Спосіб наплавлення внутрішніх поверхонь циліндричних деталей
Номер патенту: 76217
Опубліковано: 25.12.2012
Автори: Бойко Ігор Олександрович, Трембач Богдан Олександрович, Трембач Ілля Олександрович, Гринь Олександр Григорович

Формула / Реферат
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що при наплавленні виконують обробку двома циліндричними роликами, один з яких має гладку, а інший - шевронну поверхню.
Текст
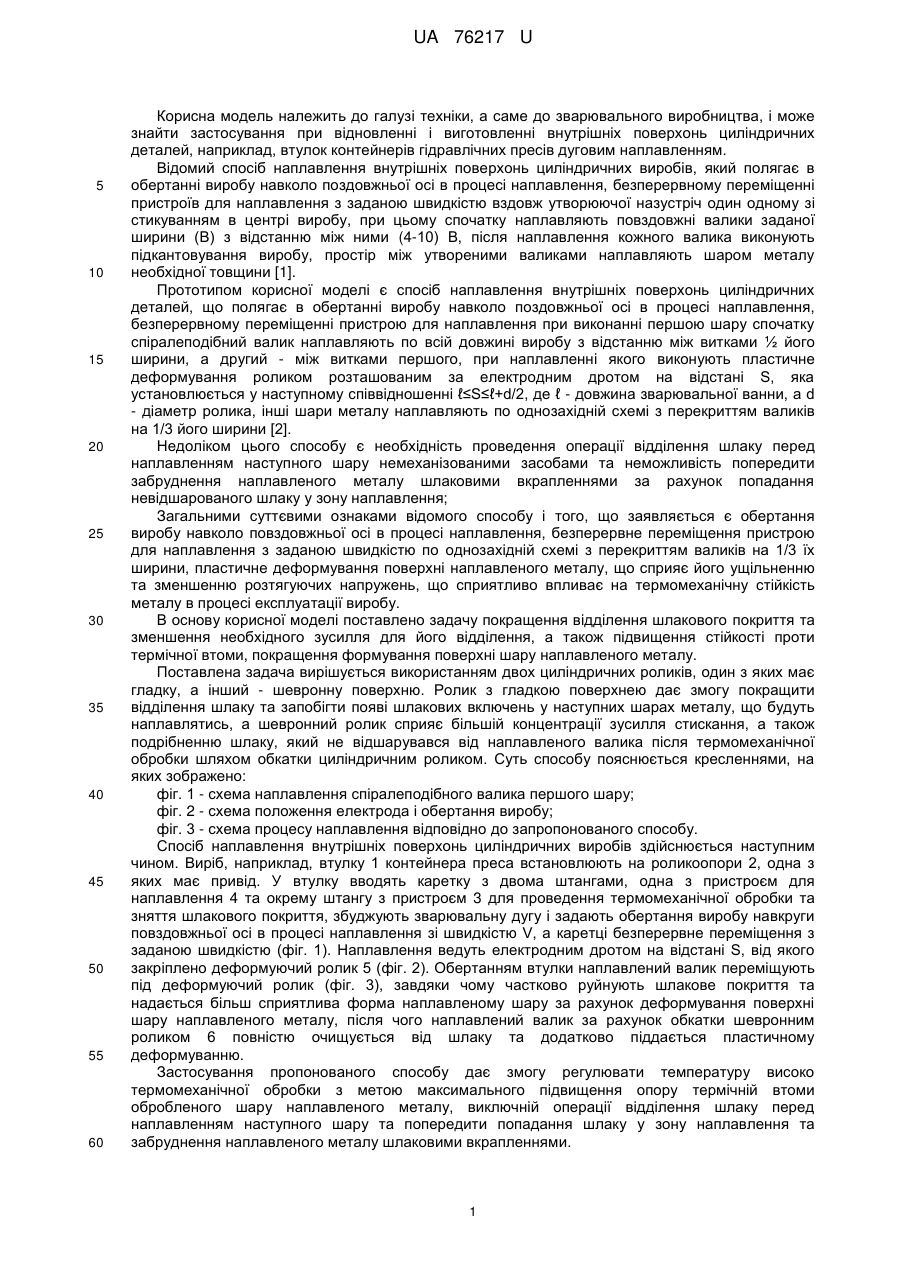
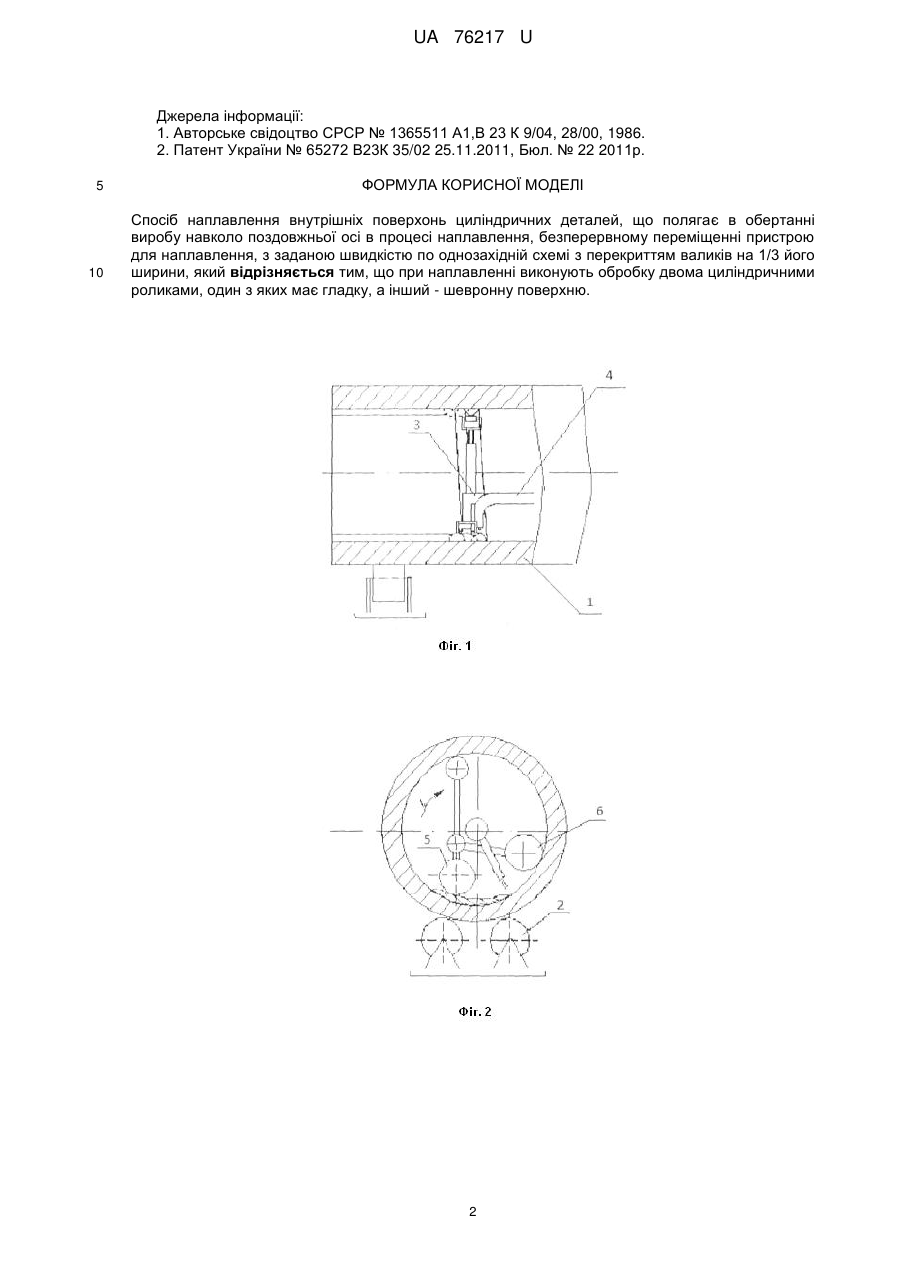
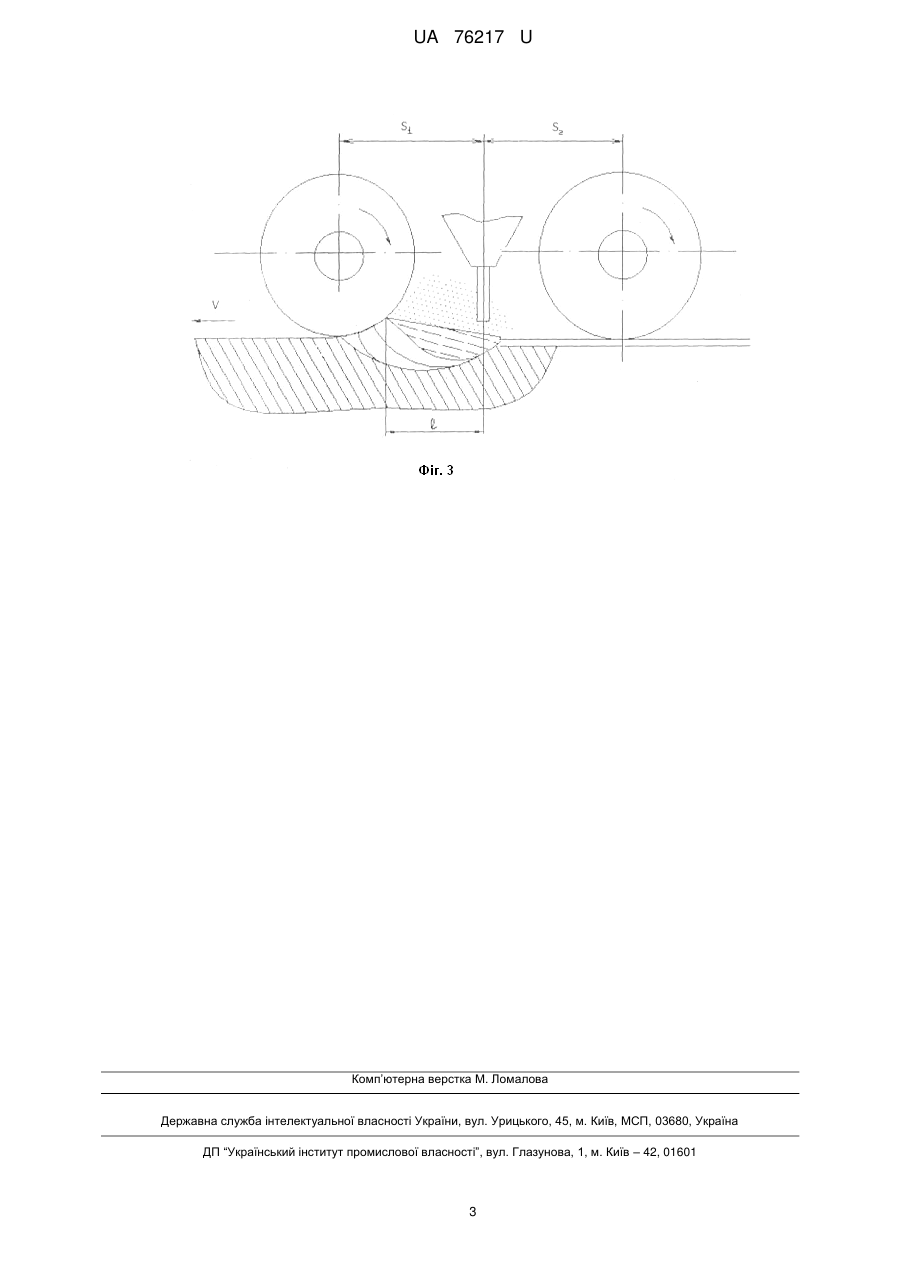
Реферат: Спосіб наплавлення внутрішніх поверхонь циліндричних деталей полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини. При наплавленні виконують обробку двома циліндричними роликами, один з яких має гладку, а інший - шевронну поверхню. UA 76217 U (54) СПОСІБ НАПЛАВЛЕННЯ ВНУТРІШНІХ ПОВЕРХОНЬ ЦИЛІНДРИЧНИХ ДЕТАЛЕЙ UA 76217 U UA 76217 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до зварювального виробництва, і може знайти застосування при відновленні і виготовленні внутрішніх поверхонь циліндричних деталей, наприклад, втулок контейнерів гідравлічних пресів дуговим наплавленням. Відомий спосіб наплавлення внутрішніх поверхонь циліндричних виробів, який полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристроїв для наплавлення з заданою швидкістю вздовж утворюючої назустріч один одному зі стикуванням в центрі виробу, при цьому спочатку наплавляють повздовжні валики заданої ширини (В) з відстанню між ними (4-10) В, після наплавлення кожного валика виконують підкантовування виробу, простір між утвореними валиками наплавляють шаром металу необхідної товщини [1]. Прототипом корисної моделі є спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення при виконанні першою шару спочатку спіралеподібний валик наплавляють по всій довжині виробу з відстанню між витками ½ його ширини, а другий - між витками першого, при наплавленні якого виконують пластичне деформування роликом розташованим за електродним дротом на відстані S, яка установлюється у наступному співвідношенні ℓ≤S≤ℓ+d/2, де ℓ - довжина зварювальної ванни, a d - діаметр ролика, інші шари металу наплавляють по однозахідній схемі з перекриттям валиків на 1/3 його ширини [2]. Недоліком цього способу є необхідність проведення операції відділення шлаку перед наплавленням наступного шару немеханізованими засобами та неможливість попередити забруднення наплавленого металу шлаковими вкрапленнями за рахунок попадання невідшарованого шлаку у зону наплавлення; Загальними суттєвими ознаками відомого способу і того, що заявляється є обертання виробу навколо повздовжньої осі в процесі наплавлення, безперервне переміщення пристрою для наплавлення з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 їх ширини, пластичне деформування поверхні наплавленого металу, що сприяє його ущільненню та зменшенню розтягуючих напружень, що сприятливо впливає на термомеханічну стійкість металу в процесі експлуатації виробу. В основу корисної моделі поставлено задачу покращення відділення шлакового покриття та зменшення необхідного зусилля для його відділення, а також підвищення стійкості проти термічної втоми, покращення формування поверхні шару наплавленого металу. Поставлена задача вирішується використанням двох циліндричних роликів, один з яких має гладку, а інший - шевронну поверхню. Ролик з гладкою поверхнею дає змогу покращити відділення шлаку та запобігти появі шлакових включень у наступних шарах металу, що будуть наплавлятись, а шевронний ролик сприяє більшій концентрації зусилля стискання, а також подрібненню шлаку, який не відшарувався від наплавленого валика після термомеханічної обробки шляхом обкатки циліндричним роликом. Суть способу пояснюється кресленнями, на яких зображено: фіг. 1 - схема наплавлення спіралеподібного валика першого шару; фіг. 2 - схема положення електрода і обертання виробу; фіг. 3 - схема процесу наплавлення відповідно до запропонованого способу. Спосіб наплавлення внутрішніх поверхонь циліндричних виробів здійснюється наступним чином. Виріб, наприклад, втулку 1 контейнера преса встановлюють на роликоопори 2, одна з яких має привід. У втулку вводять каретку з двома штангами, одна з пристроєм для наплавлення 4 та окрему штангу з пристроєм 3 для проведення термомеханічної обробки та зняття шлакового покриття, збуджують зварювальну дугу і задають обертання виробу навкруги повздовжньої осі в процесі наплавлення зі швидкістю V, а каретці безперервне переміщення з заданою швидкістю (фіг. 1). Наплавлення ведуть електродним дротом на відстані S, від якого закріплено деформуючий ролик 5 (фіг. 2). Обертанням втулки наплавлений валик переміщують під деформуючий ролик (фіг. 3), завдяки чому частково руйнують шлакове покриття та надається більш сприятлива форма наплавленому шару за рахунок деформування поверхні шару наплавленого металу, після чого наплавлений валик за рахунок обкатки шевронним роликом 6 повністю очищується від шлаку та додатково піддається пластичному деформуванню. Застосування пропонованого способу дає змогу регулювати температуру високо термомеханічної обробки з метою максимального підвищення опору термічній втоми обробленого шару наплавленого металу, виключній операції відділення шлаку перед наплавленням наступного шару та попередити попадання шлаку у зону наплавлення та забруднення наплавленого металу шлаковими вкрапленнями. 1 UA 76217 U Джерела інформації: 1. Авторське свідоцтво СРСР № 1365511 А1,В 23 К 9/04, 28/00, 1986. 2. Патент України № 65272 В23К 35/02 25.11.2011, Бюл. № 22 2011р. 5 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, з заданою швидкістю по однозахідній схемі з перекриттям валиків на 1/3 його ширини, який відрізняється тим, що при наплавленні виконують обробку двома циліндричними роликами, один з яких має гладку, а інший - шевронну поверхню. 2 UA 76217 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing internal surfaces of cylindrical parts
Автори англійськоюHryn Oleksandr Hryhorovych, Boiko Ihor Oleksandrovych, Trembach Bohdan Oleksandrovych, Trembach Illia Oleksandrovych
Назва патенту російськоюСпособ наплавки внутренних поверхностей цилиндрических деталей
Автори російськоюГринь Александр Григорьевич, Бойко Игорь Александрович, Трембач Богдан Александрович, Трембач Илья Александрович
МПК / Мітки
МПК: B23K 35/02
Мітки: наплавлення, циліндричних, спосіб, поверхонь, внутрішніх, деталей
Код посилання
<a href="https://ua.patents.su/5-76217-sposib-naplavlennya-vnutrishnikh-poverkhon-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення внутрішніх поверхонь циліндричних деталей</a>
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей

Номер патенту: 65272
Опубліковано: 25.11.2011
Автори: Гаврилов Олександр Володимирович, Оленич Олександр Анатолійович, Гринь Олександр Григорович, Бойко Ігор Олександрович, Волков Сергій Михайлович, Пресняков Віктор Анатолійович
МПК: B23K 35/02
Мітки: наплавлення, спосіб, внутрішніх, поверхонь, деталей, циліндричних
Формула / Реферат:
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, який відрізняється тим, що при наплавленні першого шару спочатку спіралеподібний валик наплавляють по всій довжині виробу з відстанню між витками 1/2 його ширини, а другий - між витками першого, при наплавленні якого виконують пластичне деформування...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B23P 6/02
Мітки: спосіб, внутрішніх, деталей, поверхонь, циліндричних, відновлення
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин
Номер патенту: 46049
Опубліковано: 10.12.2009
Автори: Іщенко Анатолій Олексійович, Голінка Сергій Миколайович, Ворона Антон Сергійович
МПК: B23P 6/02
Мітки: відновлення, машин, внутрішніх, спосіб, деталей, поверхонь, циліндричних
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей машин, що включає підготовку та нанесення полімерного матеріалу з використанням шаблону, який відрізняється тим, що полімерний матеріал наносять на шаблон у вигляді зрізаного конуса з малою основою на кінці шаблону, а на внутрішню поверхню деталі наносять полімерний матеріал з утворенням зворотного конуса.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: поверхонь, відновлення, циліндричних, спосіб, внутрішніх, деталей
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Молодик Микола Володимирович, Гринько Павло Васильович, Хітров Ігор Олександрович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: циліндричних, деталей, поверхонь, внутрішніх, спосіб, відновлення, спрацьованих
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Попередній патент: Механізм для підготовки лунок
Наступний патент: Пристрій для масажу спини
Випадковий патент: Вольтметр середньоквадратичної напруги