Інструмент для виготовлення зовнішньої конічної різьби методом пластичної деформації
Номер патенту: 121253
Опубліковано: 27.11.2017
Автори: Ткаченко Микола Васильович, Ткаченко Тетяна Вікторівна
Формула / Реферат
Інструмент для виготовлення зовнішньої конічної різьби методом пластичної деформації в незакріпленій заготовці, що містить фланець, який закріплено на столі ковальсько-пресового верстата, на торці якого розташовано стиснуту в радіальному напрямку незакріплену пружину з зовнішньою конічною поверхнею з конусністю внутрішнього конуса пуансона, при зворотному ході пуансона стиснута пружина утримується упором, який відрізняється тим, що стиснута в радіальному напрямку незакріплена пружина має внутрішню гвинтову конічну поверхню з профілем конічної різьби.
Текст
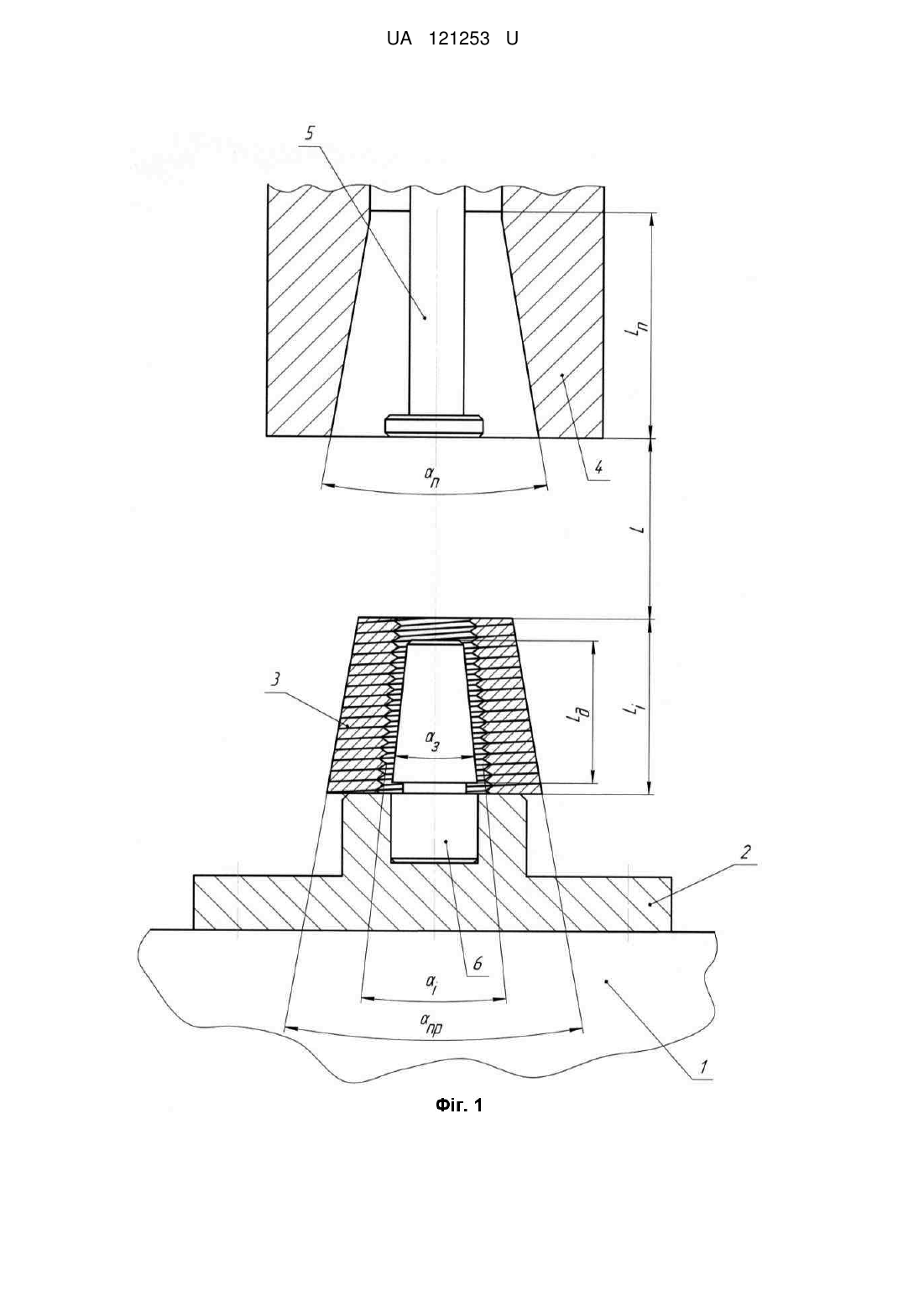
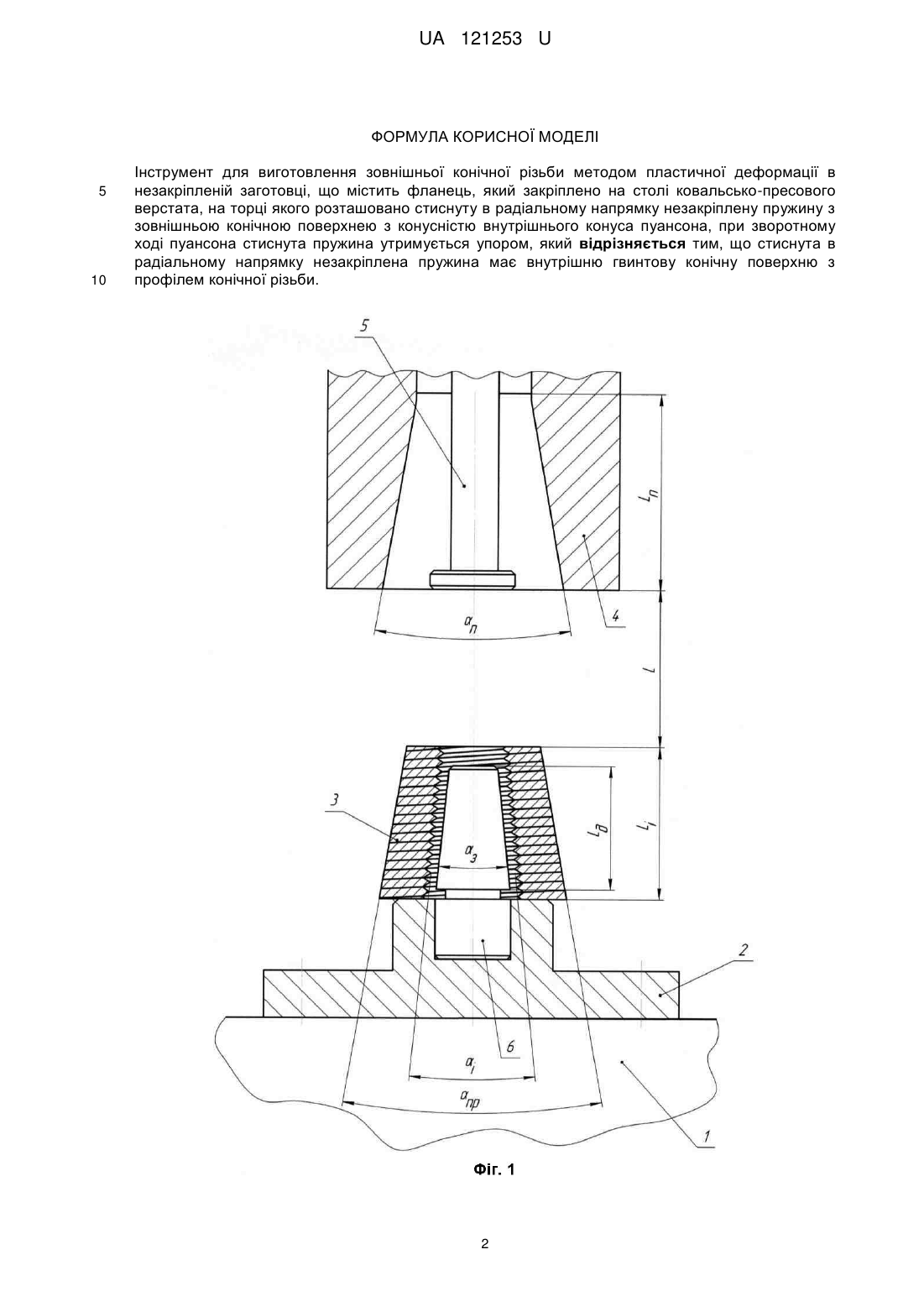
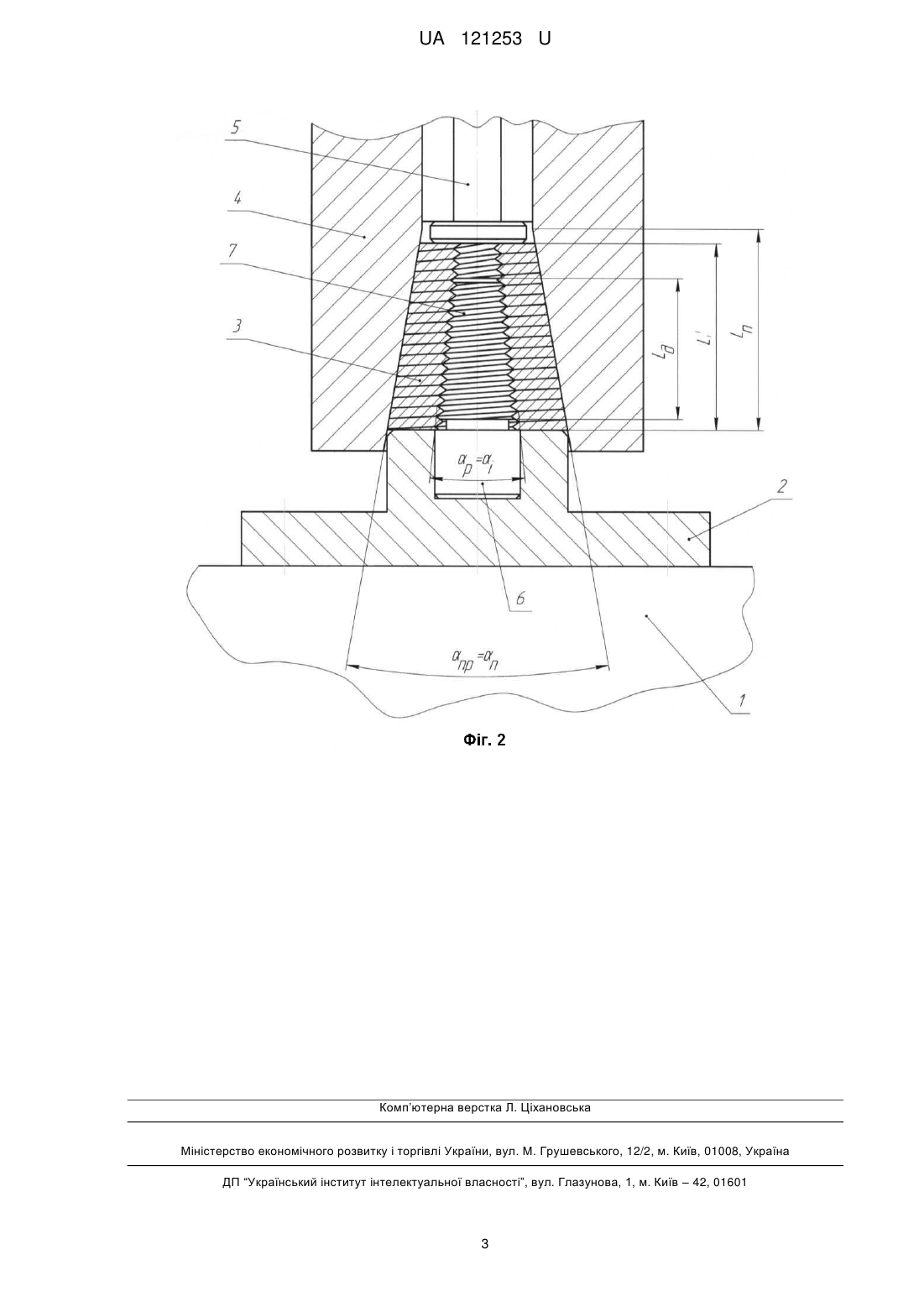
Реферат: Інструмент для виготовлення зовнішньої конічної різьби методом пластичної деформації в незакріпленій заготовці містить фланець, який закріплено на столі ковальсько-пресового верстата, на торці якого розташовано стиснуту в радіальному напрямку незакріплену пружину з зовнішньою конічною поверхнею з конусністю внутрішнього конуса пуансона, при зворотному ході пуансона стиснута пружина утримується упором. Стиснута в радіальному напрямку незакріплена пружина має внутрішню гвинтову конічну поверхню з профілем конічної різьби. UA 121253 U (54) ІНСТРУМЕНТ ДЛЯ ВИГОТОВЛЕННЯ ЗОВНІШНЬОЇ КОНІЧНОЇ РІЗЬБИ МЕТОДОМ ПЛАСТИЧНОЇ ДЕФОРМАЦІЇ UA 121253 U UA 121253 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів обробки металу тиском і може бути застосована при пластичному формоутворенні зовнішньої конічної різьби. Найближчим аналогом до запропонованої корисної моделі вибраний інструмент для видавлювання зовнішньої циліндричної різьби стиснутою в радіальному напрямку пружиною [1] з зовнішньою конічною поверхнею та внутрішньою циліндричною поверхнею з гвинтовим профілем різьби. Стискається пружина конічним пуансоном, який протягом циклу виконує зворотно-поступальний рух. Недоліком відомого інструменту є те, що ним не можна видавлювати зовнішню конічну різьбу. В основу корисної моделі поставлена задача розробки інструменту, що буде видавлювати зовнішню конічну різьбу. Поставлена задача вирішується тим, що стиснута в радіальному напрямку пружина має зовнішню конічну поверхню та внутрішню конічну поверхню з гвинтовим профілем різьби. На Фіг. 1 показано початкове положення стиснутої в радіальному напрямку пружини, пуансона з внутрішньою конічною поверхнею та упора відносно заготовки. На Фіг. 2 показано стиснуту в радіальному напрямку пружину, пуансон з внутрішньою конічною поверхнею та упор в момент видавлювання зовнішньої конічної різьби в деталі. Інструмент для виготовлення зовнішньої конічної різьби використовується на ковальськопресовому обладнані до столу 1 якого кріпиться фланець 2. На торці фланця встановлена стиснута в радіальному напрямку пружина 3. Пуансон 4 з конічною внутрішньою поверхнею та упор 5 знаходяться в початковому положенні відносно пружини та заготовки 6 (Фіг. 1) та у момент видавлювання зовнішньої конічної різьби стиснутою в радіальному напрямку пружиною в деталі 7 (Фіг. 2). Видавлювання зовнішньої конічної різьби в незакріпленій заготовці 6 здійснюється наступним чином. На фланець 2, який кріпиться до столу 1 ковальсько-пресового верстата, встановлюють заготовку 6, одночасно розташовуючи її орієнтовно по центральному отвору фланця 2. Потім на зовнішню поверхню заготовки 6 надівають стиснуту в радіальному напрямку пружину 3, таким чином, щоб її нижня частина розташувалась на торці фланця 2 (Фіг. 1). Далі пуансон 4 здійснює швидкий підвід, розташовуючись без зазору своєю внутрішньою конічною поверхнею на зовнішній конічній поверхні стиснутої в радіальному напрямку пружини 3. При подальшому робочому ході пуансона 4 пружина 3 стискається в радіальному напрямку під дією відповідного зусилля до внутрішнього розміру, який відповідає розміру зовнішньої конічної різьби, яка видавлюється в деталі 7. Перед зворотнім ходом пуансона 4 стиснута в радіальному напрямку пружина 3 фіксується упором 5 (Фіг. 2), який утримує її до повернення пуансона 4 в початкове положення, після чого упор 5 робить зворотній хід. Пружина 3 розвантажується і розтискається до свого початкового розміру, після чого її знімають з деталі 7. Готова деталь 7 знімається з фланця 2, встановлюється нова заготовка 6 і цикл повторюється. При видавлюванні зовнішньої конічної різьби запропонованим інструментом необхідно дотримуватись чотирьох умов: перша αn=αnр, тобто кут внутрішнього конуса пуансона повинен дорівнювати куту зовнішнього конуса стиснутої в радіальному напрямку пружини; друга Ln>L'i>Li>L∂, тобто довжина внутрішньої конічної поверхні пуансона повинна бути більшою довжини стиснутої в радіальному напрямку пружини, довжина стиснутої пружини більше довжини пружини в початковому стані, а остання, в свою чергу, повинна бути більшою довжини конічної різьби, що видавлюється на деталі; третя L>Li, тобто відстань в початковому положенні (Фіг. 1) від верхнього торця пружини до торця пуансона повинна бути більшою від довжини пружини в початковому стані; четверта αз=αi, тобто конусність заготовки повинна дорівнювати внутрішній конусності стиснутої пружини, а об'єм внутрішньої конусності стиснутої пружини з гвинтовим профілем конічної різьби повинен бути більшим за об'єм конічного профілю заготовки, щоб забезпечити гарантійний зазор (Фіг. 1) між конусом заготовки і внутрішньою конусністю стиснутої пружини в початковому положенні. Суттєва різниця запропонованого інструменту для виготовлення зовнішньої конічної різьби методом пластичної деформації полягає в тому, що замість внутрішньої циліндричної гвинтової поверхні в стиснутій в радіальному напрямку пружині запропоновано внутрішню конічну гвинтову поверхню, що і дозволить видавлювати зовнішню конічну різьбу на ковальськопресовому обладнанні. Джерела інформації: 1. Патент на корисну модель № 99013, Україна, 2015 р. 1 UA 121253 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Інструмент для виготовлення зовнішньої конічної різьби методом пластичної деформації в незакріпленій заготовці, що містить фланець, який закріплено на столі ковальсько-пресового верстата, на торці якого розташовано стиснуту в радіальному напрямку незакріплену пружину з зовнішньою конічною поверхнею з конусністю внутрішнього конуса пуансона, при зворотному ході пуансона стиснута пружина утримується упором, який відрізняється тим, що стиснута в радіальному напрямку незакріплена пружина має внутрішню гвинтову конічну поверхню з профілем конічної різьби. 2 UA 121253 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21H 3/02
Мітки: пластичної, інструмент, зовнішньої, деформації, методом, виготовлення, конічної, різьби
Код посилання
<a href="https://ua.patents.su/5-121253-instrument-dlya-vigotovlennya-zovnishno-konichno-rizbi-metodom-plastichno-deformaci.html" target="_blank" rel="follow" title="База патентів України">Інструмент для виготовлення зовнішньої конічної різьби методом пластичної деформації</a>
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації
Номер патенту: 99013
Опубліковано: 12.05.2015
Автори: Ткаченко Микола Васильович, Півень Олег Олегович, Ткаченко Тетяна Вікторівна
МПК: B21H 3/02
Мітки: виготовлення, різьби, циліндричної, пластичної, методом, деформації, зовнішньої, інструмент
Формула / Реферат:
Інструмент для виготовлення зовнішньої циліндричної різьби методом пластичної деформації в незакріпленій заготовці, який має фланець, закріплений до столу ковальсько-пресового верстата, який відрізняється тим, що інструмент має стискну в радіальному напрямку незакріплену пружину, яка має внутрішню циліндричну поверхню з профілем циліндричної різьби і зовнішню конічну поверхню з конусністю внутрішнього конуса пуансона, а утримується стискна...
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації

Номер патенту: 58310
Опубліковано: 11.04.2011
Автори: Ткаченко Микола Васильович, Рибчинська Анна В'ячеславівна
МПК: B21H 3/00
Мітки: методом, конічної, внутрішньої, пластичної, різьби, інструмент, виготовлення, деформації
Формула / Реферат:
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації, який в незакріпленій заготовці має фланець, закріплений до столу ковальсько-пресового верстата, у виточці якого розташована розтискна пружина, у внутрішній конічній поверхні якої розміщується в кінці робочого ходу конічний пуансон, при зворотному ході пуансона пружину фіксує вилка, який відрізняється тим, що розтискна в радіальному напрямку незакріплена...
Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 70178
Опубліковано: 15.09.2004
Автори: Надіїн В'ячеслав Семенович, Ткаченко Микола Васильович, Ткаченко Роман Миколайович, Алейніченко Георгій Федорович
МПК: B21H 3/00
Мітки: різі, інструмент, внутрішньої, методом, виготовлення, пластичної, деформації
Формула / Реферат:
Інструмент для виготовлення внутрішньої різі методом пластичної деформації з радіальним поетапним видавлюванням профілю внутрішньої різі в нерухомій заготовці зовнішньою нарізною поверхнею тонкостінної пружної, нерухомої втулки при введенні в її внутрішню циліндричну поверхню пуансона з профілем закрученого овального циліндра та обертанні його для отримання повного профілю різі по всій внутрішній поверхні, який відрізняється тим, що...
Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 48347
Опубліковано: 16.08.2004
Автори: Бабич Валентин Миколайович, Надеін Владислав Семенович
Мітки: виготовлення, інструмент, внутрішньої, пластичної, різі, деформації, методом
Формула / Реферат:
Інструмент для виготовлення внутрішньої різі методом пластичної деформації, який складається з корпусу, пуансона та різеутворюючої тонкостінної циліндричної втулки, і оснащений механізмом його налагодження на діаметр різі, що виготовляється, при цьому втулка виготовлена з пружного матеріалу і має різь на зовнішній поверхні, а механізм налагодження виконаний у вигляді гідроциліндра з рухомим двостороннім штоком, передній кінець якого служить...
Спосіб виготовлення напівфабрикатів з суміші порошків на основі титану методом інтенсивної пластичної деформації
Номер патенту: 107549
Опубліковано: 10.06.2016
Автори: Павленко Дмитро Вікторович, Овчинников Олександр Володимирович
МПК: C22F 1/16, B22F 3/00, C22C 1/04
Мітки: інтенсивної, пластичної, спосіб, порошків, методом, напівфабрикатів, виготовлення, суміші, титану, основі, деформації
Формула / Реферат:
Спосіб виготовлення напівфабрикатів з суміші порошків на основі титану, який містить виготовлення суміші компонентів на основі порошку титану, компактування суміші та її подальше спікання, який відрізняється тим, що після спікання проводять інтенсивну пластичну деформацію спеченої суміші гвинтовою екструзією з накопиченням великого ступеня деформації при високому рівні гідростатичного тиску, а саме її пропусканням через матрицю з гвинтовим...
Попередній патент: Спосіб діагностики розвитку атеросклерозу
Наступний патент: Спосіб профілактики цукрового діабету при комплексному використанні цитратів хрому та цинку
Випадковий патент: Заміщені 4-арил-1,4-дигідро-1,6-нафтиридинаміди і їх застосування