Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок
Номер патенту: 74613
Опубліковано: 12.11.2012
Автори: Сучков Григорій Михайлович, Шкілько Анатолій Максимович

Формула / Реферат
Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками країв-кромок, який включає збудження поверхневих хвиль двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу, який відрізняється тим, що збудження імпульсів поверхневих хвиль суміщеним електромагнітно-акустичним перетворювачем виконується на відстані l від прямолінійної ділянки кромки виробу, величина якої, з одної сторони, визначається виразом
![]() ,
,
де ![]() - ціле позитивне число;
- ціле позитивне число; ![]() - довжина хвилі поверхневих коливань для матеріалу контрольованого виробу, а з другої сторони
- довжина хвилі поверхневих коливань для матеріалу контрольованого виробу, а з другої сторони
![]() ,
,
де ![]() - швидкість розповсюдження поверхневої хвилі в матеріалі виробу;
- швидкість розповсюдження поверхневої хвилі в матеріалі виробу; ![]() - часова тривалість імпульсу збуджених поверхневих хвиль,
- часова тривалість імпульсу збуджених поверхневих хвиль, ![]() - кількість періодів частоти
- кількість періодів частоти ![]() заповнення збудженого пакетного імпульсу поверхневих хвиль, при цьому один з двонаправлених променів орієнтується нормально до кромки виробу, а другий направляють в контрольовану зону виробу.
заповнення збудженого пакетного імпульсу поверхневих хвиль, при цьому один з двонаправлених променів орієнтується нормально до кромки виробу, а другий направляють в контрольовану зону виробу.
Текст
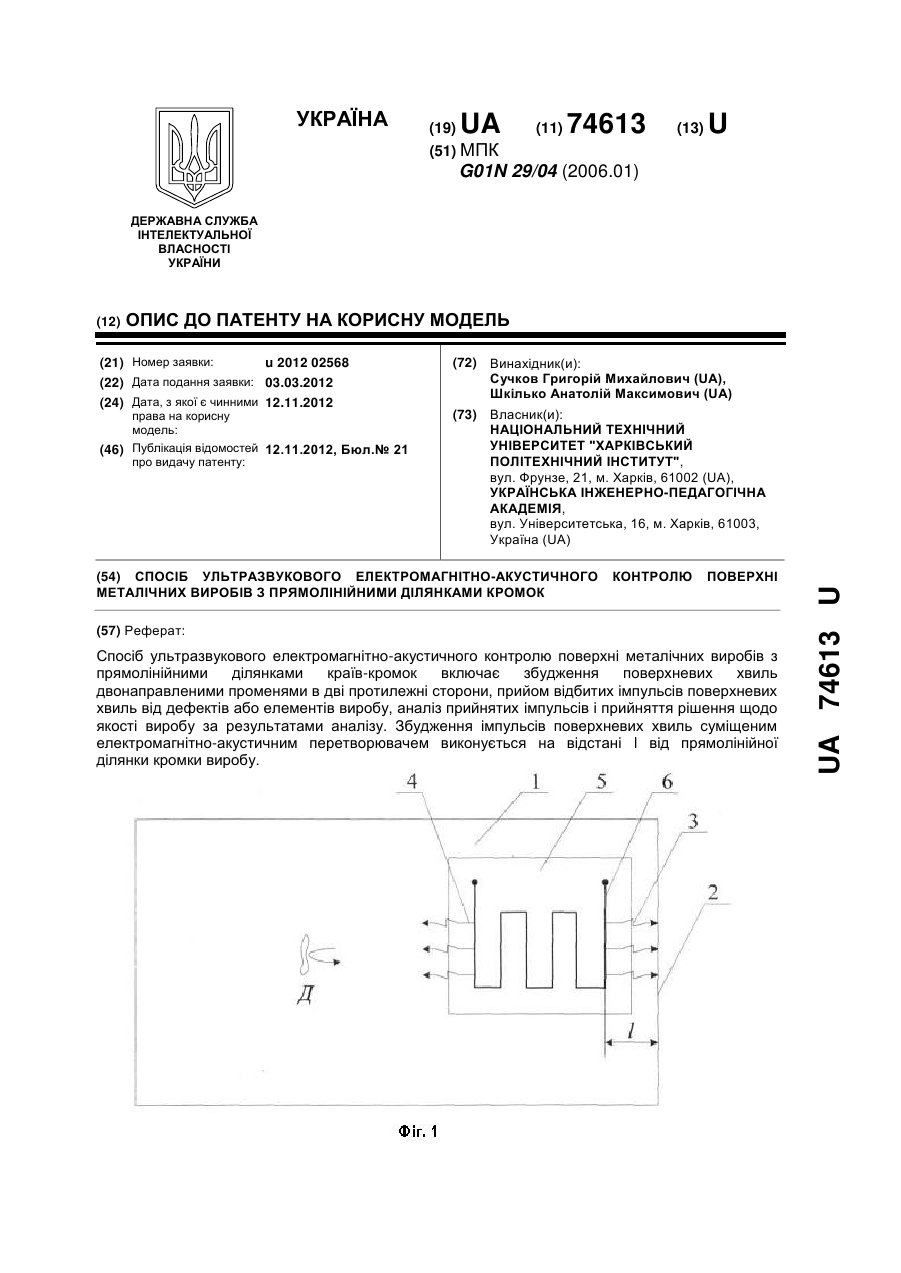
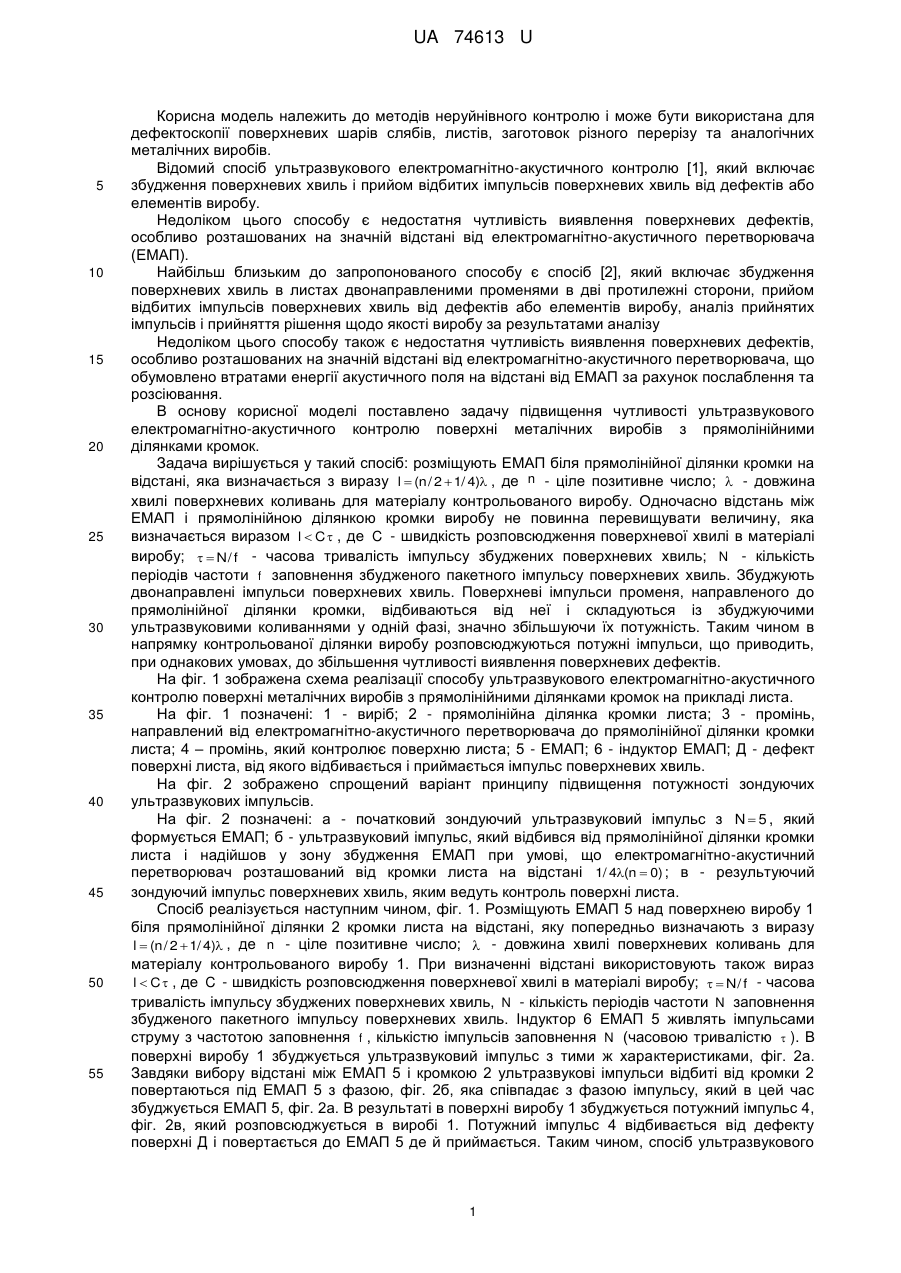
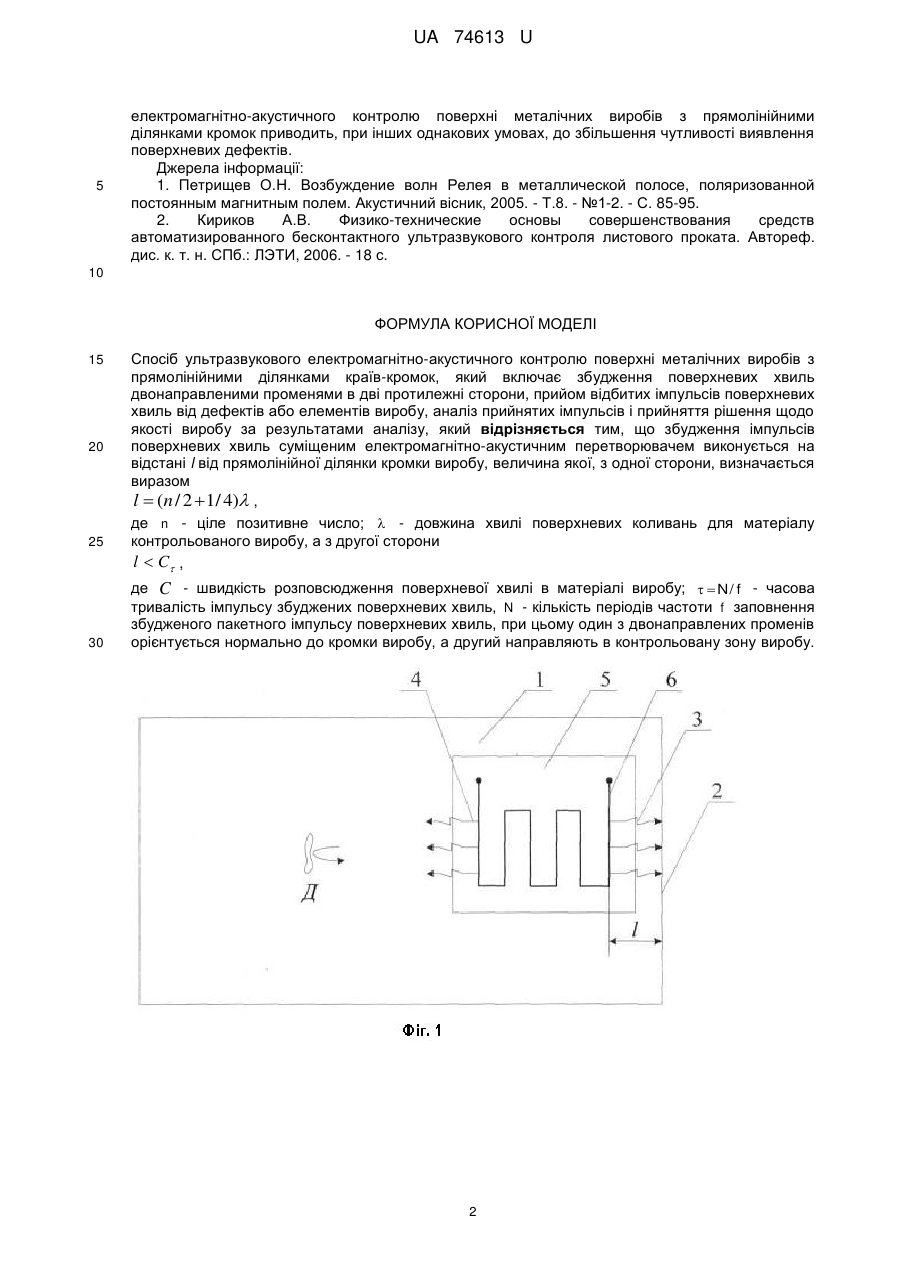
Реферат: Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками країв-кромок включає збудження поверхневих хвиль двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу. Збудження імпульсів поверхневих хвиль суміщеним електромагнітно-акустичним перетворювачем виконується на відстані l від прямолінійної ділянки кромки виробу. UA 74613 U (12) UA 74613 U UA 74613 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до методів неруйнівного контролю і може бути використана для дефектоскопії поверхневих шарів слябів, листів, заготовок різного перерізу та аналогічних металічних виробів. Відомий спосіб ультразвукового електромагнітно-акустичного контролю [1], який включає збудження поверхневих хвиль і прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу. Недоліком цього способу є недостатня чутливість виявлення поверхневих дефектів, особливо розташованих на значній відстані від електромагнітно-акустичного перетворювача (ЕМАП). Найбільш близьким до запропонованого способу є спосіб [2], який включає збудження поверхневих хвиль в листах двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу Недоліком цього способу також є недостатня чутливість виявлення поверхневих дефектів, особливо розташованих на значній відстані від електромагнітно-акустичного перетворювача, що обумовлено втратами енергії акустичного поля на відстані від ЕМАП за рахунок послаблення та розсіювання. В основу корисної моделі поставлено задачу підвищення чутливості ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок. Задача вирішується у такий спосіб: розміщують ЕМАП біля прямолінійної ділянки кромки на відстані, яка визначається з виразу l (n / 2 1/ 4) , де n - ціле позитивне число; - довжина хвилі поверхневих коливань для матеріалу контрольованого виробу. Одночасно відстань між ЕМАП і прямолінійною ділянкою кромки виробу не повинна перевищувати величину, яка визначається виразом l C , де C - швидкість розповсюдження поверхневої хвилі в матеріалі виробу; N/ f - часова тривалість імпульсу збуджених поверхневих хвиль; N - кількість періодів частоти f заповнення збудженого пакетного імпульсу поверхневих хвиль. Збуджують двонаправлені імпульси поверхневих хвиль. Поверхневі імпульси променя, направленого до прямолінійної ділянки кромки, відбиваються від неї і складуються із збуджуючими ультразвуковими коливаннями у одній фазі, значно збільшуючи їх потужність. Таким чином в напрямку контрольованої ділянки виробу розповсюджуються потужні імпульси, що приводить, при однакових умовах, до збільшення чутливості виявлення поверхневих дефектів. На фіг. 1 зображена схема реалізації способу ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок на прикладі листа. На фіг. 1 позначені: 1 - виріб; 2 - прямолінійна ділянка кромки листа; 3 - промінь, направлений від електромагнітно-акустичного перетворювача до прямолінійної ділянки кромки листа; 4 – промінь, який контролює поверхню листа; 5 - ЕМАП; 6 - індуктор ЕМАП; Д - дефект поверхні листа, від якого відбивається і приймається імпульс поверхневих хвиль. На фіг. 2 зображено спрощений варіант принципу підвищення потужності зондуючих ультразвукових імпульсів. На фіг. 2 позначені: а - початковий зондуючий ультразвуковий імпульс з N 5 , який формується ЕМАП; б - ультразвуковий імпульс, який відбився від прямолінійної ділянки кромки листа і надійшов у зону збудження ЕМАП при умові, що електромагнітно-акустичний перетворювач розташований від кромки листа на відстані 1/ 4(n 0) ; в - результуючий зондуючий імпульс поверхневих хвиль, яким ведуть контроль поверхні листа. Спосіб реалізується наступним чином, фіг. 1. Розміщують ЕМАП 5 над поверхнею виробу 1 біля прямолінійної ділянки 2 кромки листа на відстані, яку попередньо визначають з виразу l (n / 2 1/ 4) , де n - ціле позитивне число; - довжина хвилі поверхневих коливань для матеріалу контрольованого виробу 1. При визначенні відстані використовують також вираз l C , де C - швидкість розповсюдження поверхневої хвилі в матеріалі виробу; N/ f - часова тривалість імпульсу збуджених поверхневих хвиль, N - кількість періодів частоти N заповнення збудженого пакетного імпульсу поверхневих хвиль. Індуктор 6 ЕМАП 5 живлять імпульсами струму з частотою заповнення f , кількістю імпульсів заповнення N (часовою тривалістю ). В поверхні виробу 1 збуджується ультразвуковий імпульс з тими ж характеристиками, фіг. 2а. Завдяки вибору відстані між ЕМАП 5 і кромкою 2 ультразвукові імпульси відбиті від кромки 2 повертаються під ЕМАП 5 з фазою, фіг. 2б, яка співпадає з фазою імпульсу, який в цей час збуджується ЕМАП 5, фіг. 2а. В результаті в поверхні виробу 1 збуджується потужний імпульс 4, фіг. 2в, який розповсюджується в виробі 1. Потужний імпульс 4 відбивається від дефекту поверхні Д і повертається до ЕМАП 5 де й приймається. Таким чином, спосіб ультразвукового 1 UA 74613 U 5 електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок приводить, при інших однакових умовах, до збільшення чутливості виявлення поверхневих дефектів. Джерела інформації: 1. Петрищев О.Н. Возбуждение волн Релея в металлической полосе, поляризованной постоянным магнитным полем. Акустичний вісник, 2005. - Т.8. - №1-2. - С. 85-95. 2. Кириков А.В. Физико-технические основы совершенствования средств автоматизированного бесконтактного ультразвукового контроля листового проката. Автореф. дис. к. т. н. СПб.: ЛЭТИ, 2006. - 18 с. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками країв-кромок, який включає збудження поверхневих хвиль двонаправленими променями в дві протилежні сторони, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу, який відрізняється тим, що збудження імпульсів поверхневих хвиль суміщеним електромагнітно-акустичним перетворювачем виконується на відстані l від прямолінійної ділянки кромки виробу, величина якої, з одної сторони, визначається виразом l (n / 2 1/ 4) , де n - ціле позитивне число; - довжина хвилі поверхневих коливань для матеріалу контрольованого виробу, а з другої сторони l C , де C - швидкість розповсюдження поверхневої хвилі в матеріалі виробу; N / f - часова тривалість імпульсу збуджених поверхневих хвиль, N - кількість періодів частоти f заповнення збудженого пакетного імпульсу поверхневих хвиль, при цьому один з двонаправлених променів орієнтується нормально до кромки виробу, а другий направляють в контрольовану зону виробу. 2 UA 74613 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic electromagnetic-acoustic control of surfaces of metal products with straight sections of edges
Автори англійськоюSuchkov Hryhorii Mykhailovych, Shkilko Anatolii Maksymovych
Назва патенту російськоюСпособ ультразвукового электромагнитно-акустического контроля поверхности металлических изделий с прямолинейными участками кромок
Автори російськоюСучков Григорий Михайлович, Шкилько Анатолий Максимович
МПК / Мітки
МПК: G01N 29/04
Мітки: поверхні, кромок, спосіб, електромагнітно-акустичного, прямолінійними, ультразвукового, контролю, ділянками, виробів, металічних
Код посилання
<a href="https://ua.patents.su/5-74613-sposib-ultrazvukovogo-elektromagnitno-akustichnogo-kontrolyu-poverkhni-metalichnikh-virobiv-z-pryamolinijjnimi-dilyankami-kromok.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового електромагнітно-акустичного контролю поверхні металічних виробів з прямолінійними ділянками кромок</a>
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Номер патенту: 73444
Опубліковано: 25.09.2012
Автор: Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: металічних, поверхні, феромагнітних, ультразвукового, виробів, спосіб, контролю
Формула / Реферат:
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Глоба Світлана Миколаївна, Сучков Григорій Михайлович, Хащіна Сергій Володимирович, Ноздрачова Катерина Леонідівна
МПК: G01N 29/04
Мітки: широкосмуговим, виробів, контролю, ультразвукового, електромагнітно-акустичним, перетворювачем, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Сучков Григорій Михайлович, Глоба Світлана Миколаївна, Хащіна Сергій Володимирович, Петрищев Олег Миколайович
МПК: G01N 29/00
Мітки: контролю, спосіб, імпульсами, безконтактного, ультразвукового, металевих, поверхневих, виробів, хвиль
Формула / Реферат:
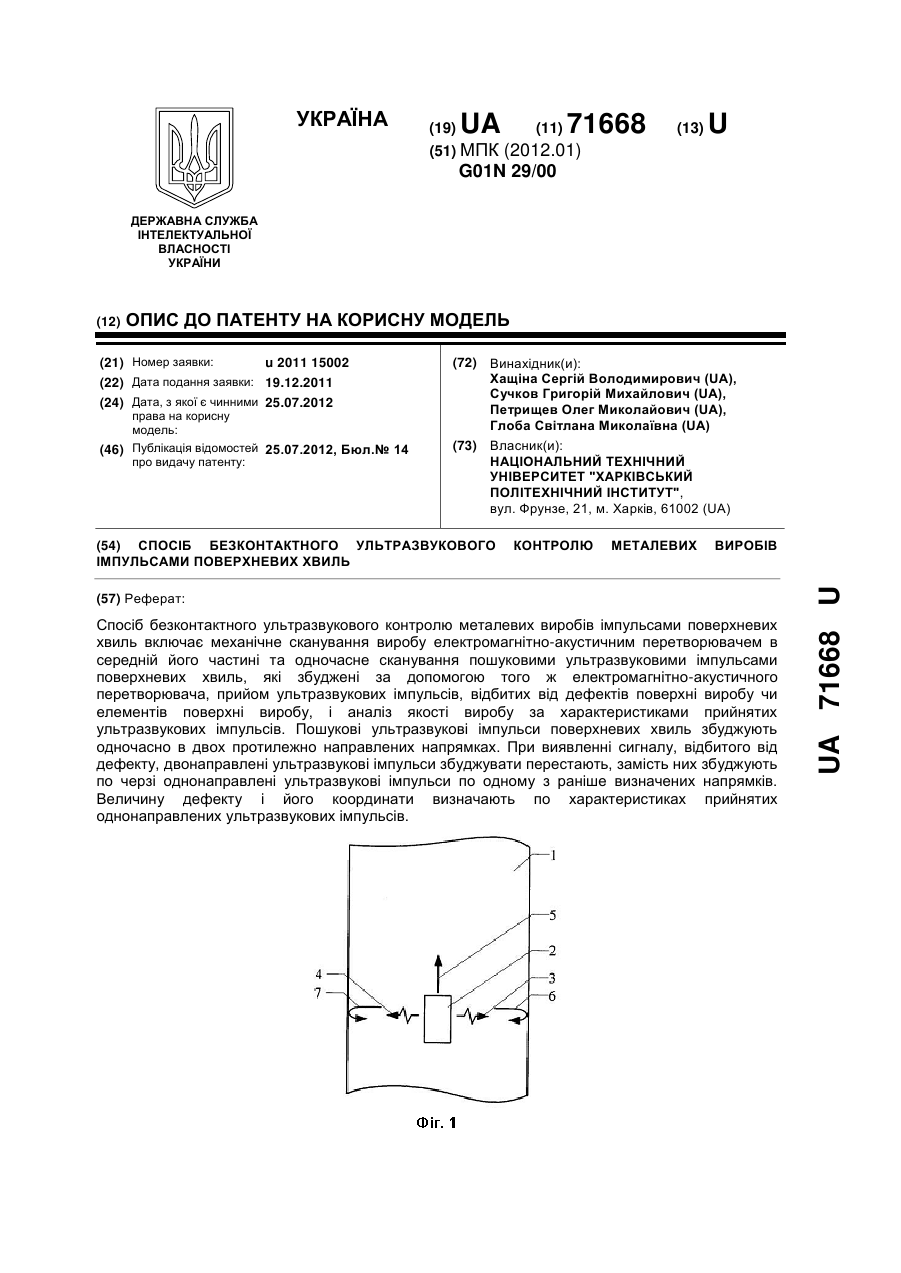
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Пристрій для електрично-скануючого електромагнітно-акустичного неруйнівного контролю струмопровідних матеріалів
Номер патенту: 40300
Опубліковано: 16.07.2001
Автори: Костюк Іван Васильович, Обшта Анатолій Феліксович, Притуляк Ярополк Григорович, Тасінкевич Юрій Георгійович, Варецький Ярема Юрійович
МПК: G01N 29/12
Мітки: неруйнівного, контролю, струмопровідних, пристрій, електромагнітно-акустичного, електрично-скануючого, матеріалів
Формула / Реферат:
Пристрій для електрично-скануючого, електромагнітно-акустичного неруйнівного контролю струмопровідних матеріалів, який містить послідовно з'єднані генератор прямокутних імпульсів, подільник частоти, фазозсувний блок, генератор сигналів, першу збуджувальну котушку індуктивності, а також послідовно з'єднану з другим виходом генератора прямокутних імпульсів другу збуджувальну котушку індуктивності та приймальну котушку індуктивності, при цьому...
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Гембарський Ігор Іванович, Волков Юрій Олександрович, Колбін Ігор Борисович, Саприкін Сергій Олексійович
МПК: G01N 29/07
Мітки: виробів, ультразвукового, контролю, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Попередній патент: Спосіб виявлення динамічного кутового розцентрування роторного агрегату
Наступний патент: Накладний електромагнітно-акустичний перетворювач
Випадковий патент: Спосіб пластики внутрішньої сонної артерії аутоартерією