Інструмент для виготовлення внутрішньої різі методом пластичної деформації
Номер патенту: 48347
Опубліковано: 16.08.2004
Автори: Бабич Валентин Миколайович, Надеін Владислав Семенович
Формула / Реферат
Інструмент для виготовлення внутрішньої різі методом пластичної деформації, який складається з корпусу, пуансона та різеутворюючої тонкостінної циліндричної втулки, і оснащений механізмом його налагодження на діаметр різі, що виготовляється, при цьому втулка виготовлена з пружного матеріалу і має різь на зовнішній поверхні, а механізм налагодження виконаний у вигляді гідроциліндра з рухомим двостороннім штоком, передній кінець якого служить пуансоном, та пристрою автоматичного управління, що виконаний у вигляді упора, закріпленого на зворотній частині штока упора, і взаємодіючого з кінцевими вимикачами, встановленими всередині корпусу інструмента, який відрізняється тим, що він додатково оснащений обертовими роликами, для деформування різеутворюючої втулки, що встановлені з можливістю радіального переміщення, які взаємодіють з пуансоном через вкладиші, а з вказаною втулкою безпосередньо через внутрішню поверхню по всій довжині її твірної, при цьому різеутворююча втулка виконана знімною і з можливістю осьового переміщення, та з'єднана з нижнім торцем корпусу гідроциліндра за допомогою хвильової зубчастої муфти, один із зубчастих вінців якої нарізаний на втулці, інший - у розточці корпусу, а до протилежного торця корпусу прикріплений стакан, в якому встановлений обертовий хвостовик, з'єднаний шліцами зі штоком, змонтованим у поршні з можливістю здійснення штоком обертального руху в корпусі, при цьому той кінець штока, що служить пуансоном, спряжений із сепаратором, розташованим всередині різеутворюючої втулки і встановленим у корпусі з можливістю сумісного обертання зі штоком, у поздовжніх наскрізних пазах сепаратора розміщено по вкладишу з обертовим роликом, кожний з вкладишів взаємодіє з пуансоном за допомогою нахиленого до його осі паза.
Текст
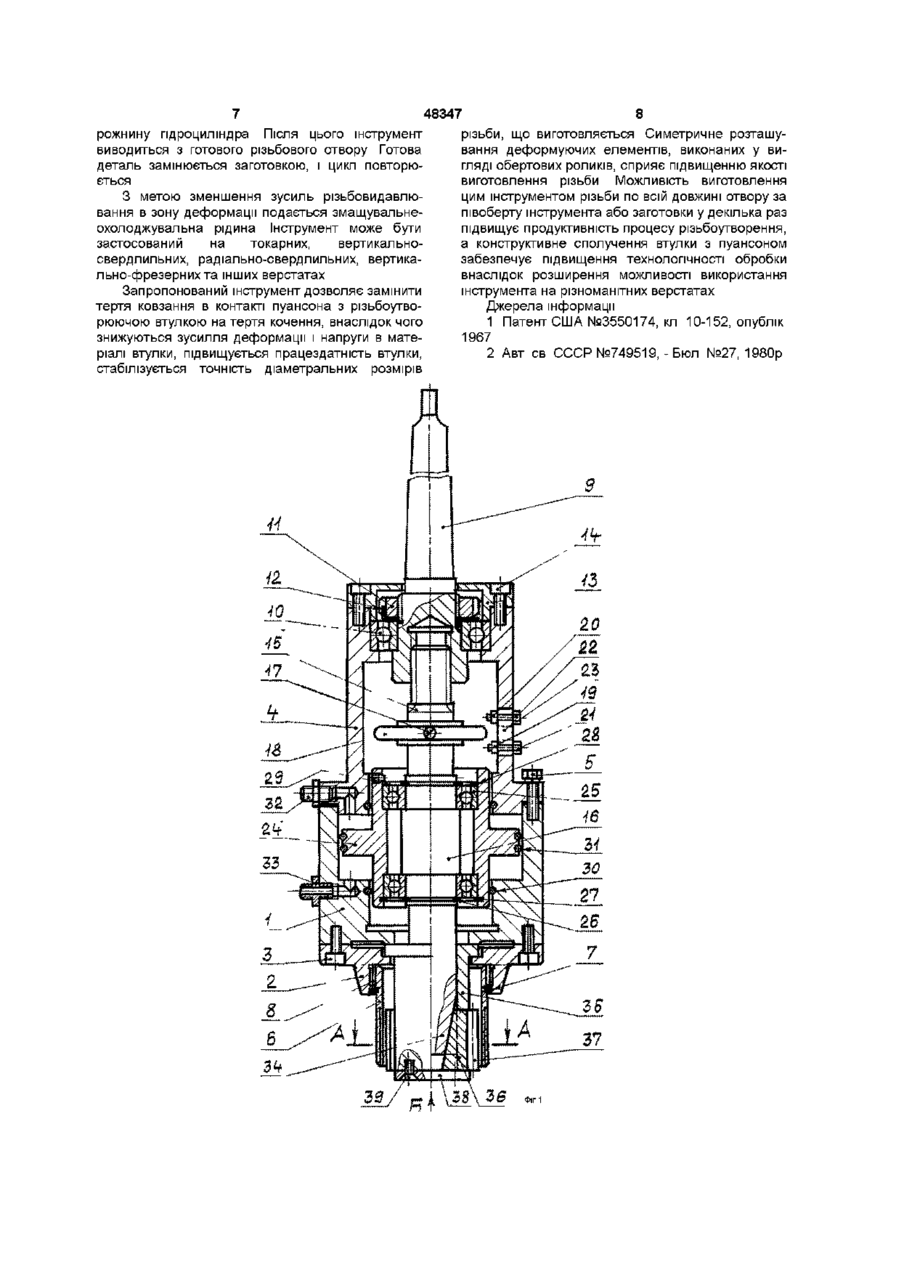
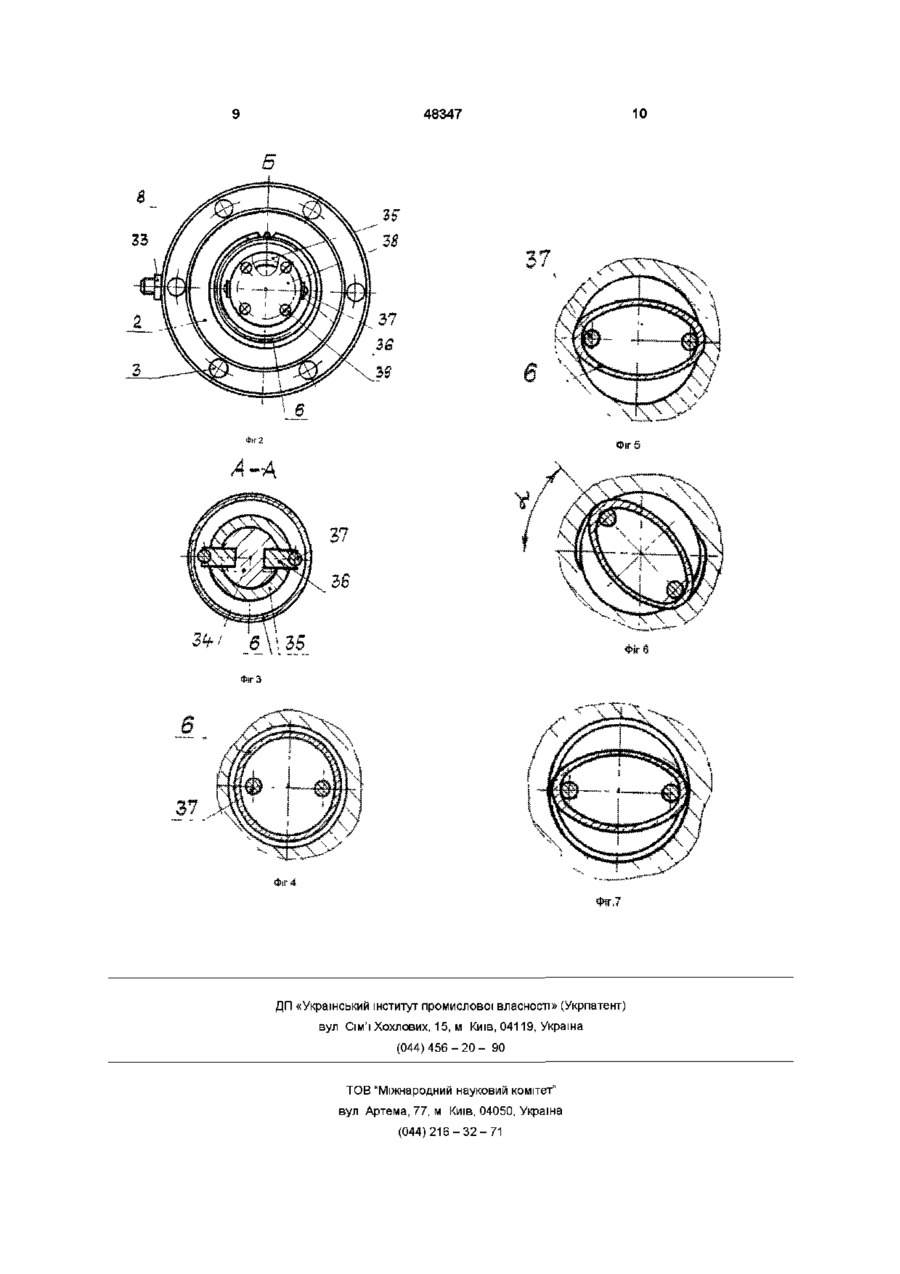
Інструмент для виготовлення внутрішньої різі методом пластичної деформації, який складається з пуансона та різеутворюючої тонкостінної циліндричної втулки, що виготовлена з пружного матеріалу і має різь на ЗОВНІШНІЙ поверхні, оснащений механізмом його регулювання на діаметр різі, що виготовляється, виконаним у вигляді гідроциліндра з рухомим двостороннім штоком, передній кінець якого служить пуансоном, та пристроєм автоматичного управління, виконаним у вигляді закріпленого на зворотній частині штока упора, взаємодіючого з кінцевими вимикачами, встановленими всередині корпусу інструмента, який відрізняється тим, що деформуючі різеутворюючу втулку елементи виконані у вигляді обертових роликів, які взаємодіють з пуансоном через вкладиші та з внутрішньою поверхнею вказаної втулки безпосередньо по всій довжині її твірної, при цьому різеутворююча втулка виконана швидкознімною і з можливістю осьового переміщення з'єднана з нижнім торцем корпусу гідроциліндра за допомогою хвильової зубчастої муфти, один із зубчастих ВІНЦІВ якої нарізаний на втулці, інший - у розточці корпусу, а до протилежного торця корпусу прикріплений стакан, в якому встановлений обертовий хвостовик, з'єднаний шліцами зі штоком, змонтованим у поршні з можливістю здійснення штоком обертального руху в нерухомому корпусі гідроциліндра, причому кінець штока, що служить пуансоном, спряжений з розташованим всередині різеутворюючої втулки і встановленим у корпусі з можливістю сумісного зі штоком обертання сепаратором, у поздовжніх наскрізних пазах якого з можливістю радіального переміщення розміщено по вкладишу з роликом, кожний з яких взаємодіє з пуансоном за допомогою нахиленого до його осі паза Винахід відноситься до обробки металів тиском і може бути використаний при виготовленні внутрішніх різьб у деталях із пластичних матеріалів Відомий інструмент для виготовлення внутрішньої різьби методом пластичної деформації, виконаний у вигляді втулки та пуансона Втулка має різьбу на ЗОВНІШНІЙ поверхні, поздовжній проріз і конічну внутрішню поверхню, а пуансон - КОНІЧНІ заборну і робочу частини та хвостовик [1] Недоліком цього інструмента є значне зусилля, необхідне для різьбовидавлювання, тому що контакт втулки з оброблюваною поверхнею здійснюється по всьому периметру оброблюваного отвору Крім того, цей інструмент може бути використаний тільки у пристрої, дозволяючому здійснювати його взаємне кутове і поздовжнє переміщення з одночасною при цьому дією на торець втулки певної сили, тобто у спеціальному пристрої зі складною кінематикою Найближчим за технічною суттю та результатом, що досягається, до запропонованого технічного рішення є інструмент, прийнятий за прототип, для виготовлення внутрішньої різьби методом пластичної деформації, виконаний у вигляді втулки з різьбою на ЗОВНІШНІЙ поверхні та пуансона, що має форму скрученого овального циліндра з забірною частиною змінного діаметра, причому втулка виготовлена з пружного матеріалу і має циліндричну внутрішню поверхню [2] Першим недоліком цього інструмента є складна для виготовлення форма пуансона, а також низька продуктивність видавлювання ним різьби Для утворення різьби на всій довжині отвору пуансон своїми заборною та робочою частинами повинен переміститися, вздовж осі отвору на всю його довжину, а це потребує певного часу Другим недоліком інструмента-прототипу є те, що робоча частина пуансона виготовлена гвинтовою, тому радіальна деформація втулки прово СО 00 48347 диться по гвинтовій твірній робочої поверхні пуансона, а вздовж осі втулки деформація її відтворює осьовий переріз гвинтової поверхні пуансона Деформації в цих двох напрямках призводять до великих напруг у матеріалі втулки, в зв'язку з чим працездатність втулки мала Третій недолік інструмента полягає втому, що тертя ковзання в контакті пуансона зі втулкою під навантаженням призводить до швидкого зносу контактних поверхонь, а тому і до відсутності стабільної точності діаметральних розмірів різьби Четвертим недоліком є те, що формуюча різьбу втулка не зв'язана з пуансоном поза процесом утворення різьби, внаслідок чого використання такого інструмента в умовах роботи верстатів типу оброблювальних центрів, агрегатних, револьверних та інших неможливе Задача, яку вирішує винахід, полягає у зниженні зусиль деформації при різьбовидавлюванні, підвищенні працездатності інструмента, якості різьби, продуктивності процесу різьбоутворення та технологічності обробки внаслідокрозширення можливостей використання інструмента на різноманітних верстатах Поставлена задача досягається тим, що запропонований інструмент для виготовлення внутрішньої різьби методом пластичної деформації, який складається з пуансона та різьбоутворюючої тонкостінної циліндричної втулки, що виготовлена з пружного матеріалу і з різьбою на ЗОВНІШНІЙ поверхні, оснащений механізмом його регулювання на діаметр різьби, що виготовляється, виконаним у вигляді гідроциліндра з рухомим двостороннім штоком, передній кінець якого служить пуансоном, та пристроєм автоматичного управління, виконаним у вигляді закріпленого на зворотній частині штока упора, взаємодіючого з кінечними вимикачами, встановленими всередині корпусу інструмента, має деформуючі різьбоутворюючу втулку елементи, що виконані у вигляді обертових роликів, які взаємодіють з пуансоном через вкладиші та з внутрішньою поверхнею вказаної втулки безпосередньо по всій довжині її твірної, при цьому різьбоутворююча втулка виконана швидко знімною і з можливістю осьового переміщення з'єднана з нижнім торцем корпусу гідроциліндра за допомогою хвильової зубчастої муфти, один із зубчастих ВІНЦІВ якої нарізаний на втулці, інший - у розточці корпусу, а до протилежного торця корпусу прикріплений стакан, в якому встановлений обертовий хвостовик, з'єднаний шліцями зі штоком, змонтованим у поршні з можливістю здійснення штоком обертального руху в нерухомому корпусі гідроциліндра, причому кінець штока, що служить пуансоном, спряжений з розташованим всередині різьбоутворюючої втулки і встановленим у корпусі з можливістю сумісного зі штоком обертання сепаратором, в поздовжніх наскрізних пазах якого з можливістю радіального переміщення розміщено по вкладишу з роликом, кожний з яких взаємодіє з пуансоном за допомогою нахиленого до його осі паза На фіг 1 зображено загальний вигляд інструмента перед різьбовидавлюванням, на фіг 2 - вигляд знизу, на фіг 3 -переріз по А-А на фіг1, на фіг 4 7 - поперечний переріз оброблюваної деталі та різьбоутворюючої втулки у процесі різьбовидавлювання Інструмент складається з пуансона та сполученої з ним різьбоутворюючої втулки і виконаний у вигляді гідроциліндра , до нерухомого корпусу 1 якого з боку нижнього торця прикріплена кришка 2 гвинтами 3, а до протилежного торця -стакан 4 болтами 5 Кришка та стакан мають наскрізні центральні ступінчасті отвори У кришці 2 з можливістю осьового переміщення встановлена різьбоутворююча втулка б, яка закріплена стопорним кільцем 7 З'єднання кришки 2 зі втулкою б здійснюється за допомогою хвильової зубчастої муфти 8, один із зубчастих ВІНЦІВ якої нарізаний на втулці, а інший - у розточці кришки Різьбоутворююча втулка 6 виготовляється з пружного матеріалу у вигляді тонкостінного циліндра і має на ЗОВНІШНІЙ поверхні з одного боку різьбу, а з іншого - дрібномо-дульні зубці Профіль і крок різьби на ЗОВНІШНІЙ поверхні втулки повинні відповідати профілю та кроку різьби, що виготовляється, а ЗОВНІШНІЙ діаметр різьби втулки повинен бути на 0,3 0,5мм меншим від внутрішнього діаметра різьби, що виготовляється Товщина різьбової втулки вибирається в залежності від діаметра та кроку різьби Ділильний діаметр жорсткого зубчастого вінця у розточці кришки 2 більший від ділильного діаметра гнучкого зубчастого вінця пружної втулки 6, крок зубців обох ВІНЦІВ, а також числа їх зубців однакові Втулка піддається термообробці до твердості 58 68 НКСз Для кращого центрування втулки у отворі оброблюваної деталі та пуансона по отвору втулки на торцях втулки виконані фаски по зовнішньому та внутрішньому діаметрах У днищі стакана 4 змонтований конічний хвостовик 9, який може обертатися у підшипнику 10, закріпленому за допомогою шліцевої гайки 11, стопорної шайби 12 і кришки 13, яка прикріплена до стакана гвинтами 14 Хвостовик призначений для закріплення інструмента на верстаті і має у своїй нижній частині центральний шліцевий отвір, яким він з'єднаний зі шліцевим кінцем зворотної частини 15 рухомого двостороннього штока 16 гідроциліндра На зворотній частині штока гвинтом 17 закріплено упор 18 Упор може взаємодіяти з кінцевими вимикачами 19 і 20, закріпленими гвинтами 21 і 22 у пазі 23 стакана 4 Шток 16 змонтований у поршні 24 гідроциліндра на підшипниках 25 за допомогою стопорних кілець 26, 27, 28 і гвинтів 29 з можливістю здійснення ним не тільки осьового, а й обертального руху Внутрішні порожнини гідроциліндра ущільнені гумовими кільцями 30,31 У радіальні отвори корпусу та стакана загвинчені штуцери 32,33, які призначені для подачі робочої рідини у порожнини гідроциліндра Передній кінець 34 штока служить пуансоном і спряжений з розташованим всередині різьбоутворюючої втулки 6 сепаратором 35, який змонтований у кришці 2 з можливістю сумісного зі штоком обертання На передньому КІНЦІ штока та у сепараторі виконано по два діаметрально протилежних пази, які відкриті з боку торців ВІДПОВІДНО штока та сепаратора Пази виконані на штоці нахиленими до його осі, а у сепараторі - поздовжніми наскріз 48347 ними У кожній парі з цих двох пазів (на штоці та у сепараторі) встановлено по вкладишу 36 з роликом 37, які мають можливість радіального переміщення Від ОСЬОВОГО переміщення вкладиші з роликами зафіксовані кришкою 38, прикріпленою до сепаратора 35 гвинтами 39 Довжина роликів 37 на декілька міліметрів більша довжини втулки 6 Інструмент працює наступним чином Попередньо налагоджений на необхідний діаметр різьби, що виготовляється, за допомогою кінцевих вимикачів 19 і 20 інструмент хвостовиком 9 встановлюється у шпинделі, наприклад, вертикальносвердлильного верстата або у ПІНОЛІ задньої бабки токарного верстата Поршень 24 при цьому знаходиться у крайньому верхньому положенні Упор 18, встановлений на зворотній частині 15 штока 16, знаходиться вище кінцевого вимикача 20 Вкладиші 36 з роликами 37 зміщені до осі інструмента, при цьому діаметр описаного навколо роликів 37 кола на 1 1,5мм менший внутрішнього діаметра різьбоутворюючої втулки 6 Заготовка закріпляється у пристосуванні на столі вертикально-свердлильного або в патроні токарного верстата Діаметр вихідного отвору під різьбу у заготовці вибирається з урахуванням формування різьбового профілю видавлюванням, а не різанням ЗОВНІШНІЙ діаметр різьби втулки 6 на 1 2мм менший від діаметра вихідного отвору у заготовці Поступальним осьовим рухом інструмента різьбоутворюючу втулку 6 вводять, всередину отвору заготовки так, щоб різьба вказаної втулки перекривала обидва торці наскрізного отвору заготовки на 2 4 витки При виготовленні різьби у глухому отворі нижній торець кришки 38 доводять до контакту з дном отвору Потім вмикають обертання інструмента, закріпленого у шпинделі вертикально-свердлильного верстата, або обертання заготовки, встановленої у патроні токарного верстата При видавлюванні різьби у наскрізному отворі напрямок обертання може бути довільним, а при виготовленні різьби у глухому отворі напрямок обертання вибирається таким, щоб різьбоутворююча втулка 6 вигвинчувалася з отвору Разом зі шпинделем вертикальносвердлильного верстата будуть обертатися хвостовик 9 та шток 16, а також закріплений на зворотній частині 15 штока упор 18 і встановлені в пазах переднього кінця 34 штока вкладиші 36 з роликами 37 та сепаратор 35 При цьому поршень 24 та корпус 1 гідроциліндра разом з прикріпленими до нього кришкою 2 з різьбоутворюючою втулкою 6 та стаканом 4 з кришкою 13 обертатися не будуть Одночасно з вмиканням обертання інструмента або заготовки у верхню порожнину гідроциліндра через штуцер 32 подається робоча рідина, під тиском якої поршень 24 разом зі штоком 16 рухається вниз При цьому передній кінець 34 штока своїми нахиленими пазами розсовує вкладиші 36 з роликами 37 у радіальному напрямку Швидкість радіальної подачі роликів вибирається в залежності від механічних властивостей матеріалу заготовки Рух поршня 24 вниз супроводжується рухом вниз і зворотної частини 15 штока з упором 18 Цей рух здійснюється у ВІДПОВІДНОСТІ з радіальною подачею роликів 37 Коли ці ролики висунуться із сепаратора 35 на необхідний розмір, який визначається діаметром різьби, що виготовляться, то упор 18 достигне нижнього кінцевого вимикача 19 і натисне на його кнопку При цьому вимкнеться подача рідини у верхню порожнину гідроциліндра У місцях контакту роликів 37 з різьбоутворюючою втулкою 6 виникають дві діаметрально протилежні радіальні сили, які деформують втулку симетрично відносно осі, що проходить через вектори цих сил, а максимальна деформація співпадає з напрямом векторів Внаслідок цього ділильна ЛІНІЯ гнучкого зубчатого вінця втулки б дотикається ділильного кола жорсткого зубчастого вінця у розточці кришки 2 у двох точках, розташованих по осі векторів У цих точках гнучкий вінець зачепляється з жорстким по всій висоті профілю зубців По обидва боки від осі, співпадаючої з ЛІНІЄЮ ДІЇ векторів, висота профілю зубців, що знаходяться у зачепленні, поступово зменшується і в точках, розташованих на осі, перпендикулярній лінії векторів, жорсткий та гнучкий зубчасті ВІНЦІ ПОВНІСТЮ ВИХОДЯТЬ ІЗ зачеплення Таким чином різьбоутворююча втулка 6 буде центруватися у кришці 2 Одночасно з деформацією зубчастого вінця буде деформуватися вся втулка 6, в тому числі і її різьбова частина, оскільки ролики 37 контактують зі втулкою 6 вздовж всієї довжини и твірної На фіг 4 показаний поперечний переріз по А-А різьбоутворюючої втулки 6 та отвору заготовки у вихідному стані (перед деформуванням) При деформуванні циліндричної втулки в овальну (див фіг 5) на двох діаметрально протилежних ділянках контакту втулки із заготовкою вздовж всього отвору відбувається проникнення витків різьби втулки у поверхню отвору заготовки Далі, в міру обертання інструмента або заготовки, змінюється положення великої осі овалу втулки На фіг 6 показаний поперечний переріз втулки і отвору при ЗМІНІ положення великої осі овала втулки на деякий кут а У цьому положенні ділянки деформованого різьбового профілю збільшуються При подальшому обертанні здійснюється поступово зміна положення великої осі овала в отворі заготовки і в деякому и положенні (див фіг 7) закінчується формування різьбового профілю у заготовці по всьому периметру Повністю процес різьбови-давлювання в отворі здійснюється за півоберту інструмента або заготовки після закінчення радіального роздвигання деформуючих роликів Після одержання повного профілю різьби в отворі заготовки у нижню порожнину гідроциліндра через штуцер 33 подається рідина, а верхня порожнина його з'єднується зі зливом гідросистеми Поршень 24 рухається вверх і тягне вверх шток 16 з пунсоном 34 Під ДІЄЮ пружних сил різьбоутворююча втулка б з овальної перетворюється в циліндричну і втискує ролики 37 з вкладишами 36 у пази пуансона 34, зводячи їх у радіальному напрямку до осі пуансона При переміщенні поршня 24 вверх разом з ним рухається і зворотна частина 15 штока з упором 18 Цей рух буде продовжуватися до тих пір, поки втулка б знову не стане циліндричною, а упор 18 досягне кінцевого вимикача 20 і вимкне тим самим подачу рідини в нижню по 48347 рожнину гідроциліндра Після цього інструмент виводиться з готового різьбового отвору Готова деталь замінюється заготовкою, і цикл повторюється З метою зменшення зусиль різьбовидавлювання в зону деформації подається змащувальнеохолоджувальна рідина Інструмент може бути застосований на токарних, вертикальносвердлильних, радіально-свердлильних, вертикально-фрезерних та інших верстатах Запропонований інструмент дозволяє замінити тертя ковзання в контакті пуансона з різьбоутворюючою втулкою натертя кочення, внаслідок чого знижуються зусилля деформації і напруги в матеріалі втулки, підвищується працездатність втулки, стабілізується точність діаметральних розмірів 8 різьби, що виготовляється Симетричне розташування деформуючих елементів, виконаних у вигляді обертових роликів, сприяє підвищенню якості виготовлення різьби Можливість виготовлення цим інструментом різьби по всій довжині отвору за півоберту інструмента або заготовки у декілька раз підвищує продуктивність процесу різьбоутворення, а конструктивне сполучення втулки з пуансоном забезпечує підвищення технологічності обробки внаслідок розширення можливості використання інструмента на різноманітних верстатах Джерела інформації 1 Патент США №3550174, кл 10-152, опублік 1967 2 Авт ев СССР №749519, - Бюл №27, 1980р 48347 A - A Фіг З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for internal thread producing by plastic deformation method
Автори англійськоюBabych Valentyn Mykolaiovych
Назва патенту російськоюИнструмент для изготовления внутренней резьбы методом пластической деформации
Автори російськоюБабич Валентин Николаевич
МПК / Мітки
Мітки: деформації, пластичної, різі, методом, інструмент, внутрішньої, виготовлення
Код посилання
<a href="https://ua.patents.su/5-48347-instrument-dlya-vigotovlennya-vnutrishno-rizi-metodom-plastichno-deformaci.html" target="_blank" rel="follow" title="База патентів України">Інструмент для виготовлення внутрішньої різі методом пластичної деформації</a>
Спосіб нарізування внутрішньої різі у нерухомих заготовках
Номер патенту: 66723
Опубліковано: 17.05.2004
Автори: Великоцький Роман Євгенович, Ошейко Євген Анатолійович, Бондар Ігор Олександрович
МПК: B23G 1/00
Мітки: внутрішньої, нарізування, нерухомих, різі, заготовках, спосіб
Формула / Реферат:
Спосіб нарізування внутрішньої різі у нерухомих заготовках, при якому вісь інструмента зміщують щодо осі отвору, який відрізняється тим, що інструмент виконують у вигляді мітчика діаметром, що дорівнює 0,4-0,6 діаметра різі, а врізання мітчика здійснюють подачею заготовки, закріпленої на столі верстата, причому подачу заготовки виконують рівною кроку різі отвору за один оберт обертання шпинделя верстата, при цьому мітчик оснащують однією...
Пристрій для пластичної деформації металу
Номер патенту: 14357
Опубліковано: 25.04.1997
Автори: Морозов Ігор Олександрович, Потапкін Віктор Федорович, Федорінов Володимир Анатольович, Орел Володимир Павлович, Сатонін Олександр Володимирович
МПК: B21B 13/00
Мітки: металу, деформації, пластичної, пристрій
Формула / Реферат:
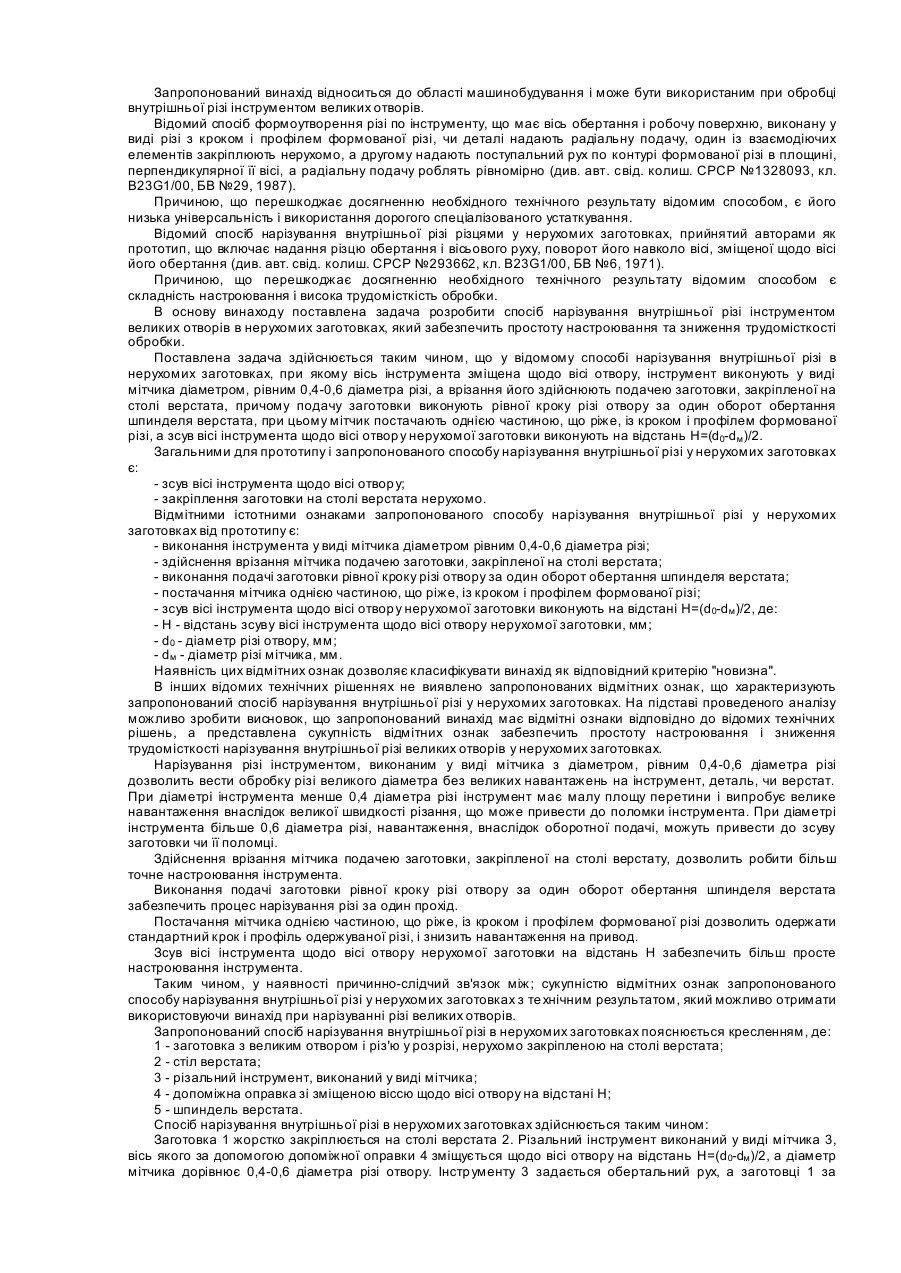
Устройство для пластической деформации металла по авт. св. № 1380814, отличающееся тем, что, с целью повышения точности и расширения диапазона экспериментальных исследований при моделировании процессов прокатки, оно снабжено тензометрическими вставками с рычагами, шарнирно одним концом установленными на опорной подушке в геометрическом центре кривизны ее поверхности, при этом вставки шарнирно соединены одним концом с сегментами, а другим...
Спосіб випробування металевих зразків для визначення граничної пластичної деформації
Номер патенту: 63208
Опубліковано: 15.01.2004
Автори: Савчинський Іван Григорович, Сивак Катерина Іванівна, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
Мітки: деформації, випробування, пластичної, визначення, граничної, металевих, зразків, спосіб
Формула / Реферат:
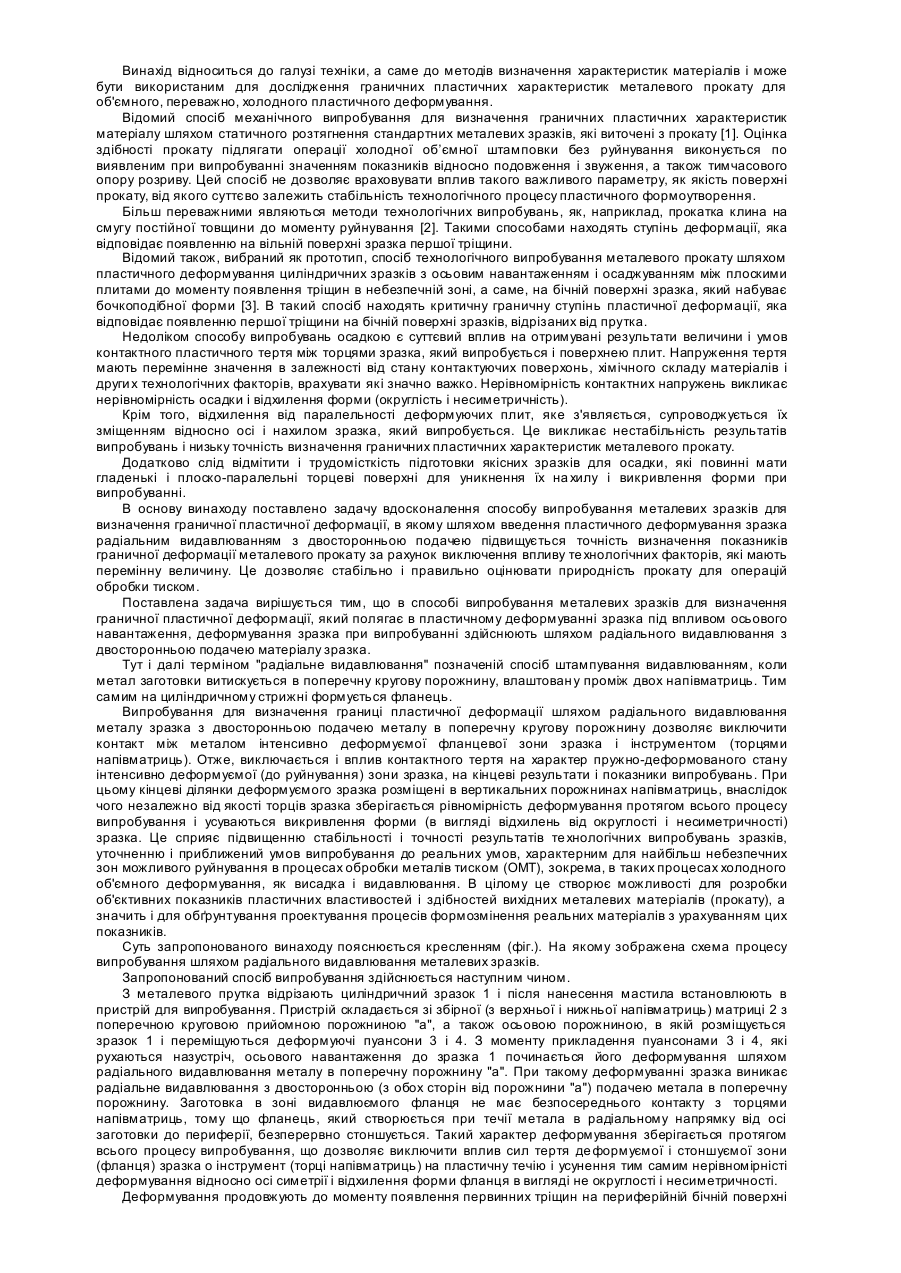
Спосіб випробування металевих зразків для визначення граничної пластичної деформації шляхом деформування зразка під впливом осьового навантаження, який відрізняється тим, що деформування зразка виконується радіальним видавлюванням із двосторонньою подачею метала.
Спосіб прогнозування зім’яття обсадних колон свердловин в зоні пластичної деформації порід
Номер патенту: 16393
Опубліковано: 29.08.1997
Автори: Малихін Михайло Якович, Тердовідов Анатолій Самсонович
МПК: E21B 47/00
Мітки: зім'яття, свердловин, порід, прогнозування, пластичної, обсадних, колон, деформації, спосіб, зони
Формула / Реферат:
Способ прогнозирования смятия обсадных колонн скважин в зоне пластической деформации пород, включающий установку обсадных колонн в скважины, эксплуатацию скважин и определение1\т соотношения р < 1, где Р., ^ - экспериментальное критическое давление текучести пород, МПа,Р„ — геостатическое давление в интервале залегания пластических пород, МПа, по величине которого прогнозируют пластическую деформацию пород и смятие обсадных...
Спосіб попередження зім’яття обсадних колон свердловин в зоні пластичної деформації солей
Номер патенту: 16392
Опубліковано: 29.08.1997
Автори: Тердовідов Анатолій Самсонович, Малихін Михайло Якович
МПК: E21B 47/00, E21B 17/00
Мітки: зім'яття, солей, деформації, пластичної, спосіб, колон, обсадних, зони, свердловин, попередження
Формула / Реферат:
1. Способ предупреждения смятия обсадных колонн скважин в зоне пластической деформации солей, включающий селективную установку дополнительных колонн-хвостовиков в зонах с характерной особенностью проявления пластической деформации пород, отличающийся тем, что, с целью повышения эффективности осуществления способа, дополнительные колонны-хвостовики устанавливают в зонах, пластическая деформация которых соответствует...
Попередній патент: Синтетичний опіоїдний пептид, фармацевтична композиція та спосіб лікування
Наступний патент: Спосіб відновлення у стан суспензії осаду, що являє собою утворений внаслідок осідання шар на дні резервуара, та пристрій для здійснення цього способу
Випадковий патент: Циліндричний замок, запірна рейка і ключ