Спосіб ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу
Номер патенту: 117763
Опубліковано: 10.07.2017
Автори: Плєснецов Сергій Юрійович, Петрищев Олег Миколайович, Мітін Олександр Володимирович, Сучков Григорій Михайлович

Формула / Реферат
Спосіб ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу, що включає формування ультразвукових імпульсів недиспергуючих крутильних хвиль шляхом одночасного збудження поляризуючого магнітного поля та збудження високочастотного електромагнітного поля високочастотною прохідною котушкою, що повторює форму перерізу виробу, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою при дії поляризуючого магнітного поля і прийняття рішення про якість виробу по результатах аналізу параметрів прийнятих ультразвукових імпульсів, який відрізняється тим, що збудження поляризуючого магнітного поля виконують шляхом пропускання через ділянку виробу, що знаходиться під високочастотною прохідною котушкою, імпульсного електричного струму, час t дії якого визначається за формулою
t=(l+2L)/C,
де l - ширина високочастотної прохідної котушки, мм;
L - відстань, з якої очікується прийом відбитих з виробу ультразвукових імпульсів, мм;
С - швидкість розповсюдження ультразвукових імпульсів в матеріалі виробу, мм/мкс.
Текст
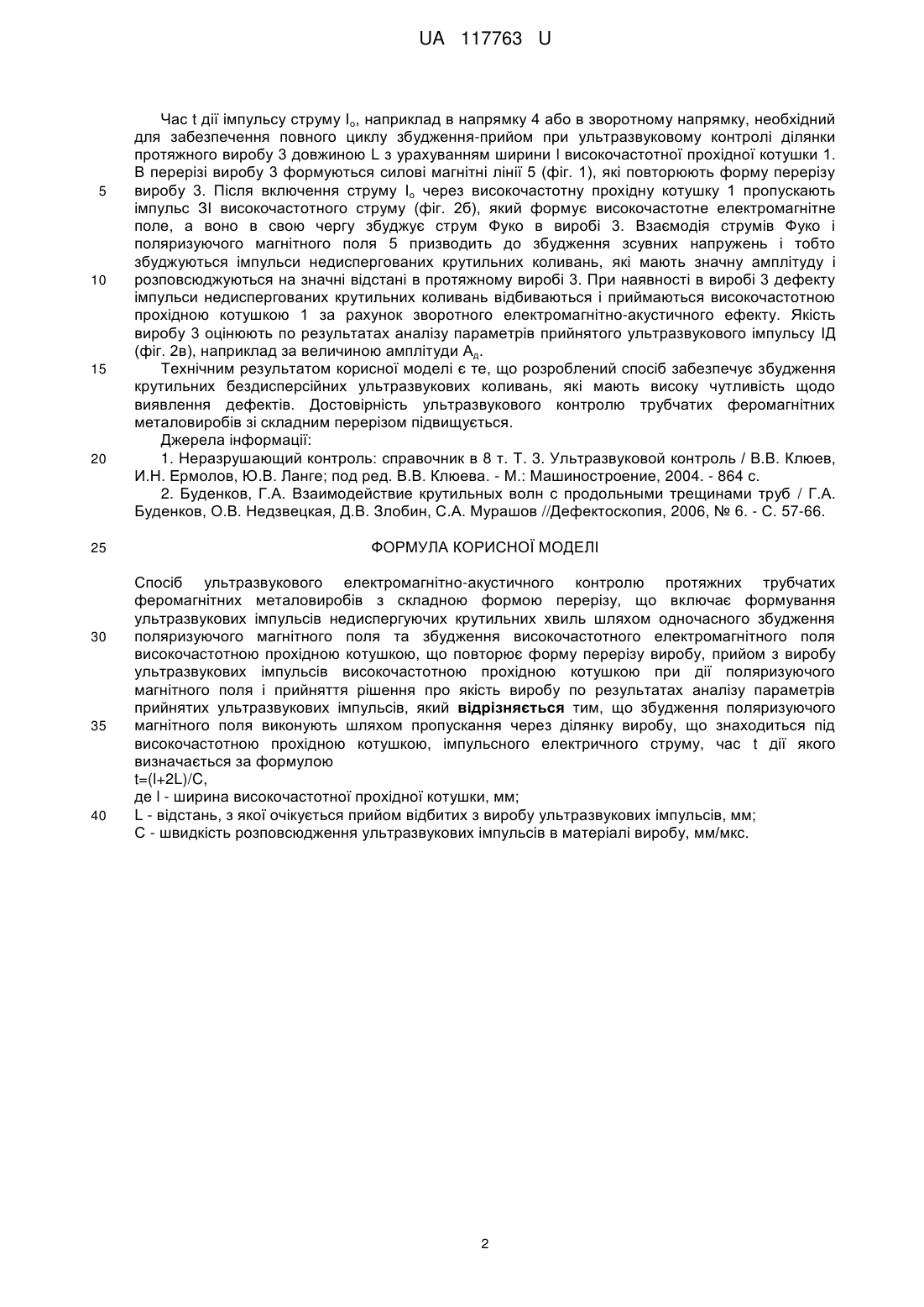
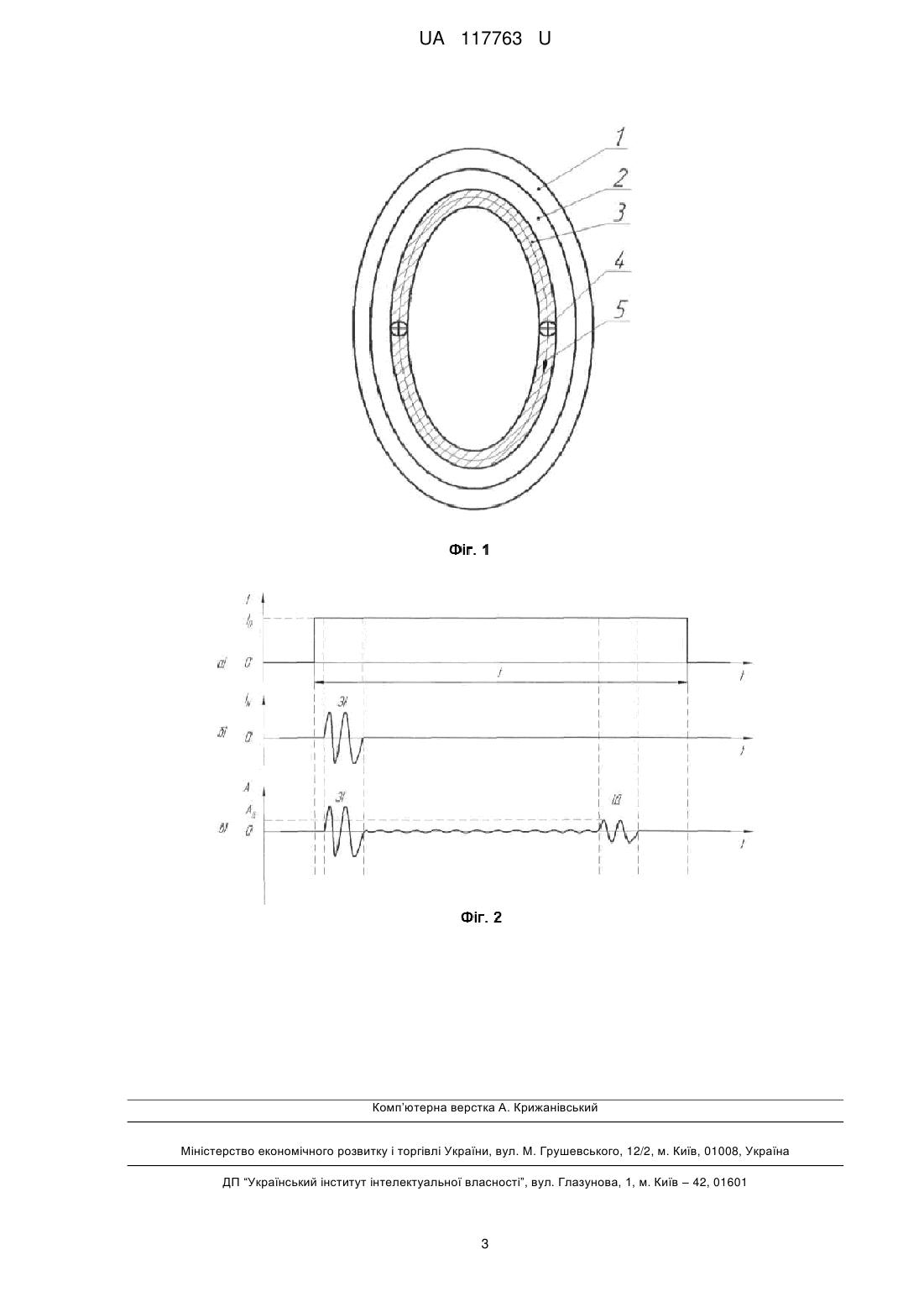
Реферат: Спосіб ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу включає формування ультразвукових імпульсів недиспергуючих крутильних хвиль шляхом одночасного збудження поляризуючого магнітного поля та збудження високочастотного електромагнітного поля високочастотною прохідною котушкою, що повторює форму перерізу виробу, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою при дії поляризуючого магнітного поля і прийняття рішення про якість виробу по результатах аналізу параметрів прийнятих ультразвукових імпульсів. При цьому збудження поляризуючого магнітного поля виконують шляхом пропускання через ділянку виробу, що знаходиться під високочастотною прохідною котушкою, імпульсного електричного струму, час дії якого залежить від ширини високочастотної прохідної котушки, відстані, з якої очікується прийом відбитих з виробу ультразвукових імпульсів, та швидкості розповсюдження ультразвукових імпульсів в матеріалі виробу. UA 117763 U (54) СПОСІБ УЛЬТРАЗВУКОВОГО ЕЛЕКТРОМАГНІТНО-АКУСТИЧНОГО КОНТРОЛЮ ПРОТЯЖНИХ ТРУБЧАТИХ ФЕРОМАГНІТНИХ МЕТАЛОВИРОБІВ З СКЛАДНОЮ ФОРМОЮ ПЕРЕРІЗУ UA 117763 U UA 117763 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів неруйнівного ультразвукового контролю та може бути використана для виявлення дефектів в феромагнітному матеріалі трубчатих виробів, форма перерізу яких може відрізнятися від форми кола. Відомий спосіб ультразвукового контролю, який включає збудження ультразвукових імпульсів електромагнітно-акустичним способом високочастотною прохідною котушкою, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою і прийняття рішення про якість виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів [1]. Недоліком цього способу є недостатня достовірність виявлення дефектів, яка обумовлена використанням імпульсів частотно залежних ультразвукових хвиль. Найбільш близьким до запропонованого способу є спосіб ультразвукового контролю, який включає формування ультразвукових імпульсів шляхом збудження поляризуючого магнітного поля та збудження високочастотного електромагнітного поля високочастотною прохідною котушкою, що повторює форму виробу з перерізом у вигляді кола, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою і прийняття рішення про якість виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів [2]. Суттєвим недоліком даного способу є недостатня достовірність контролю. Цей недолік обумовлений тим, що, наприклад, при зміні товщини стінок виробу змінюються параметри ультразвукових імпульсів, що може привести до неправильного рішення щодо якості виробу. В основу корисної моделі поставлено задачу створити спосіб ультразвукового електромагнітно-акустичного контролю імпульсами недиспергуючих крутильних хвиль протяжних трубчатих феромагнітних металовиробів зі складною формою перерізу, нове виконання якого дозволило б забезпечити підвищення достовірності виявлення дефектів. Поставлена задача вирішується способом ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу, при якому виконують формування ультразвукових імпульсів недиспергуючих крутильних хвиль шляхом одночасного збудження поляризуючого магнітного поля та збудження високочастотного електромагнітного поля високочастотною прохідною котушкою, що повторює форму перерізу виробу, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою при дії поляризуючого магнітного поля і прийняття рішення про якість виробу по результатах аналізу параметрів прийнятих ультразвукових імпульсів, при цьому, згідно з корисною моделлю, збудження поляризуючого магнітного поля виконують шляхом пропускання через ділянку виробу, що знаходиться під високочастотною прохідною котушкою, імпульсного електричного струму, час t дії якого визначається за формулою t=(l+2L)/C, де l - ширина високочастотної прохідної котушки, мм; L - відстань, з якої очікується прийом відбитих з виробу ультразвукових імпульсів, мм; С - швидкість розповсюдження ультразвукових імпульсів в матеріалі виробу, мм/мкс. На фіг. 1 наведено спрощену схему пристрою для реалізації розробленого способу. На фіг. 2 наведено часові розгортки, що демонструють процес реалізації розробленого способу. На фіг. 1 позначені: 1 - високочастотна прохідна котушка, що повторює форму перерізу виробу; 2 - повітряний прошарок між високочастотною прохідною котушкою та виробом; 3 протяжний виріб (переріз), що контролюється; 4 - напрямок дії струму, який створює поляризуючи магнітне поле в тілі феромагнітного виробу; 5 - силова лінія поляризуючого магнітного поля в тілі феромагнітного виробу. На фіг. 2 позначені: а) - розгортка з часом t тривалості дії імпульсного електричного струму, який створює поляризуючи магнітне поле в тілі феромагнітного виробу; б) - розгортка з моментом та часом ЗІ дії високочастотного електромагнітного поля, збудженого високочастотною прохідною котушкою при пропусканні високочастотного струму; в) - часова розгортка, яка отримана при прийомі високочастотною прохідною котушкою імпульсу ІД відбитого від дефекту в матеріалі виробу після збудження зондуючого імпульсу ЗІ. Даний спосіб реалізується наступним чином. Протяжний виріб 3 розміщується в порожнині високочастотної прохідної котушки 1. Через виріб 1 вздовж його утворюючої пропускається імпульс струму Іо (фіг. 2а), наприклад через контакти, які встановлені з двох сторін високочастотної прохідної котушки 1. Час дії імпульсу струму Іо визначається за виразом t = (l+2L)/C, де l - ширина високочастотної прохідної котушки, мм; L - відстань, з якої очікується прийом відбитих з виробу ультразвукових імпульсів, мм; С - швидкість розповсюдження ультразвукових імпульсів в матеріалі виробу, мм/мкс. 1 UA 117763 U 5 10 15 20 25 30 35 40 Час t дії імпульсу струму Іо, наприклад в напрямку 4 або в зворотному напрямку, необхідний для забезпечення повного циклу збудження-прийом при ультразвуковому контролі ділянки протяжного виробу 3 довжиною L з урахуванням ширини l високочастотної прохідної котушки 1. В перерізі виробу 3 формуються силові магнітні лінії 5 (фіг. 1), які повторюють форму перерізу виробу 3. Після включення струму Іо через високочастотну прохідну котушку 1 пропускають імпульс ЗІ високочастотного струму (фіг. 2б), який формує високочастотне електромагнітне поле, а воно в свою чергу збуджує струм Фуко в виробі 3. Взаємодія струмів Фуко і поляризуючого магнітного поля 5 призводить до збудження зсувних напружень і тобто збуджуються імпульси недиспергованих крутильних коливань, які мають значну амплітуду і розповсюджуються на значні відстані в протяжному виробі 3. При наявності в виробі 3 дефекту імпульси недиспергованих крутильних коливань відбиваються і приймаються високочастотною прохідною котушкою 1 за рахунок зворотного електромагнітно-акустичного ефекту. Якість виробу 3 оцінюють по результатах аналізу параметрів прийнятого ультразвукового імпульсу ІД (фіг. 2в), наприклад за величиною амплітуди Ад. Технічним результатом корисної моделі є те, що розроблений спосіб забезпечує збудження крутильних бездисперсійних ультразвукових коливань, які мають високу чутливість щодо виявлення дефектів. Достовірність ультразвукового контролю трубчатих феромагнітних металовиробів зі складним перерізом підвищується. Джерела інформації: 1. Неразрушающий контроль: справочник в 8 т. Т. 3. Ультразвуковой контроль / В.В. Клюев, И.Н. Ермолов, Ю.В. Ланге; под ред. В.В. Клюева. - Μ.: Машиностроение, 2004. - 864 с. 2. Буденков, Г.А. Взаимодействие крутильных волн с продольными трещинами труб / Г.А. Буденков, О.В. Недзвецкая, Д.В. Злобин, С.А. Мурашов //Дефектоскопия, 2006, № 6. - С. 57-66. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу, що включає формування ультразвукових імпульсів недиспергуючих крутильних хвиль шляхом одночасного збудження поляризуючого магнітного поля та збудження високочастотного електромагнітного поля високочастотною прохідною котушкою, що повторює форму перерізу виробу, прийом з виробу ультразвукових імпульсів високочастотною прохідною котушкою при дії поляризуючого магнітного поля і прийняття рішення про якість виробу по результатах аналізу параметрів прийнятих ультразвукових імпульсів, який відрізняється тим, що збудження поляризуючого магнітного поля виконують шляхом пропускання через ділянку виробу, що знаходиться під високочастотною прохідною котушкою, імпульсного електричного струму, час t дії якого визначається за формулою t=(l+2L)/C, де l - ширина високочастотної прохідної котушки, мм; L - відстань, з якої очікується прийом відбитих з виробу ультразвукових імпульсів, мм; С - швидкість розповсюдження ультразвукових імпульсів в матеріалі виробу, мм/мкс. 2 UA 117763 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/04
Мітки: складною, електромагнітно-акустичного, спосіб, протяжних, трубчатих, металовиробів, феромагнітних, формою, ультразвукового, контролю, перерізу
Код посилання
<a href="https://ua.patents.su/5-117763-sposib-ultrazvukovogo-elektromagnitno-akustichnogo-kontrolyu-protyazhnikh-trubchatikh-feromagnitnikh-metalovirobiv-z-skladnoyu-formoyu-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового електромагнітно-акустичного контролю протяжних трубчатих феромагнітних металовиробів з складною формою перерізу</a>
Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів
Номер патенту: 116248
Опубліковано: 10.05.2017
Автори: Плєснецов Сергій Юрійович, Мигущенко Руслан Павлович, Сучков Григорій Михайлович, Петрищев Олег Миколайович
МПК: G01N 29/04
Мітки: ультразвуковий, контролю, перетворювач, роздільно-поєднаний, феромагнітних, металовиробів, електромагнітно-акустичний
Формула / Реферат:
Ультразвуковий роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю феромагнітних металовиробів, що має корпус та закріплені в ньому два джерела постійного магнітного поля, дві окремі плоскі високочастотні котушки індуктивності з робочими і неробочими ділянками, які розміщені в неелектропровідних неферомагнітних основах, одна, високочастотна котушка індуктивності, є збуджуючою, а друга - приймаючою, і протектор, який...
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Номер патенту: 73444
Опубліковано: 25.09.2012
Автор: Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: ультразвукового, спосіб, виробів, контролю, феромагнітних, поверхні, металічних
Формула / Реферат:
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму...
Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок
Номер патенту: 74613
Опубліковано: 12.11.2012
Автори: Сучков Григорій Михайлович, Шкілько Анатолій Максимович
МПК: G01N 29/04
Мітки: електромагнітно-акустичного, кромок, контролю, ультразвукового, виробів, спосіб, ділянками, поверхні, прямолінійними, металічних
Формула / Реферат:
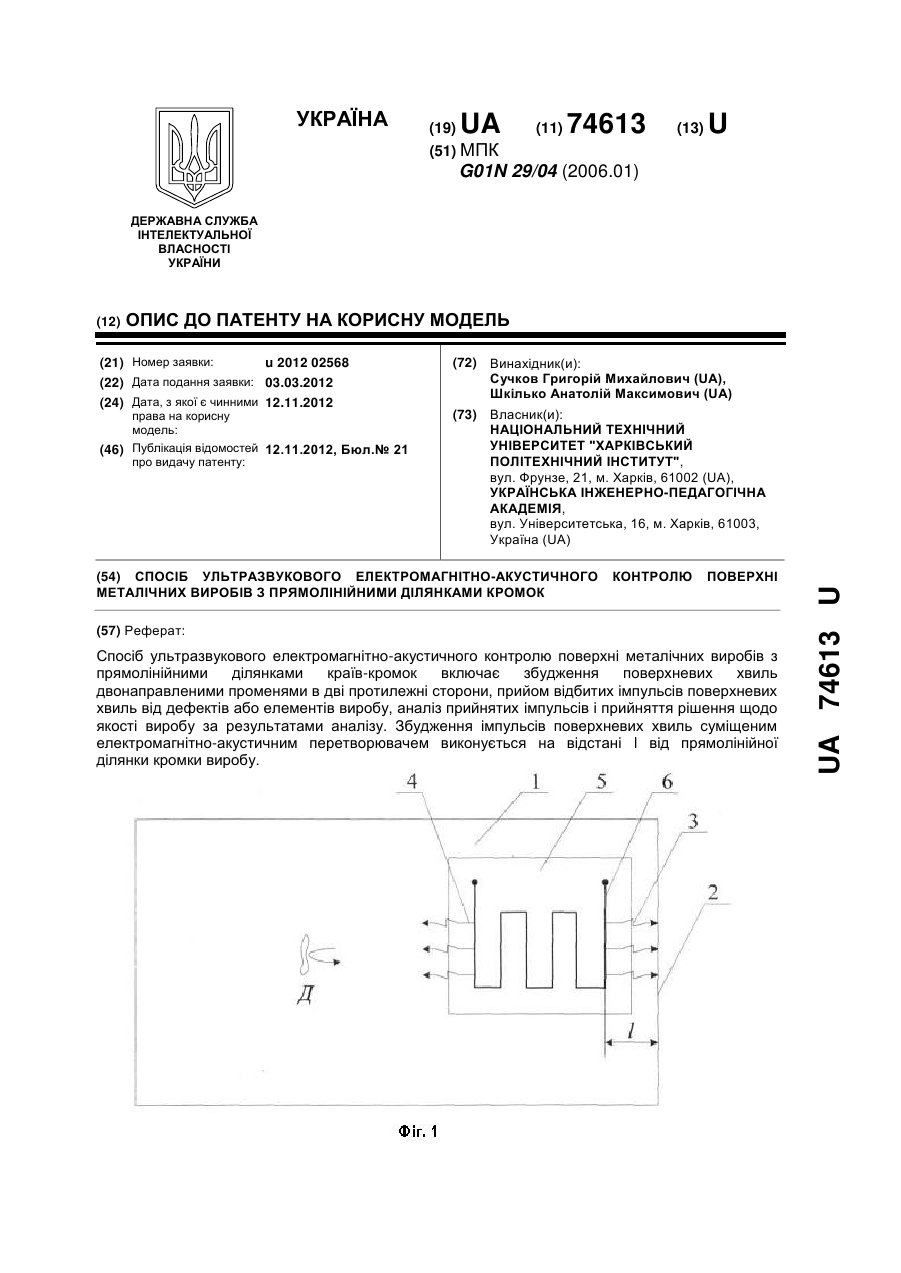
Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками країв-кромок, який включає збудження поверхневих хвиль двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу, який відрізняється тим, що збудження імпульсів...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Сучков Григорій Михайлович, Ноздрачова Катерина Леонідівна, Хащіна Сергій Володимирович, Глоба Світлана Миколаївна
МПК: G01N 29/04
Мітки: електромагнітно-акустичним, ультразвукового, широкосмуговим, виробів, контролю, перетворювачем, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Спосіб розрахунку конструктивних параметрів ультразвукового акустичного трансформатора з експонентною зміною перерізу
Номер патенту: 108247
Опубліковано: 11.07.2016
Автори: Колосова Олена Петрівна, Вірченко Галина Іванівна, Вірченко Сергій Геннадійович, Колосов Олександр Євгенович, Ванін Володимир Володимирович, Вірченко Геннадій Анатолійович
МПК: B29B 15/10
Мітки: перерізу, розрахунку, конструктивних, зміною, акустичного, спосіб, параметрів, трансформатора, експонентною, ультразвукового
Формула / Реферат:
1. Спосіб розрахунку конструктивних параметрів ультразвукового акустичного трансформатора з експонентною зміною перерізу, виконаного переважно у вигляді суцільного стрижня, що має форму тіла обертання, відповідно до якого вибирають металевий матеріал, для якого проводять розрахунок конструктивних параметрів, й швидкість звуку С у вибраному матеріалі акустичного трансформатора, геометричні розміри на вході і виході акустичного трансформатора,...
Попередній патент: Спосіб поточного ультразвукового контролю луна-методом
Наступний патент: Спосіб пошарової побудови виробів зі змінною товщиною шарів на базі тріангуляційної моделі
Випадковий патент: Пристрій для вимірювання інтенсивності ультрафіолетового випромінювання