Спосіб наплавлення самозаточуючих лез ріжучих дискових деталей
Номер патенту: 118354
Опубліковано: 10.08.2017
Автори: Бончик Віталій Семенович, Федірко Павло Петрович, Заліско Вадим Васильович

Формула / Реферат
Спосіб наплавлення самозаточуючих лез ріжучих дискових деталей, при якому на лезі деталі виконують індукційне наплавлення зносостійкого шару з подальшою механічною обробкою наплавленого леза, який відрізняється тим, що перед наплавленням в деталі з боку поверхні, що наплавляється, поряд з із зоною наплавлення виконують кільцеві технологічні канавки, які заплавляють після механічної обробки наплавленого леза.
Текст
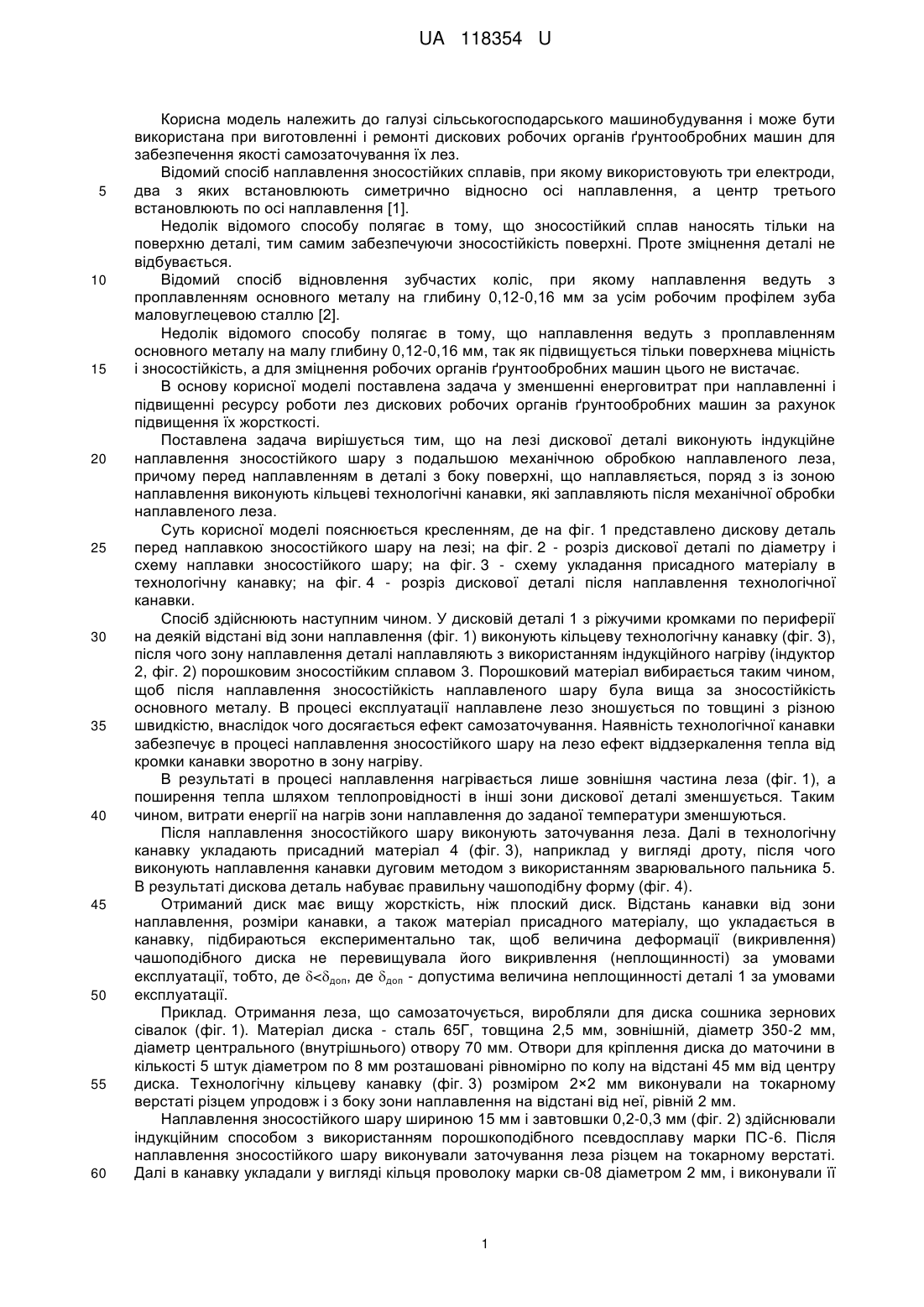
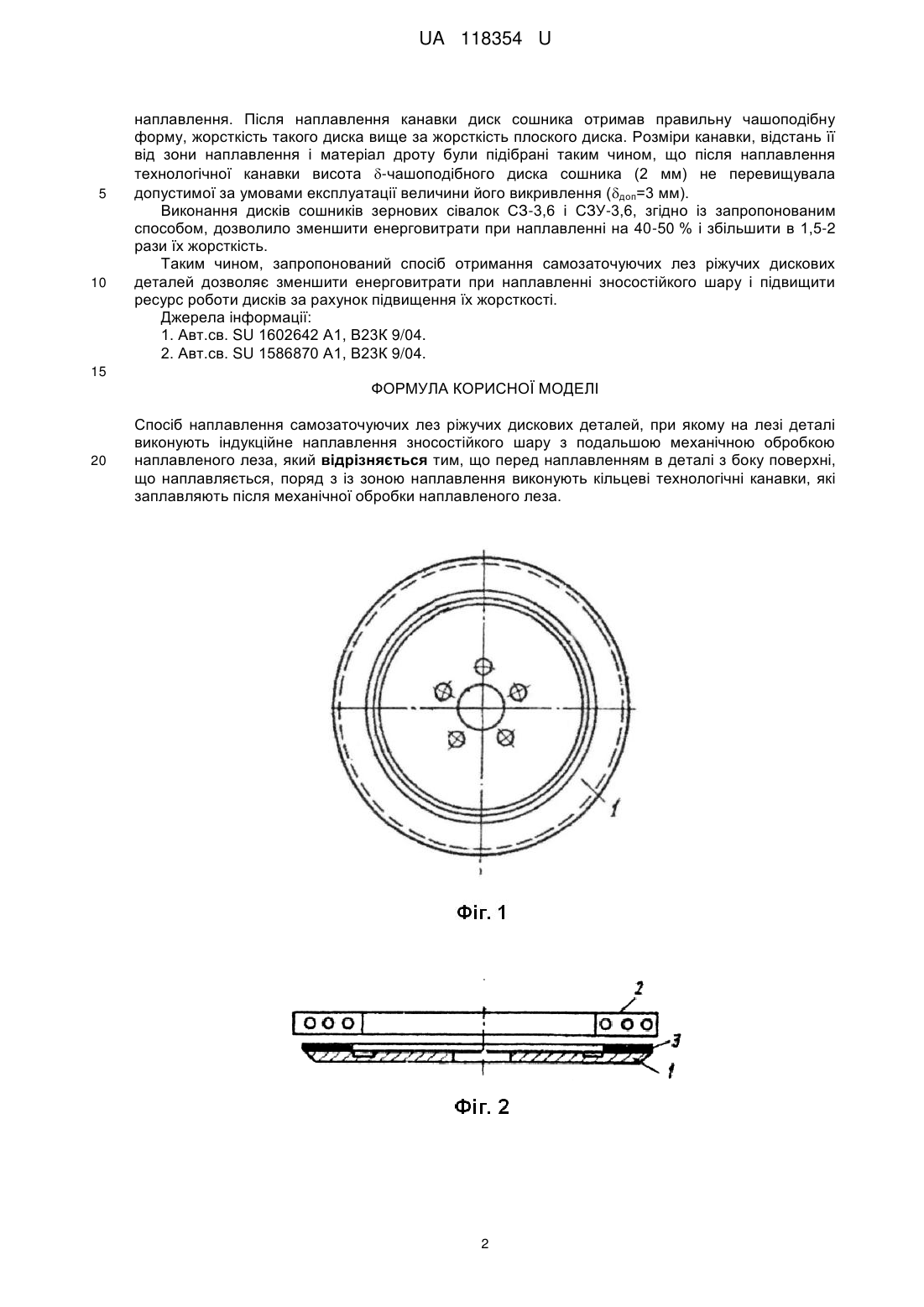
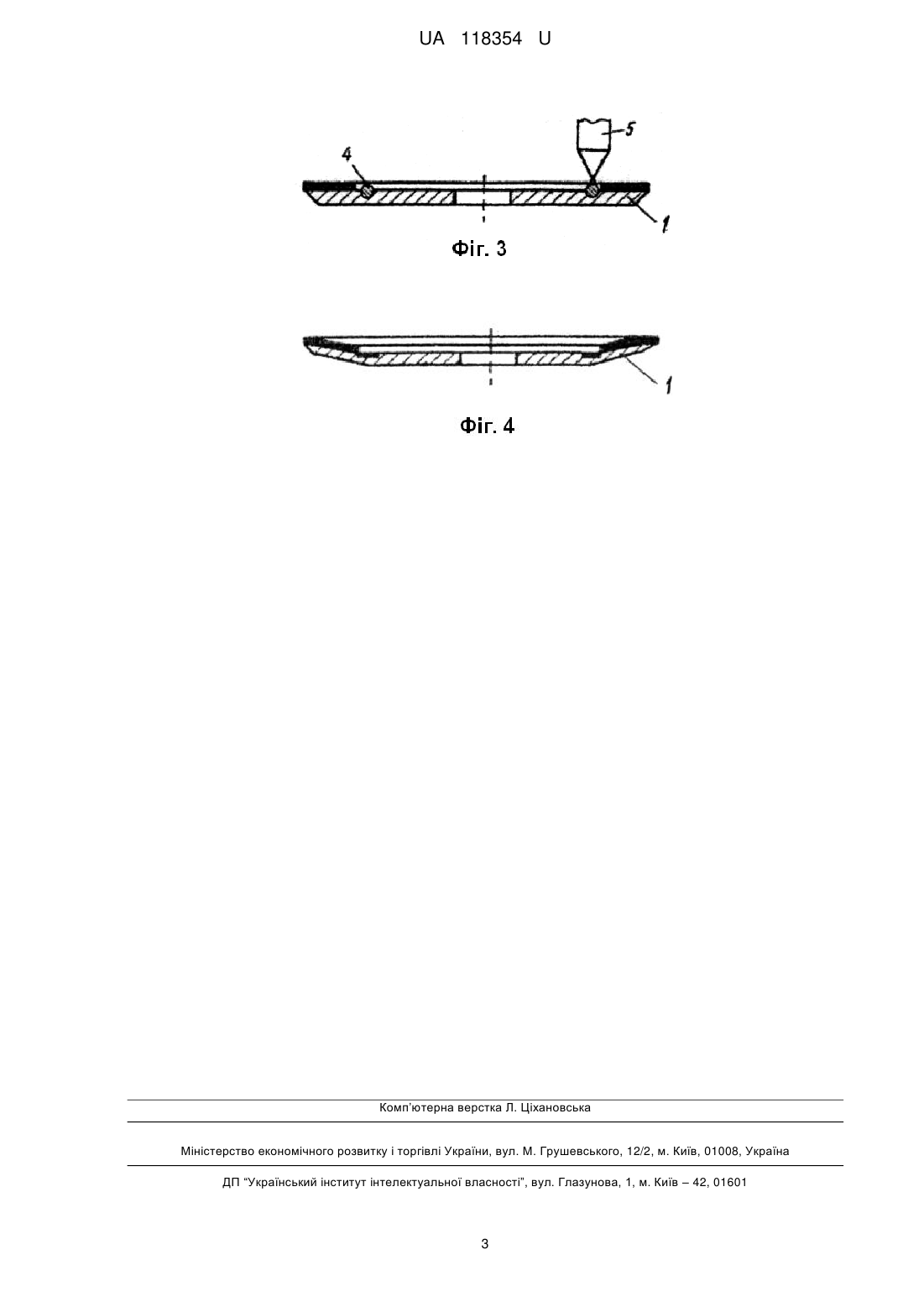
Реферат: Спосіб наплавлення самозаточуючих лез ріжучих дискових деталей, при якому на лезі деталі виконують індукційне наплавлення зносостійкого шару з подальшою механічною обробкою наплавленого леза. Перед наплавленням в деталі з боку поверхні, що наплавляється, поряд з із зоною наплавлення виконують кільцеві технологічні канавки, які заплавляють після механічної обробки наплавленого леза. UA 118354 U (12) UA 118354 U UA 118354 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі сільськогосподарського машинобудування і може бути використана при виготовленні і ремонті дискових робочих органів ґрунтообробних машин для забезпечення якості самозаточування їх лез. Відомий спосіб наплавлення зносостійких сплавів, при якому використовують три електроди, два з яких встановлюють симетрично відносно осі наплавлення, а центр третього встановлюють по осі наплавлення [1]. Недолік відомого способу полягає в тому, що зносостійкий сплав наносять тільки на поверхню деталі, тим самим забезпечуючи зносостійкість поверхні. Проте зміцнення деталі не відбувається. Відомий спосіб відновлення зубчастих коліс, при якому наплавлення ведуть з проплавленням основного металу на глибину 0,12-0,16 мм за усім робочим профілем зуба маловуглецевою сталлю [2]. Недолік відомого способу полягає в тому, що наплавлення ведуть з проплавленням основного металу на малу глибину 0,12-0,16 мм, так як підвищується тільки поверхнева міцність і зносостійкість, а для зміцнення робочих органів ґрунтообробних машин цього не вистачає. В основу корисної моделі поставлена задача у зменшенні енерговитрат при наплавленні і підвищенні ресурсу роботи лез дискових робочих органів ґрунтообробних машин за рахунок підвищення їх жорсткості. Поставлена задача вирішується тим, що на лезі дискової деталі виконують індукційне наплавлення зносостійкого шару з подальшою механічною обробкою наплавленого леза, причому перед наплавленням в деталі з боку поверхні, що наплавляється, поряд з із зоною наплавлення виконують кільцеві технологічні канавки, які заплавляють після механічної обробки наплавленого леза. Суть корисної моделі пояснюється кресленням, де на фіг. 1 представлено дискову деталь перед наплавкою зносостійкого шару на лезі; на фіг. 2 - розріз дискової деталі по діаметру і схему наплавки зносостійкого шару; на фіг. 3 - схему укладання присадного матеріалу в технологічну канавку; на фіг. 4 - розріз дискової деталі після наплавлення технологічної канавки. Спосіб здійснюють наступним чином. У дисковій деталі 1 з ріжучими кромками по периферії на деякій відстані від зони наплавлення (фіг. 1) виконують кільцеву технологічну канавку (фіг. 3), після чого зону наплавлення деталі наплавляють з використанням індукційного нагріву (індуктор 2, фіг. 2) порошковим зносостійким сплавом 3. Порошковий матеріал вибирається таким чином, щоб після наплавлення зносостійкість наплавленого шару була вища за зносостійкість основного металу. В процесі експлуатації наплавлене лезо зношується по товщині з різною швидкістю, внаслідок чого досягається ефект самозаточування. Наявність технологічної канавки забезпечує в процесі наплавлення зносостійкого шару на лезо ефект віддзеркалення тепла від кромки канавки зворотно в зону нагріву. В результаті в процесі наплавлення нагрівається лише зовнішня частина леза (фіг. 1), а поширення тепла шляхом теплопровідності в інші зони дискової деталі зменшується. Таким чином, витрати енергії на нагрів зони наплавлення до заданої температури зменшуються. Після наплавлення зносостійкого шару виконують заточування леза. Далі в технологічну канавку укладають присадний матеріал 4 (фіг. 3), наприклад у вигляді дроту, після чого виконують наплавлення канавки дуговим методом з використанням зварювального пальника 5. В результаті дискова деталь набуває правильну чашоподібну форму (фіг. 4). Отриманий диск має вищу жорсткість, ніж плоский диск. Відстань канавки від зони наплавлення, розміри канавки, а також матеріал присадного матеріалу, що укладається в канавку, підбираються експериментально так, щоб величина деформації (викривлення) чашоподібного диска не перевищувала його викривлення (неплощинності) за умовами експлуатації, тобто, де
ДивитисяДодаткова інформація
Автори англійськоюBonchyk Vitalii Semenovych
Автори російськоюБончик Виталий Семенович
МПК / Мітки
МПК: B23K 9/04
Мітки: ріжучих, наплавлення, лез, спосіб, деталей, дискових, самозаточуючих
Код посилання
<a href="https://ua.patents.su/5-118354-sposib-naplavlennya-samozatochuyuchikh-lez-rizhuchikh-diskovikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення самозаточуючих лез ріжучих дискових деталей</a>
Спосіб наплавлення поверхонь циліндричних деталей
Номер патенту: 93899
Опубліковано: 27.10.2014
Автори: Борисенко Олексій Юрійович, Гринь Олександр Григорович, Бойко Ігор Олександрович
МПК: B23K 35/02
Мітки: наплавлення, спосіб, циліндричних, деталей, поверхонь
Формула / Реферат:
Спосіб наплавлення поверхонь циліндричних деталей, який полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що після наплавлення першого шару проводять алітування поверхні з наступним дуговим наплавленням на неї не менше одного шару відповідного складу металу,...
Спосіб наплавлення поверхонь циліндричних деталей
Номер патенту: 108955
Опубліковано: 10.08.2016
Автори: Дудинський Олексій Дмитрович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: деталей, циліндричних, наплавлення, поверхонь, спосіб
Формула / Реферат:
Спосіб наплавлення зовнішніх поверхонь циліндричних деталей, який полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що після наплавлення шару металу висотою 0,75…0,8 мм від необхідної проводять хромоалітування, з наступним дуговим наплавленням шару металу...
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей
Номер патенту: 76217
Опубліковано: 25.12.2012
Автори: Трембач Ілля Олександрович, Гринь Олександр Григорович, Бойко Ігор Олександрович, Трембач Богдан Олександрович
МПК: B23K 35/02
Мітки: спосіб, поверхонь, циліндричних, деталей, наплавлення, внутрішніх
Формула / Реферат:
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що при наплавленні виконують обробку двома циліндричними роликами, один з яких має гладку, а інший - шевронну поверхню.
Спосіб наплавлення сталевих деталей
Номер патенту: 64371
Опубліковано: 10.11.2011
Автори: Сенчишин Віктор Степанович, Пулька Чеслав Вікторович
МПК: B23K 13/00
Мітки: наплавлення, спосіб, сталевих, деталей
Формула / Реферат:
Спосіб наплавлення сталевих деталей, при якому на деталь насипають порошкоподібний твердий сплав, нагрівають її до температури вище температури плавлення порошкоподібного твердого сплаву для отримання біметалу, піддають вертикальній або горизонтальній вібрації частотою 50 Гц і амплітудою 0,8-1,2 мм при початковому розплавленні порошкоподібного твердого сплаву до моменту повного його розплавлення, який відрізняється тим, що вібрацію здійснюють...
Спосіб електроконтактного наплавлення
Номер патенту: 88576
Опубліковано: 25.03.2014
Автори: Сатонін Олександр Володимирович, Малигіна Світлана Валеріївна, Бережна Олена Валеріївна
МПК: B23K 35/00
Мітки: наплавлення, спосіб, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наплавлення, який полягає в нанесенні мікрорельєфу на поверхню деталі, який відрізняється тим, що на поверхню деталі наносять рельєф у вигляді спіральної канавки півкруглої форми шириною, яка дорівнює діаметру електродного дроту, глибиною, що дорівнює радіусу електродного дроту, та кроком де
Попередній патент: Система виявлення, протидії та знищення малорозмірних безпілотних літальних апаратів
Наступний патент: Спосіб упаковки харчових або нехарчових продуктів “уні-фуд”
Випадковий патент: Здатна до емалювання з обох сторін гарячекатана смуга або лист із сталі, зокрема зі сталі if, та спосіб її виготовлення (варіанти)