Спосіб торцевого шліфування
Номер патенту: 117532
Опубліковано: 26.06.2017

Формула / Реферат
Спосіб торцевого шліфування кругом із СНМ з 25 %-ю концентрацією зерен на металевому зв'язку, при якому кругу надають обертальний рух, деталі - зворотно-поступальний рух, а обробку здійснюють із заданим контактним тиском між кругом та деталлю і виконують при цьому безперервну електрохімічну або електроерозійну правку кругу, який відрізняється тим, що у процесі шліфування безперервно вимірюють тангенційну та радіальну складові сили різання, контактний тиск між кругом та деталлю змінюють відповідно до залежності
![]() , Н/м2
, Н/м2
та правкою кругу стабілізують процес шліфування в момент досягнення коефіцієнтом шліфування ![]() значення, що дорівнює 0,65,
значення, що дорівнює 0,65,
де ![]() - сумарне навантаження, що діє на зерно, яке максимально виступає (дорівнює міцності зерна на роздавлювання), H;
- сумарне навантаження, що діє на зерно, яке максимально виступає (дорівнює міцності зерна на роздавлювання), H;
![]() - зернистість кругу, м;
- зернистість кругу, м;
![]() - коефіцієнт шліфування;
- коефіцієнт шліфування;
![]() - тангенційна та радіальна складові сили різання, H;
- тангенційна та радіальна складові сили різання, H;
![]() - параметр, що визначає міцнісні властивості матеріалу, що обробляється,
- параметр, що визначає міцнісні властивості матеріалу, що обробляється, ![]() .
.
Текст
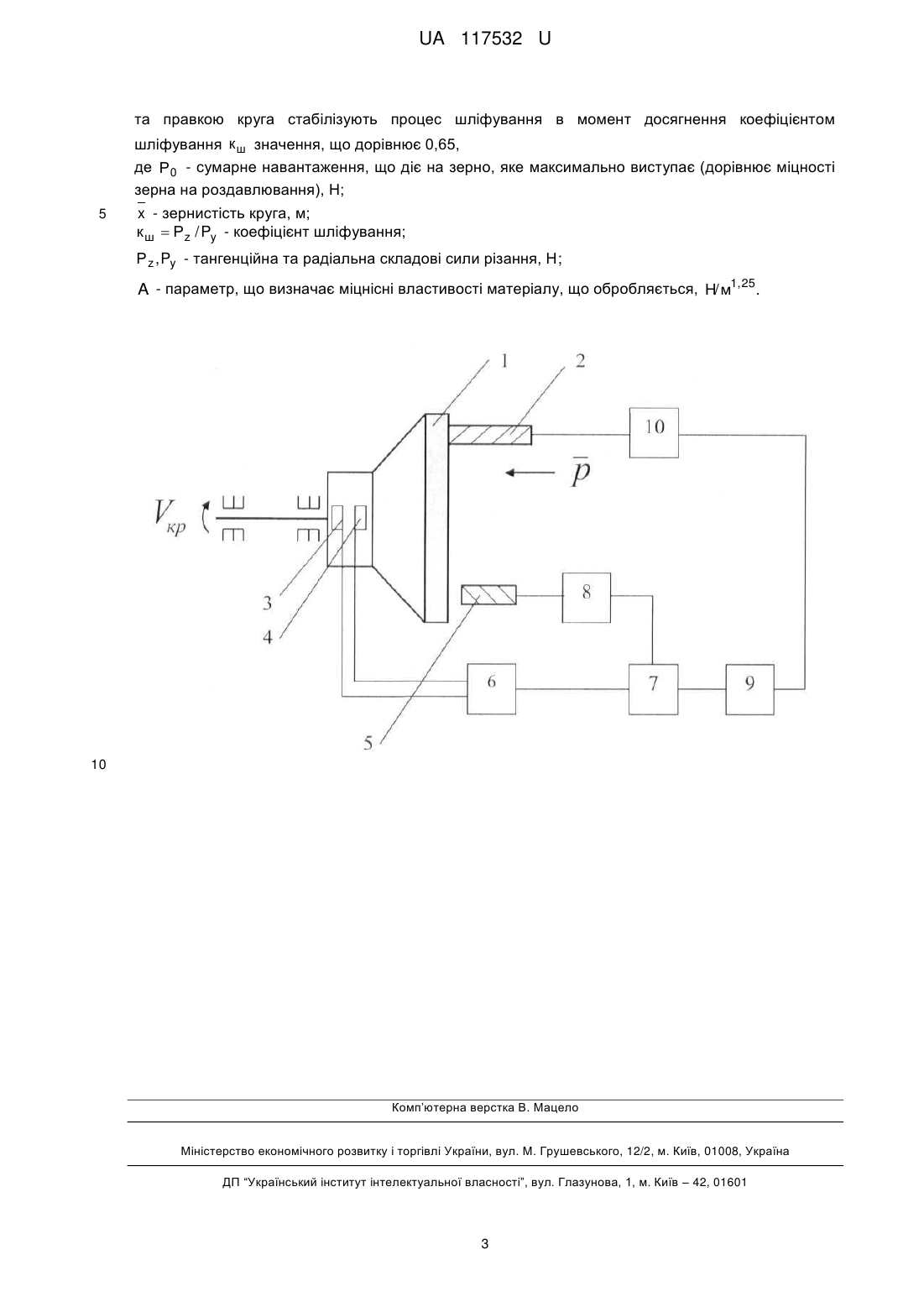
Реферат: Спосіб торцевого шліфування кругом із СНМ з 25 %-ю концентрацією зерен на металевому зв'язку включає надання кругу обертального руху, а деталі - зворотно-поступальний рух. Обробку здійснюють із заданим контактним тиском між кругом та деталлю і виконують при цьому безперервну електрохімічну або електроерозійну правку круга. У процесі шліфування безперервно вимірюють тангенційну та радіальну складові сили різання, контактний тиск між кругом та деталлю змінюють. Правкою круга стабілізують процес. UA 117532 U (12) UA 117532 U UA 117532 U 5 10 15 Корисна модель належить до машинобудування, а саме до абразивної обробки, та може бути використана при заточці інструментів кругами із синтетичних надтвердих матеріалів (СНМ). Відомий спосіб торцевого шліфування кругом із СНМ з 25 %-ю концентрацією зерен на металевому зв'язку, при якому кругу надають обертальний рух, деталі - зворотно-поступальний рух, а обробку здійснюють із заданим контактним тиском між кругом та деталлю і виконують при цьому безперервну електрохімічну або електроерозійну правку круга [див. Грабченко А.И. Расширение технологических возможностей алмазного шлифования. - Харьков, Вища школа, изд-во Харьковского ун-та. 1985. - С. 107, С. 160-163]. Цей спосіб обрано за прототип. Недоліком відомого способу торцевого шліфування є те, що через незмінний контактний тиск між кругом та деталлю у процесі шліфування зменшується продуктивність обробки. В основу корисної моделі поставлено завдання вдосконалення способу торцевого шліфування шляхом того, що у процесі шліфування безперервно вимірюють тангенційну та радіальну складові сили різання, контактний тиск між кругом та деталлю змінюють відповідно до залежності p 37,5 10 3 Р1,8 0 3 2 , Н/м 0, A 0,8к ш3 x та правкою круга стабілізують процес шліфування в момент досягнення коефіцієнтом шліфування к ш значення, що дорівнює 0,65, де Р0 - сумарне навантаження, що діє на зерно, яке максимально виступає (дорівнює міцності зерна на роздавлювання), H; 20 x - зернистість круга, м; к ш Р z / Py - коефіцієнт шліфування; Р z , Py - тангенційна та радіальна складові сили різання, H; 25 30 A - параметр, що визначає міцнісні властивості матеріалу, що обробляється, H / м1,25 . Це забезпечить підвищення продуктивності та поліпшення якості обробки. Поставлена задача вирішується тим, що у способі торцевого шліфування кругом із СНМ з 25 %-ю концентрацією зерен на металевому зв'язку, при якому кругу надають обертальний рух, деталі - зворотно-поступальний рух, а обробку здійснюють із заданим контактним тиском між кругом та деталлю і виконують при цьому безперервну електрохімічну або електроерозійну правку круга, згідно з корисною моделлю, у процесі шліфування безперервно вимірюють тангенційну та радіальну складові сили різання, контактний тиск між кругом та деталлю змінюють відповідно до залежності p 37,5 10 3 Р1,8 0 3 2 , Н/м 0, x A 0,8к ш3 та правкою круга стабілізують процес шліфування в момент досягнення коефіцієнтом 35 шліфування к ш значення, що дорівнює 0,65, де Р0 - сумарне навантаження, що діє на зерно, яке максимально виступає (дорівнює міцності зерна на роздавлювання), H; x - зернистість круга, м; к ш Р z / Py - коефіцієнт шліфування; Р z , Py - тангенційна та радіальна складові сили різання, H; 40 A - параметр, що визначає міцнісні властивості матеріалу, що обробляється, H / м1,25 . Суть корисної моделі пояснюється аналітичною залежністю для розрахунку контактного тиску між кругом та деталлю: p 45 1,5 10 3 mР1,8 0 3 x A 0,8 (1 )0,3 , (1) де m - об'ємна концентрація зерен; - безрозмірний параметр, що характеризує ступінь затуплення зерен (змінюється в межах 0…1). 1 UA 117532 U Враховуючи, що в початковий момент обробки ( =0) при P0 const значення p більше, ніж при усталеному шліфуванні ( 0 ), контактний тиск p у процесі шліфування під час зносу зерен необхідно змінювати відповідно до залежності (1), приймаючи (1 ) к ш Р z / Py При цьому у процесі шліфування необхідно вимірювати Pz та Py . 5 Силова напруженість процесу шліфування буде найменшою (при заданому значенні p ) при к ш 65, тобто при λ=0,35. Суть корисної моделі пояснюється кресленням, де зображено схему пристрою для реалізації пропонованого способу. Пристрій містить круг 1, деталь 2, датчик 3 складової сили різання Pz , датчик 4 складової сили різання Py , катодний пристрій 5, блок 6 розрахунку к ш , 10 блок 7 порівняння, механізм 8 управління правкою круга, блок 9 розрахунку p та механізм 10 подачі. Круг 1, який обертається зі швидкістю Vкр , підводять до дотику з деталлю 2 і створюють між 15 кругом 1 та деталлю 2 контактний тиск p , визначений за залежністю (1), приймаючи в ній як початкове значення λ = 0. Деталі 2 надають зворотно-поступальний рух зі швидкістю Sпр. Потім у процесі шліфування датчиками 3 та 4 вимірюють складові сили різання Pz та Py відповідно, у блоці 6 здійснюють розрахунок величини к ш , у блоці 7 - порівняння к ш з вихідними та у випадку неузгодженості з вихідним значенням к ш у блоці 9 розраховують нове значення p , яке 20 25 регулюється у процесі шліфування механізмом 10 подачі. Вимірювання параметрів Pz та Py та регулювання контактним тиском між кругом 1 та деталлю 2 здійснюється до тих пір, поки розраховане значення к ш не стане дорівнювати вихідному, відповідному встановленому значенню p . Безперервне регулювання параметром p (під час зносу зерен) здійснюються до тих пір, поки к ш не прийме значення, яке дорівнює 0,65. Після цього вмикається механізм 8 управління електрохімічної або електроерозійної правки круга 1, який забезпечує постійну підтримку у процесі шліфування оптимального значення к ш 65 за рахунок застосування катодного пристрою 5. Приклад реалізації способу. Здійснюється обробка твердосплавної деталі 2 торцем алмазного круга 1 зернистістю 250/200, 25 %-ю концентрацією зерен, на зв'язку МВ1. Марка алмазу АС4, швидкість круга 30 м/с, A 10 10 5 H / м1,25 . Для вихідних даних P0 6H, 30 x 0,2 10 3 м, к ш 0,65 отримано оптимальне значення p , яке необхідно підтримувати постійним у процесі шліфування електрохімічною або електроерозійною правкою круга, а саме р 67 10 4 H / м2 . Таким чином, підтримка у процесі шліфування постійним значення P0 6H шляхом 35 регулювання контактним тиском p дозволить максимально використати різальні можливості круга та підвищити продуктивність обробки, а підтримка постійним к ш 65 одночасно забезпечить зниження силової напруженості процесу та поліпшення якості обробки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб торцевого шліфування кругом із СНМ з 25 %-ю концентрацією зерен на металевому зв'язку, при якому кругу надають обертальний рух, деталі - зворотно-поступальний рух, а обробку здійснюють із заданим контактним тиском між кругом та деталлю і виконують при цьому безперервну електрохімічну або електроерозійну правку круга, який відрізняється тим, що у процесі шліфування безперервно вимірюють тангенційну та радіальну складові сили різання, контактний тиск між кругом та деталлю змінюють відповідно до залежності 37,5 10 3 Р1,8 0 3 0, x A 0,8к ш3 2 , Н/м 2 UA 117532 U та правкою круга стабілізують процес шліфування в момент досягнення коефіцієнтом шліфування к ш значення, що дорівнює 0,65, де Р0 - сумарне навантаження, що діє на зерно, яке максимально виступає (дорівнює міцності зерна на роздавлювання), H; 5 x - зернистість круга, м; к ш Р z / Py - коефіцієнт шліфування; Р z , Py - тангенційна та радіальна складові сили різання, H; A - параметр, що визначає міцнісні властивості матеріалу, що обробляється, H/м1,25. 10 Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 19/00, G01L 5/00, B24B 49/00
Мітки: спосіб, торцевого, шліфування
Код посилання
<a href="https://ua.patents.su/5-117532-sposib-torcevogo-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб торцевого шліфування</a>
Спосіб плоского торцевого шліфування
Номер патенту: 106941
Опубліковано: 10.05.2016
Автори: Пижов Іван Миколайович, Федорович Володимир Олексійович, Кліменко Віталій Григорович
МПК: B24B 1/00
Мітки: спосіб, плоского, шліфування, торцевого
Формула / Реферат:
Спосіб плоского торцевого шліфування, відповідно до якого використовують торцеві круги зі звичайних або надтвердих абразивів, процес обробки здійснюють з подовжньою, поперечною та вертикальною подачами, а на етапах попередньої та чистової обробок площу контакту робочої поверхні круга з деталлю регулюють шляхом попереднього нахилу осі обертання шпинделя на кут у напрямі...
Спосіб плоского торцевого шліфування

Номер патенту: 95449
Опубліковано: 25.12.2014
Автори: Пижов Іван Миколайович, Кліменко Віталій Григорович
МПК: B24B 1/00
Мітки: плоского, спосіб, шліфування, торцевого
Формула / Реферат:
Спосіб плоского торцевого шліфування, згідно з яким використовують торцеві круги зі звичайних або надтвердих абразивів, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі поздовжнього переміщення столу верстата, а сам процес обробки здійснюють з поперечною подачею, який відрізняється тим, що значення поперечної подачі вибирають з урахуванням виду обробки, при цьому спочатку ведуть попереднє шліфування з поперечною подачею,...
Спосіб плоского торцевого шліфування

Номер патенту: 92792
Опубліковано: 10.09.2014
Автори: Кліменко Віталій Григорович, Пижов Іван Миколайович
МПК: B24B 1/00
Мітки: торцевого, спосіб, плоского, шліфування
Формула / Реферат:
Спосіб плоского торцевого шліфування, що включає використання торцевих кругів зі звичайних або надтвердих абразивів, внутрішній діаметр круга приймають не меншим, ніж ширина оброблювальної деталі, вісь обертання шпинделя заздалегідь нахиляють на кут α у напрямі подовжнього переміщення стола верстата, а сам процес обробки здійснюють на прохід, який відрізняється тим, що у разі обробки поверхонь деталей, відхилення від площинності яких...
Спосіб круглого врізного шліфування деталей

Номер патенту: 55300
Опубліковано: 10.12.2010
Автори: Спащанський Денис Вікторович, Євтухов Артем Віталійович, Євтухов Віталій Геннадійович
МПК: B24B 1/00
Мітки: шліфування, спосіб, круглого, деталей, врізного
Формула / Реферат:
Спосіб круглого врізного шліфування деталей, при якому кругу та деталі задають обертання, здійснюють врізання та забезпечують безперервний контакт круга з деталлю з зменшенням швидкості обертання деталі в 2,5-3 рази, який відрізняється тим, що після встановлення безперервного контакту шліфувального круга з деталлю швидкість подальшого обертання деталі змінюють безупинно протягом всього процесу шліфування від максимального до мінімального...
Спосіб плоского глибинного шліфування
Номер патенту: 117531
Опубліковано: 26.06.2017
Автори: Новіков Федір Васильович, Смірний Михайло Федорович
МПК: B24B 1/00, B24B 49/00, G01L 5/00, B24B 19/00
Мітки: плоского, шліфування, глибинного, спосіб
Формула / Реферат:
Спосіб плоского глибинного шліфування, при якому обробку здійснюють із заданою дотичною силою, який відрізняється тим, що безперервно вимірюють радіальну складову сили різання, а дотичну силу вимірюють у відповідності із залежністю,причому у початковий момент обробки дотичну силу приймають такою, що дорівнює
Попередній патент: Спосіб плоского глибинного шліфування
Наступний патент: Комбінований незнімний зубний протез з повною анатомією оклюзійної поверхні з діоксиду цирконію
Випадковий патент: Кульова опора