 2 2 , (2) - кут повороту шліфувального круга при обробці циліндричного вала; Rшк - радіус шліфувального круга; R заг - радіус заготовки; t - припуск під шліфування. де 35 2. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що при обробці ступінчастого вала кут повороту шліфувального круга вибирається із умови забезпечення необхідної точності його торцевої поверхні: arctg 40 45 2 , Dt Dc 2r де - кут повороту шліфувального круга при обробці торцевої поверхні ступінчастого вала; - допустиме відхилення від перпендикулярності торцевої поверхні ступінчастого вала; ( Dt Dc ) - перепад між діаметрами ступінчастого вала, який визначає висоту торця деталі. 3. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що при підході шліфувального круга до торцевої поверхні ступінчастого вала подача на оберт деталі зменшується, що забезпечує безприпікаючу обробку за рахунок зменшення величини тангенціальної складової сили різання. 4. Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів за п. 1, який відрізняється тим, що забезпечення високої продуктивності обробки торцевої поверхні ступінчастого вала при зменшенні подачі на оберт деталі досягається збільшенням числа її обертів. 4 UA 113084 U 5 UA 113084 U 6 UA 113084 U 7 UA 113084 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/04
Мітки: ступінчастого, валів, однопрохідного, спосіб, циліндричного, шліфування, глибинного
Код посилання
<a href="https://ua.patents.su/10-113084-sposib-odnoprokhidnogo-glibinnogo-shlifuvannya-cilindrichnogo-ta-stupinchastogo-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб однопрохідного глибинного шліфування циліндричного та ступінчастого валів</a>
Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі
Номер патенту: 113082
Опубліковано: 10.01.2017
Автори: Кальченко Віталій Іванович, Сіра Наталія Миколаївна, Кальченко Дмитро Володимирович, Кальченко Володимир Віталіович
МПК: B24B 5/04
Мітки: осями, спосіб, шліфування, ступінчастого, вала, круга, схрещеними, деталі
Формула / Реферат:
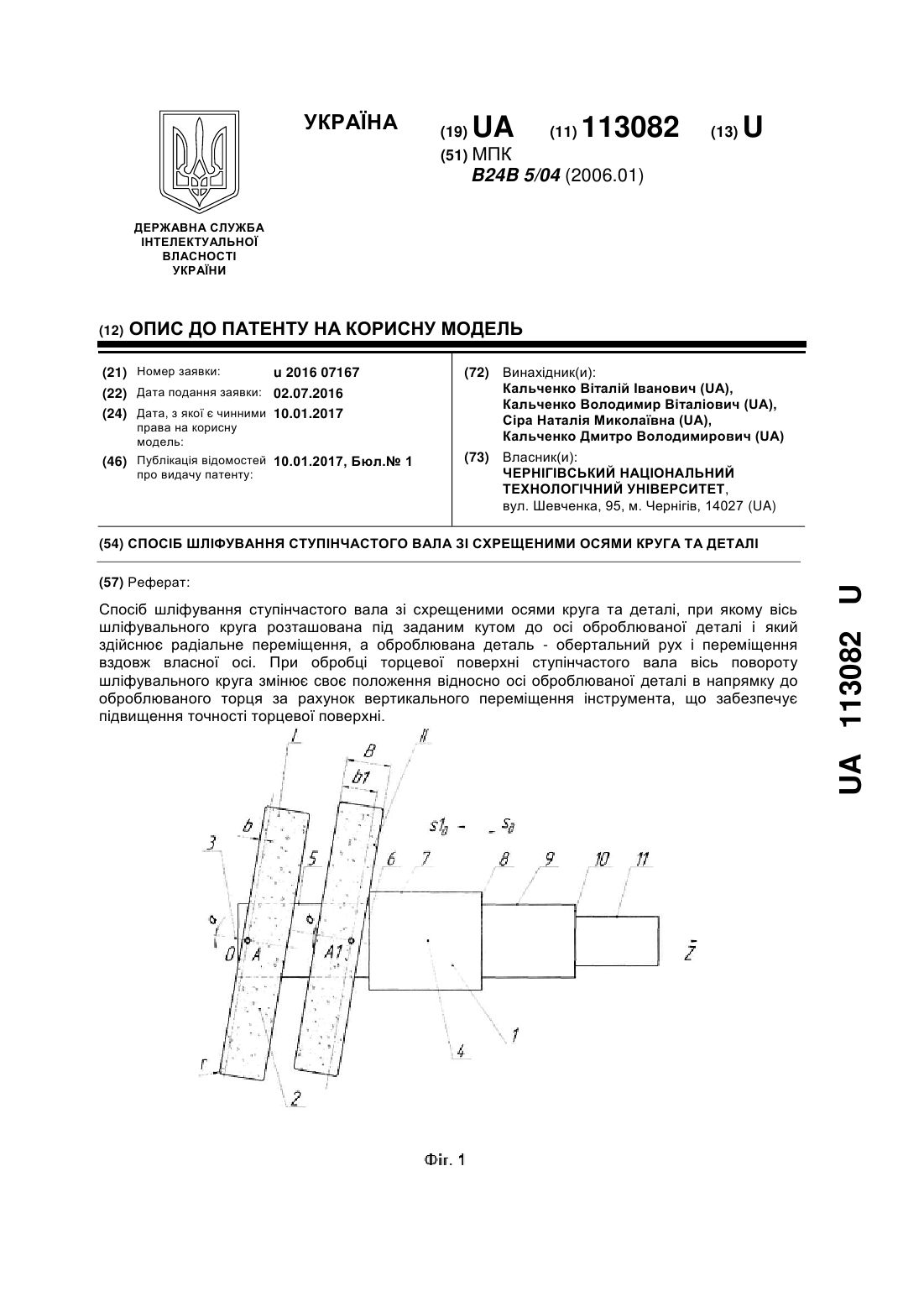
1. Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі, при якому вісь шліфувального круга розташована під заданим кутом до осі оброблюваної деталі і який здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці торцевої поверхні ступінчастого вала вісь повороту шліфувального круга змінює своє положення відносно осі оброблюваної деталі...
Спосіб шліфування ступінчастого вала за один установ
Номер патенту: 92179
Опубліковано: 11.08.2014
Автори: Кальченко Дмитро Володимирович, Кальченко Віталій Іванович
МПК: B24B 5/04
Мітки: спосіб, установ, шліфування, вала, ступінчастого
Формула / Реферат:
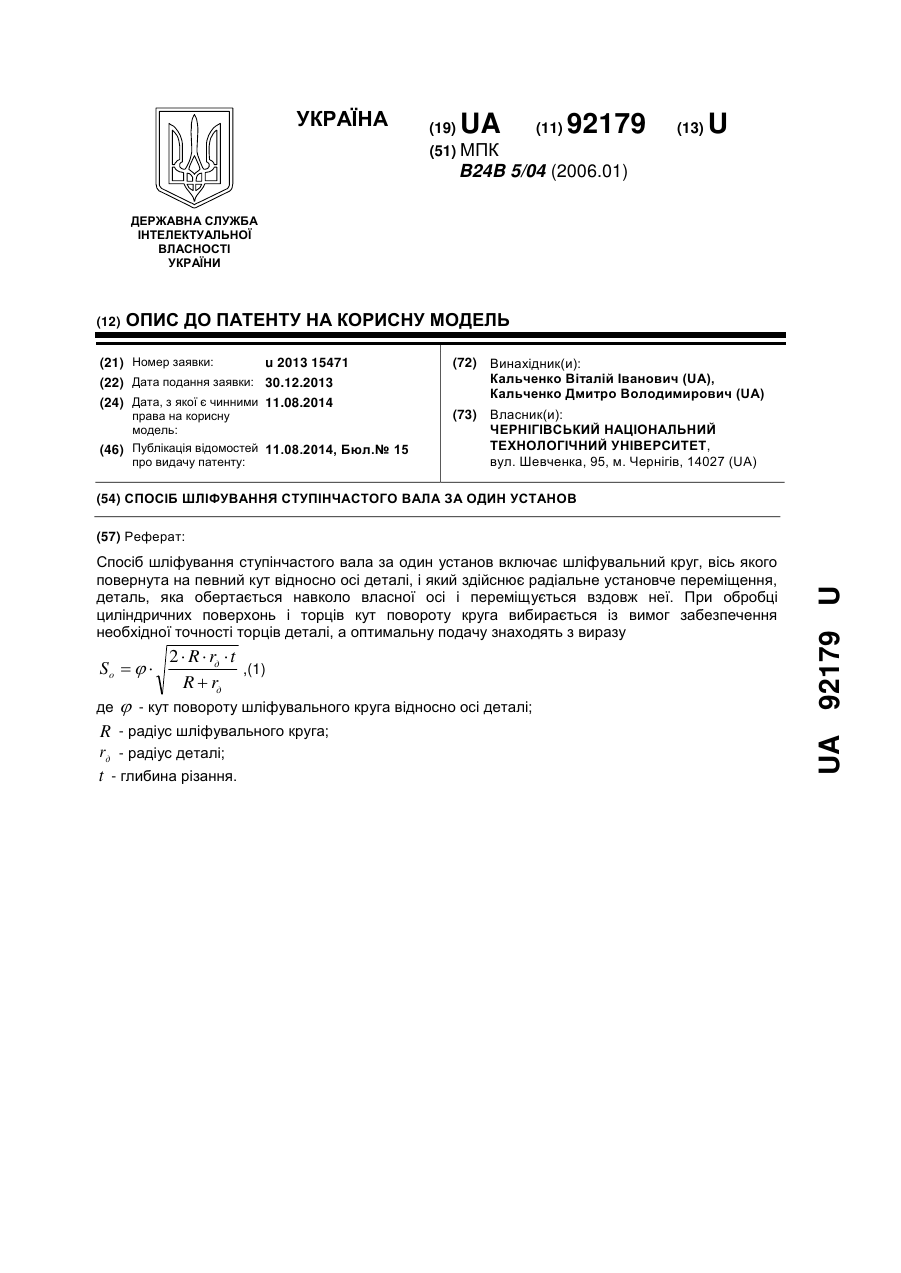
Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу...
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга
Номер патенту: 90443
Опубліковано: 26.05.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: круга, схрещеними, шліфування, валів, ступінчастих, спосіб, деталі, осями
Формула / Реферат:
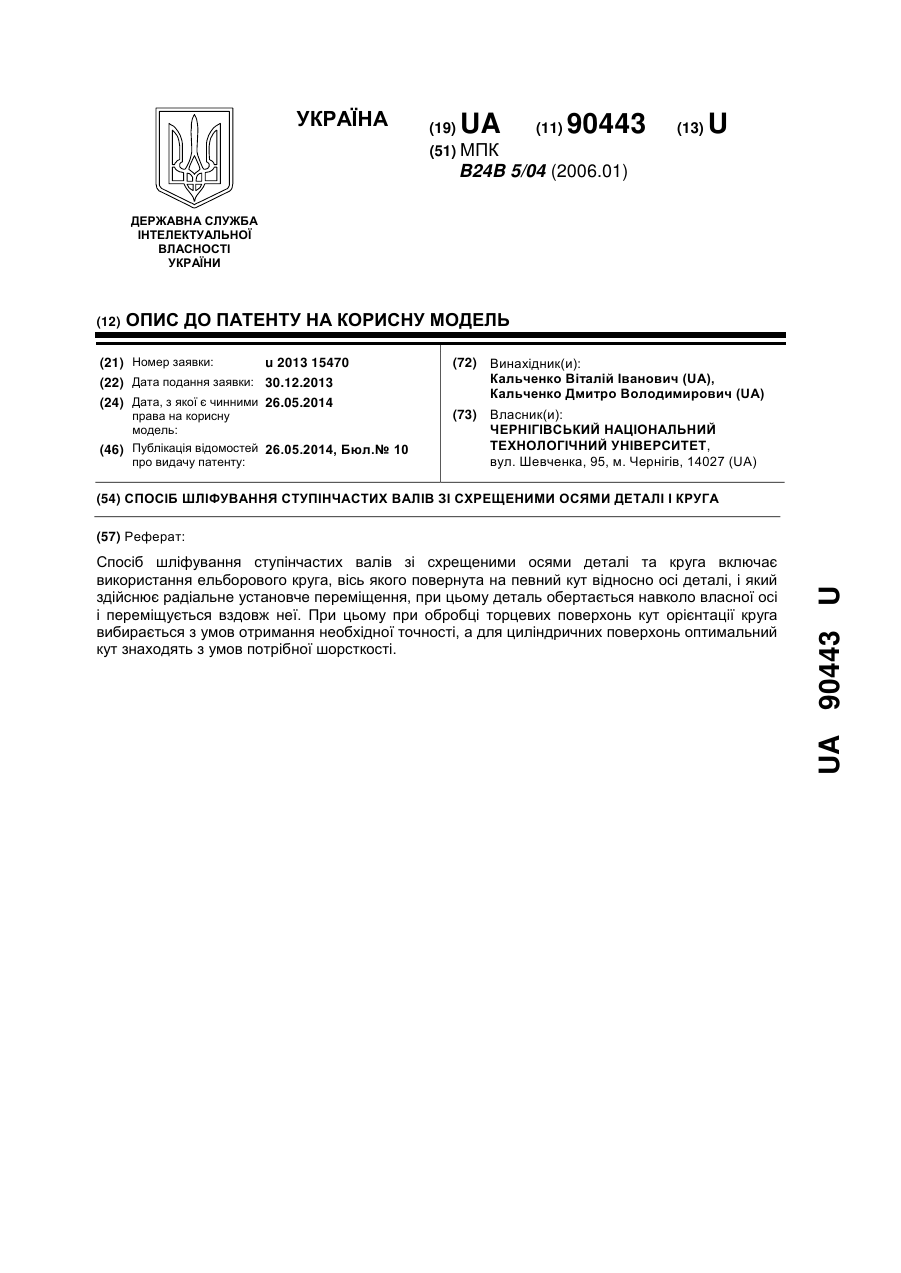
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі та круга, який включає використання ельборового круга, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, при цьому деталь обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці торцевих поверхонь кут орієнтації круга обирається з умов отримання необхідної точності, а для...
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Дмитренко Максим Анатолійович
МПК: B24B 5/00
Мітки: глибинного, спосіб, круглого, схрещеними, круга, деталі, шліфування, осями
Формула / Реферат:
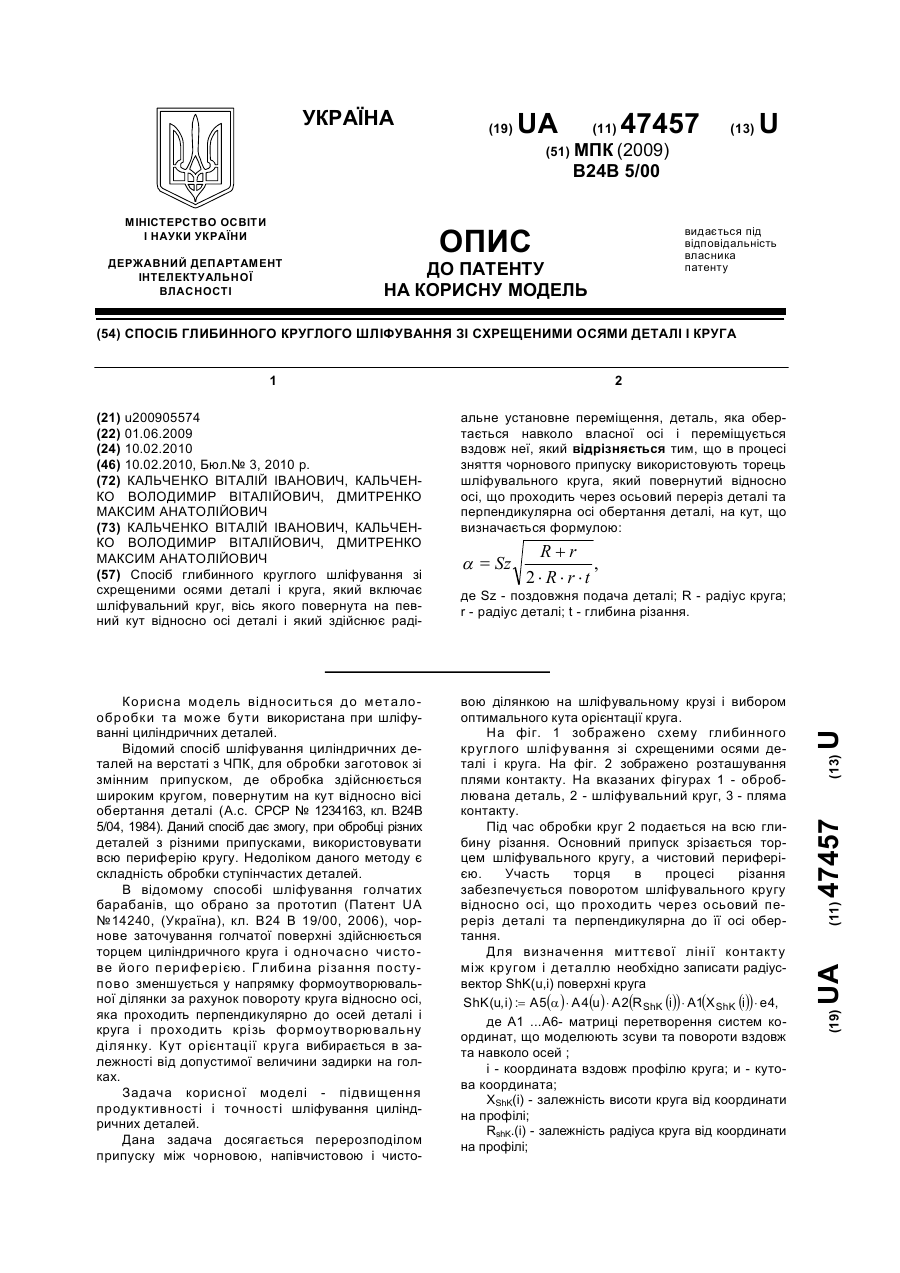
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Ларін Андрій Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: обертання, глибинного, спосіб, поверхонь, шліфування
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Попередній патент: Конвеєрні ваги
Наступний патент: Плоскорізальна лапа
Випадковий патент: Пристрій для забезпечення взуття від ковзання