Спосіб обробки поршнів двигунів внутрішнього згоряння
Номер патенту: 117765
Опубліковано: 10.07.2017
Автори: Парсаданов Ігор Володимирович, Ведь Марина Віталіївна, Каракуркчі Ганна Володимирівна, Сахненко Микола Дмитрович

Формула / Реферат
Спосіб обробки поршнів двигунів внутрішнього згоряння, що включає оксидування, який відрізняється тим, що обробку здійснюють методом плазмово-електролітичного оксидування постійним струмом густиною 3-25 А/дм2 у водних розчинах лужних електролітів із вмістом солей перехідних металів протягом 10-60 хв. при перемішуванні та охолодженні робочих розчинів до температури 20-30 °C.
Текст
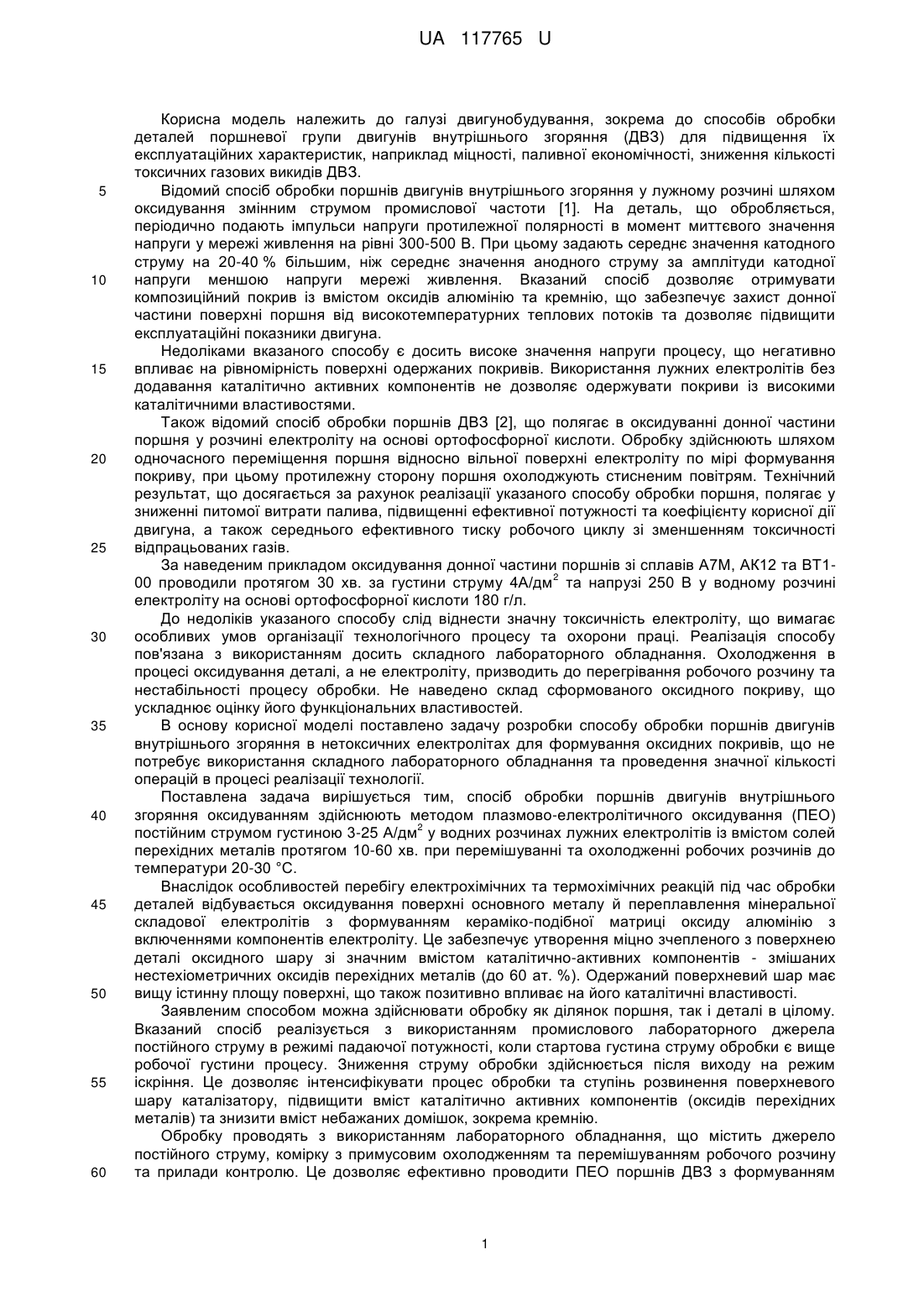
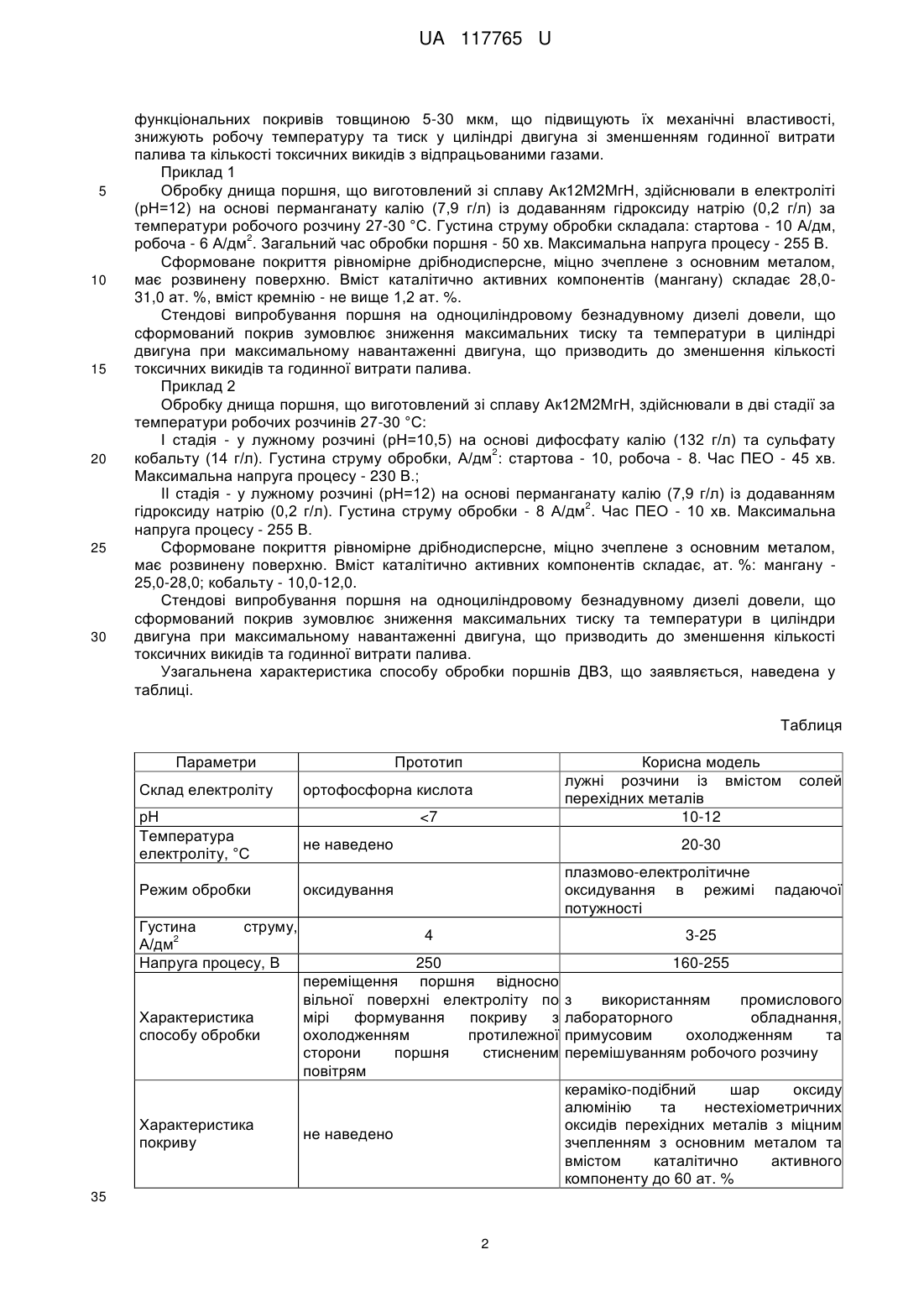
Реферат: Спосіб обробки поршнів двигунів внутрішнього згоряння включає оксидування. При цьому обробку здійснюють методом плазмово-електролітичного оксидування постійним струмом 2 густиною 3-25 А/дм у водних розчинах лужних електролітів із вмістом солей перехідних металів протягом 10-60 хв. при перемішуванні та охолодженні робочих розчинів до температури 20-30 °C. UA 117765 U (54) СПОСІБ ОБРОБКИ ПОРШНІВ ДВИГУНІВ ВНУТРІШНЬОГО ЗГОРЯННЯ UA 117765 U UA 117765 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі двигунобудування, зокрема до способів обробки деталей поршневої групи двигунів внутрішнього згоряння (ДВЗ) для підвищення їх експлуатаційних характеристик, наприклад міцності, паливної економічності, зниження кількості токсичних газових викидів ДВЗ. Відомий спосіб обробки поршнів двигунів внутрішнього згоряння у лужному розчині шляхом оксидування змінним струмом промислової частоти [1]. На деталь, що обробляється, періодично подають імпульси напруги протилежної полярності в момент миттєвого значення напруги у мережі живлення на рівні 300-500 В. При цьому задають середнє значення катодного струму на 20-40 % більшим, ніж середнє значення анодного струму за амплітуди катодної напруги меншою напруги мережі живлення. Вказаний спосіб дозволяє отримувати композиційний покрив із вмістом оксидів алюмінію та кремнію, що забезпечує захист донної частини поверхні поршня від високотемпературних теплових потоків та дозволяє підвищити експлуатаційні показники двигуна. Недоліками вказаного способу є досить високе значення напруги процесу, що негативно впливає на рівномірність поверхні одержаних покривів. Використання лужних електролітів без додавання каталітично активних компонентів не дозволяє одержувати покриви із високими каталітичними властивостями. Також відомий спосіб обробки поршнів ДВЗ [2], що полягає в оксидуванні донної частини поршня у розчині електроліту на основі ортофосфорної кислоти. Обробку здійснюють шляхом одночасного переміщення поршня відносно вільної поверхні електроліту по мірі формування покриву, при цьому протилежну сторону поршня охолоджують стисненим повітрям. Технічний результат, що досягається за рахунок реалізації указаного способу обробки поршня, полягає у зниженні питомої витрати палива, підвищенні ефективної потужності та коефіцієнту корисної дії двигуна, а також середнього ефективного тиску робочого циклу зі зменшенням токсичності відпрацьованих газів. За наведеним прикладом оксидування донної частини поршнів зі сплавів А7М, АК12 та ВТ12 00 проводили протягом 30 хв. за густини струму 4А/дм та напрузі 250 В у водному розчині електроліту на основі ортофосфорної кислоти 180 г/л. До недоліків указаного способу слід віднести значну токсичність електроліту, що вимагає особливих умов організації технологічного процесу та охорони праці. Реалізація способу пов'язана з використанням досить складного лабораторного обладнання. Охолодження в процесі оксидування деталі, а не електроліту, призводить до перегрівання робочого розчину та нестабільності процесу обробки. Не наведено склад сформованого оксидного покриву, що ускладнює оцінку його функціональних властивостей. В основу корисної моделі поставлено задачу розробки способу обробки поршнів двигунів внутрішнього згоряння в нетоксичних електролітах для формування оксидних покривів, що не потребує використання складного лабораторного обладнання та проведення значної кількості операцій в процесі реалізації технології. Поставлена задача вирішується тим, спосіб обробки поршнів двигунів внутрішнього згоряння оксидуванням здійснюють методом плазмово-електролітичного оксидування (ПЕО) 2 постійним струмом густиною 3-25 А/дм у водних розчинах лужних електролітів із вмістом солей перехідних металів протягом 10-60 хв. при перемішуванні та охолодженні робочих розчинів до температури 20-30 °C. Внаслідок особливостей перебігу електрохімічних та термохімічних реакцій під час обробки деталей відбувається оксидування поверхні основного металу й переплавлення мінеральної складової електролітів з формуванням кераміко-подібної матриці оксиду алюмінію з включеннями компонентів електроліту. Це забезпечує утворення міцно зчепленого з поверхнею деталі оксидного шару зі значним вмістом каталітично-активних компонентів - змішаних нестехіометричних оксидів перехідних металів (до 60 ат. %). Одержаний поверхневий шар має вищу істинну площу поверхні, що також позитивно впливає на його каталітичні властивості. Заявленим способом можна здійснювати обробку як ділянок поршня, так і деталі в цілому. Вказаний спосіб реалізується з використанням промислового лабораторного джерела постійного струму в режимі падаючої потужності, коли стартова густина струму обробки є вище робочої густини процесу. Зниження струму обробки здійснюється після виходу на режим іскріння. Це дозволяє інтенсифікувати процес обробки та ступінь розвинення поверхневого шару каталізатору, підвищити вміст каталітично активних компонентів (оксидів перехідних металів) та знизити вміст небажаних домішок, зокрема кремнію. Обробку проводять з використанням лабораторного обладнання, що містить джерело постійного струму, комірку з примусовим охолодженням та перемішуванням робочого розчину та прилади контролю. Це дозволяє ефективно проводити ПЕО поршнів ДВЗ з формуванням 1 UA 117765 U 5 10 15 20 25 30 функціональних покривів товщиною 5-30 мкм, що підвищують їх механічні властивості, знижують робочу температуру та тиск у циліндрі двигуна зі зменшенням годинної витрати палива та кількості токсичних викидів з відпрацьованими газами. Приклад 1 Обробку днища поршня, що виготовлений зі сплаву Ак12М2МгН, здійснювали в електроліті (рН=12) на основі перманганату калію (7,9 г/л) із додаванням гідроксиду натрію (0,2 г/л) за температури робочого розчину 27-30 °C. Густина струму обробки складала: стартова - 10 А/дм, 2 робоча - 6 А/дм . Загальний час обробки поршня - 50 хв. Максимальна напруга процесу - 255 В. Сформоване покриття рівномірне дрібнодисперсне, міцно зчеплене з основним металом, має розвинену поверхню. Вміст каталітично активних компонентів (мангану) складає 28,031,0 ат. %, вміст кремнію - не вище 1,2 ат. %. Стендові випробування поршня на одноциліндровому безнадувному дизелі довели, що сформований покрив зумовлює зниження максимальних тиску та температури в циліндрі двигуна при максимальному навантаженні двигуна, що призводить до зменшення кількості токсичних викидів та годинної витрати палива. Приклад 2 Обробку днища поршня, що виготовлений зі сплаву Ак12М2МгН, здійснювали в дві стадії за температури робочих розчинів 27-30 °C: І стадія - у лужному розчині (рН=10,5) на основі дифосфату калію (132 г/л) та сульфату 2 кобальту (14 г/л). Густина струму обробки, А/дм : стартова - 10, робоча - 8. Час ПЕО - 45 хв. Максимальна напруга процесу - 230 В.; II стадія - у лужному розчині (рН=12) на основі перманганату калію (7,9 г/л) із додаванням 2 гідроксиду натрію (0,2 г/л). Густина струму обробки - 8 А/дм . Час ПЕО - 10 хв. Максимальна напруга процесу - 255 В. Сформоване покриття рівномірне дрібнодисперсне, міцно зчеплене з основним металом, має розвинену поверхню. Вміст каталітично активних компонентів складає, ат. %: мангану 25,0-28,0; кобальту - 10,0-12,0. Стендові випробування поршня на одноциліндровому безнадувному дизелі довели, що сформований покрив зумовлює зниження максимальних тиску та температури в циліндри двигуна при максимальному навантаженні двигуна, що призводить до зменшення кількості токсичних викидів та годинної витрати палива. Узагальнена характеристика способу обробки поршнів ДВЗ, що заявляється, наведена у таблиці. Таблиця Параметри Склад електроліту рН Температура електроліту, °C Режим обробки Густина струму, 2 А/дм Напруга процесу, В Характеристика способу обробки Характеристика покриву Прототип Корисна модель лужні розчини із вмістом перехідних металів 10-12 ортофосфорна кислота
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F02F 3/10, C25D 11/04
Мітки: поршнів, згоряння, внутрішнього, двигунів, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-117765-sposib-obrobki-porshniv-dviguniv-vnutrishnogo-zgoryannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поршнів двигунів внутрішнього згоряння</a>
Спосіб штампування поршнів двигунів внутрішнього згоряння з рідкого металу

Номер патенту: 62451
Опубліковано: 25.08.2011
Автори: Сатановський Євген Абрамович, Пашкова Галина Іванівна, Лобанов Віктор Костянтинович, Чуйкова Олена Василівна
МПК: B22D 18/02
Мітки: рідкого, штампування, спосіб, поршнів, металу, внутрішнього, згоряння, двигунів
Формула / Реферат:
Спосіб виготовлення поршнів двигунів внутрішнього згоряння з рідкого металу, що включає заливку металу в форму, накладання на метал в процесі кристалізації пульсуючого тиску різної частоти і видалення виливків, який відрізняється тим, що штампування виконують в дві стадії, спочатку на метал, що кристалізується, прикладають тиск в 100-150 МПа і пульсуючий реактивний тиск з амплітудою 1,2-1,5 мм з частотою 200-250 Гц, а після утворення твердої...
Спосіб зниження токсичності газових викидів двигунів внутрішнього згоряння
Номер патенту: 116176
Опубліковано: 10.05.2017
Автори: Ведь Марина Віталіївна, Парсаданов Ігор Володимирович, Сахненко Микола Дмитрович, Хижняк Володимир Олександрович, Каракуркчі Ганна Володимирівна
МПК: F02B 77/02, C25D 11/04, F02B 51/02, C25D 11/02
Мітки: токсичності, двигунів, газових, викидів, спосіб, згоряння, зниження, внутрішнього
Формула / Реферат:
Спосіб зниження токсичності газових викидів двигунів внутрішнього згоряння з використанням каталітичних покриттів у камері згоряння двигуна, який відрізняється тим, що каталітичний шар формують із водних розчинів лужних електролітів, що містять солі перехідних металів, методом плазмово-електролітичного оксидування в режимі падаючої потужності за густини струму 3-25 А/дм2 протягом 10-60 хв.
Спосіб приготування каталізатора горіння вуглеводневого палива для двигунів внутрішнього згоряння
Номер патенту: 94489
Опубліковано: 10.05.2011
Автори: Савенков Анатолій Сергійович, Яковишин Володимир Олександрович, Ратушна Лідія Миколаївна, Мінак Анатолій Федорович, Марченко Андрій Петрович, Шпаковський Володимир Васильович
МПК: F02B 23/00, B01J 23/72, F02F 3/00, B01J 37/08, B01J 37/02, B01J 23/16, B01J 23/76
Мітки: каталізатора, палива, внутрішнього, вуглеводневого, приготування, двигунів, горіння, згоряння, спосіб
Формула / Реферат:
1. Спосіб приготування каталізатора горіння вуглеводневого палива для двигунів внутрішнього згоряння шляхом нанесення розчинів відповідних солей металів на підготовлену внутрішню поверхню камери згоряння, сушіння та прожарювання, який відрізняється тим, що використовують розчини нітратних солей Сu2+ та Сr3+ з концентрацією 100-600 г/л, нанесення здійснюють методом просочення з наступним пров'ялюванням протягом 4-5 годин, сушіння проводять...
Спосіб діагностування моменту знаходження поршнів у мертвих точках у двигуні внутрішнього згоряння з вільнорухомими поршнями, зв’язаними рейково-шестеренчастим синхронізуючим механізмом
Номер патенту: 3284
Опубліковано: 15.11.2004
Автори: Заславський Юхим Григорович, Тернопол Володимир Петрович, Борисенко Анатолій Миколайович, Бабкін Юрій Єгорович, Ягудін Семен Зінов'євич, Золотов Юрій Миколайович, Лук'янов Олександр Олексійович
МПК: G01M 15/00
Мітки: точках, моменту, зв'язаними, механізмом, двигуні, поршнями, рейково-шестеренчастим, діагностування, поршнів, спосіб, мертвих, внутрішнього, синхронізуючим, знаходження, згоряння, вільнорухомими
Формула / Реферат:
Спосіб діагностування моменту знаходження поршнів у мертвих точках у двигуні внутрішнього згоряння з вільнорухомими поршнями, зв'язаними рейково-шестеренчастим синхронізуючим механізмом, який відрізняється тим, що в тілі шестірні синхронізуючого механізму виконують отвір, центр якого розташований у секторі, обмеженому двома площинами, що проходять через вісь обертання шестірні і середини вершини і прилягаючої западини зуба, вимірюють кут...
Спосіб нанесення каталізатора на поршні двигунів внутрішнього згоряння і пристрій для його здійснення
Номер патенту: 34825
Опубліковано: 15.03.2001
Автори: Гавриленко Петро Миколайович, Васильєв Ігор Павлович, Злобін Володимир Миколайович, Зотов Олексій Васильович, Сапєлкін Ігор Миколайович
МПК: C23C 14/00, C23C 14/48
Мітки: нанесення, двигунів, внутрішнього, поршні, каталізатора, згоряння, здійснення, спосіб, пристрій
Формула / Реферат:
1. Спосіб нанесення каталізатора на поршні двигунів внутрішнього згоряння шляхом завантаження камери поршнями, герметизації та вакуумування камери, подачі робочого газу, включення джерела іонів та подачі струму іонів на оброблювану поверхню, набору необхідної дози легування, виключення джерела іонів, який відрізняється тим, що поршні встановлюють на круглив стіл по осі кола у ряд під струм іонів від декількох джерел іонів, і стіл...