Спосіб виготовлення безкаркасних котушок з емальпроводів
Номер патенту: 121355
Опубліковано: 11.12.2017
Автори: Альошин Віталій Сергійович, Фельдман Ізольд Хунельович, Масол Ігор Віталійович

Формула / Реферат
Спосіб виготовлення безкаркасних котушок з емальпроводів, що не мають додаткового склеювального покриття, який відрізняється тим, що після намотування котушку піддають швидкому короткочасному нагріву для склеювання витків унаслідок термопластичності їхньої емалі.
Текст
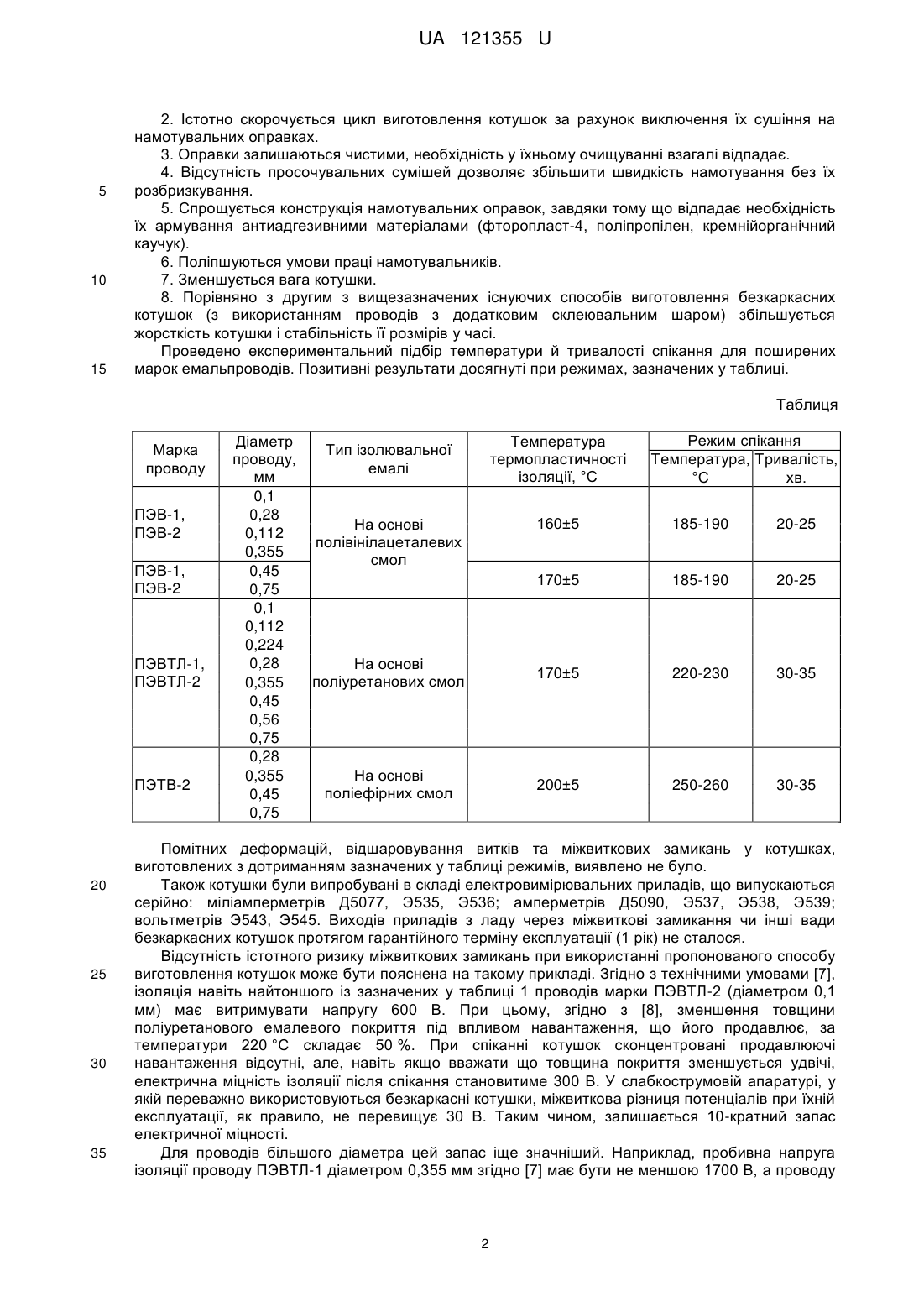
Реферат: Спосіб виготовлення безкаркасних котушок з емальпроводів не мають додаткового склеювального покриття. Після намотування котушку піддають швидкому короткочасному нагріву для склеювання витків унаслідок термопластичності їхньої емалі. UA 121355 U (12) UA 121355 U UA 121355 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузей електротехніки, радіоелектроніки й приладобудування. Безкаркасна котушка є поширеним елементом електронних схем та однією з головних частин електровимірювальних приладів магнітоелектричної, електродинамічної та феродинамічної систем. До безкаркасних котушок ставиться ряд вимог, найважливішими з яких є: мінімальна вага, жорсткість, стабільність розміру, стабільність ваги, атмосферостійкість, відсутність витків, що відшаровуються, відсутність короткозамкнених витків [1], [2]. Існують два аналоги - способи виготовлення безкаркасних котушок з емальпроводів. При використанні першого з них [1], [2], [3], намотування проводиться звичайним емальпроводом на спеціальній оправці, що надає котушці необхідної конфігурації. Після або під час намотування безкаркасна котушка на оправці просочується електроізоляційною сумішшю. Потім просочену котушку сушать і, після висихання просочувальної суміші, знімають з оправки. Якщо однократного просочення досить, котушку передають на складання виробу. Якщо одного просочення недостатньо, котушку просочують повторно необхідну кількість разів. При використанні другого способу намотування проводиться за допомогою емальпроводів, у яких на основну емаль додатково нанесений склеювальний шар [4]. Котушку після намотування нагрівають на оправці до певної температури (термошафа, фен, пропускання струму), унаслідок чого відбувається склеювання витків завдяки розплавленню склеювального шару. Після цього котушку охолоджують і знімають з оправки. Відомі аналоги - способи виготовлення безкаркасних котушок з емальпроводів мають низку недоліків. Просочувальні суміші містять матеріали, що погіршують діелектричні властивості емалі проводів [4]. Якщо просочування здійснюється в процесі намотки, її швидкість доводиться знижувати, оскільки при високих швидкостях відбувається розбризкування просочувальної суміші за рахунок дії відцентрової сили. Просочувальна суміш потрапляє на намотувальні оправки. Очищення оправок проводиться кип'ятінням або витримкою в гарячому (60-70 °C) розчині 20-40 % гідроксиду натрію чи відмочуванням у токсичних розчинниках [2]. Залишки розчину гідроксиду натрію не завжди вдається повністю видалити з важкодоступних місць оправок. При намотуванні вони можуть розбризкуватися, внаслідок чого виникає небезпека отримання працівниками опіків. При виготовленні багатовиткових котушок необхідне тривале сушіння на оправках через ускладненість випаровування розчинників і розріджувачів просочувальних сумішей. Недоліком аналогів - використання проводів з додатковим склеювальним шаром є їхня чутливість до дії підвищених температур (вище 30-32 °C) і підвищеної вологості [4]. Проводи злипаються навіть при транспортуванні й зберіганні. Крім того, при нагріванні в готових виробах котушки деформуються. Вартість емальпроводів зі склеювальним шаром істотно вище вартості проводів без нього. Також недоліками аналогів є виділення токсичних речовин (епіхлоргідрин, дифенілолпропан, фталевий ангідрид) при спіканні й складність очищування намотувальних оправок від залишків додаткового шару [4], [5]. В основу корисної моделі поставлена задача, створити спосіб виготовлення безкаркасних котушок з емальпроводів позбавлений вищезазначених недоліків. Склеювання витків котушок відбувається за рахунок розм'якшення основної емалі проводу при його нагріванні. Намотана на оправці котушка піддається швидкому короткочасному нагріву. Температура спікання (склеювання витків) є різною для різних емальпроводів. Вона близька до визначуваної у відповідності до [6] термопластичності ізоляції проводу. Температура й тривалість спікання підбираються експериментальним шляхом. По завершенні спікання витків котушка охолоджується на оправці до кімнатної температури й знімається з неї. Для підвищення волого- й хімостійкості котушку можна зовні покрити електроізоляційною сумішшю. Ця операція не є обов'язковою і відрізняється від просочування тим, що електроізоляційна суміш наноситься лише на поверхню котушки і майже не проникає всередину. Суміш наносять методом занурення з наступним сушінням. Сушіння полегшене тим, що деталі намотувальної оправки не заважають випаровуванню летких компонентів. Таким чином, корисна модель має такі переваги: 1. Знижується вартість застосовуваних матеріалів. 1 UA 121355 U 5 10 15 2. Істотно скорочується цикл виготовлення котушок за рахунок виключення їх сушіння на намотувальних оправках. 3. Оправки залишаються чистими, необхідність у їхньому очищуванні взагалі відпадає. 4. Відсутність просочувальних сумішей дозволяє збільшити швидкість намотування без їх розбризкування. 5. Спрощується конструкція намотувальних оправок, завдяки тому що відпадає необхідність їх армування антиадгезивними матеріалами (фторопласт-4, поліпропілен, кремнійорганічний каучук). 6. Поліпшуються умови праці намотувальників. 7. Зменшується вага котушки. 8. Порівняно з другим з вищезазначених існуючих способів виготовлення безкаркасних котушок (з використанням проводів з додатковим склеювальним шаром) збільшується жорсткість котушки і стабільність її розмірів у часі. Проведено експериментальний підбір температури й тривалості спікання для поширених марок емальпроводів. Позитивні результати досягнуті при режимах, зазначених у таблиці. Таблиця Марка проводу ПЭВ-1, ПЭВ-2 ПЭВ-1, ПЭВ-2 ПЭВТЛ-1, ПЭВТЛ-2 ПЭТВ-2 20 25 30 35 Діаметр проводу, мм 0,1 0,28 0,112 0,355 0,45 0,75 0,1 0,112 0,224 0,28 0,355 0,45 0,56 0,75 0,28 0,355 0,45 0,75 Температура термопластичності ізоляції, °C Тип ізолювальної емалі Режим спікання Температура, Тривалість, °C хв. 160±5 185-190 20-25 170±5 185-190 20-25 На основі поліуретанових смол 170±5 220-230 30-35 На основі поліефірних смол 200±5 250-260 30-35 На основі полівінілацеталевих смол Помітних деформацій, відшаровування витків та міжвиткових замикань у котушках, виготовлених з дотриманням зазначених у таблиці режимів, виявлено не було. Також котушки були випробувані в складі електровимірювальних приладів, що випускаються серійно: міліамперметрів Д5077, Э535, Э536; амперметрів Д5090, Э537, Э538, Э539; вольтметрів Э543, Э545. Виходів приладів з ладу через міжвиткові замикання чи інші вади безкаркасних котушок протягом гарантійного терміну експлуатації (1 рік) не сталося. Відсутність істотного ризику міжвиткових замикань при використанні пропонованого способу виготовлення котушок може бути пояснена на такому прикладі. Згідно з технічними умовами [7], ізоляція навіть найтоншого із зазначених у таблиці 1 проводів марки ПЭВТЛ-2 (діаметром 0,1 мм) має витримувати напругу 600 В. При цьому, згідно з [8], зменшення товщини поліуретанового емалевого покриття під впливом навантаження, що його продавлює, за температури 220 °C складає 50 %. При спіканні котушок сконцентровані продавлюючі навантаження відсутні, але, навіть якщо вважати що товщина покриття зменшується удвічі, електрична міцність ізоляції після спікання становитиме 300 В. У слабкострумовій апаратурі, у якій переважно використовуються безкаркасні котушки, міжвиткова різниця потенціалів при їхній експлуатації, як правило, не перевищує 30 В. Таким чином, залишається 10-кратний запас електричної міцності. Для проводів більшого діаметра цей запас іще значніший. Наприклад, пробивна напруга ізоляції проводу ПЭВТЛ-1 діаметром 0,355 мм згідно [7] має бути не меншою 1700 В, а проводу 2 UA 121355 U 5 10 15 20 25 ПЭВТЛ-2 того самого діаметра - 3100 В. Якщо при спіканні товщина ізоляції зменшиться удвічі, то при зазначеній вище міжвитковій напрузі запас електричної міцності буде вже приблизно 28кратним для ПЭВТЛ-1 та більш ніж 50-кратним для ПЭВТЛ-2. Відсутність ризику істотного погіршення якості ізолювальної емалі проводів унаслідок термічного розкладання її компонентів або інших деструктивних процесів, що можуть протікати під дією підвищеної температури при спіканні витків котушок із використанням пропонованого способу, може бути пояснена на такому прикладі. Згідно із стандартом [9], середній ресурс проводів марки ПЭВ за температури 180 °C становить 300 годин. Спікання цього проводу згідно таблиці 1 провадиться при 185-190 °C протягом 20-25 хвилин. Отже, при тому, що температура спікання перевищує 180 °C лише на 5-10 °C, тривалість впливу цієї температури в 720-900 разів менше середнього строку служби проводу при 180 °C. Джерело інформації: 1. Ткалин И.М. и др. Технология производства электроизмерительных приборов. Ленинград: Энергия, Ленинградское отделение, 1970. 2. Иванов Б.Н. и др. Технология приборостроения. - М., Ленинград: Государственное энергетическое издательство, 1959. 3. Кирик В.П., Рева С.Н. Автоматизированная система управления технологическим процессом изготовления бескаркасных катушек // Вісник Харківського національного університету. Серія «Математичне моделювання. Інформаційні технології. Автоматизовані системи управління». - 2008. - № 833. - С. 133-139. 4. Астахин В.В. и др. Электроизоляционные лаки. - М.: Химия, 1981. 5. Черняк К.И. Эпоксидные компаунды и их применение. - Ленинград: Судостроение, 1967. 6. ДСТУ 7425:2013. Проводи емальовані круглі. Метод визначення термопластичності ізоляції. 7. ТУ 16-505.446-77. Провода медные с эмалевой изоляцией на основе полиуретанов. 8. Майофис И.М. Химия диэлектриков. - М.: Высшая школа, 1970. 9. ГОСТ 7262-78. Провода медные, изолированные лаком ВЛ-931. Технические условия. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб виготовлення безкаркасних котушок з емальпроводів, що не мають додаткового склеювального покриття, який відрізняється тим, що після намотування котушку піддають швидкому короткочасному нагріву для склеювання витків унаслідок термопластичності їхньої емалі. 35 Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFeldman Izold Hunelyovych, Masol Igor Vitaliyovych, Alyoshyn Vitaliy Sergiyovych
Автори російськоюФельдман Изольд Хунелёвич, Масол Игорь Виталиевич, Алешин Виталий Сергеевис
МПК / Мітки
МПК: H01F 41/04, H01F 41/06
Мітки: емальпроводів, безкаркасних, спосіб, котушок, виготовлення
Код посилання
<a href="https://ua.patents.su/5-121355-sposib-vigotovlennya-bezkarkasnikh-kotushok-z-emalprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безкаркасних котушок з емальпроводів</a>
Спосіб виготовлення котушок індуктивності
Номер патенту: 53562
Опубліковано: 11.10.2010
Автори: Гусельников Олексій Вікторович, Гусельников Віктор Кузьмич
МПК: H01F 21/02
Мітки: спосіб, виготовлення, котушок, індуктивності
Формула / Реферат:
Спосіб виготовлення котушок індуктивності, що включає навивку проводу, намотку скляних ниток, термообробку і охолодження, який відрізняється тим, що голий провід армують шаром скляних ниток, просочених полімерним компаундом, і навивають на покриту антиадгезійною речовиною оправку з гвинтовою канавкою.
Напівавтоматична система для виготовлення великих електричних котушок індуктивності
Номер патенту: 90103
Опубліковано: 12.04.2010
Автор: Педраса Санс Хуан Мануель
МПК: H01F 41/06
Мітки: великих, напівавтоматична, електричних, виготовлення, котушок, індуктивності, система
Формула / Реферат:
1. Напівавтоматична система для виготовлення великих електричних котушок індуктивності, яка відрізняється тим, що має притискну головку (2), яка має комплект вертикальних притискних роликів (10) та горизонтальний притискний ролик (11), які виконані для одержання щільної обмотки котушки, при цьому головка (2) змонтована на кронштейні і виконана з можливістю переходу між робочим та неробочим положеннями шляхом обертання навколо опори (3),...
Спосіб виготовлення обмоток електродвигунів, генераторів та електромагнітних котушок
Номер патенту: 87483
Опубліковано: 10.02.2014
Автор: Вайгін Анатолій Клавдійович
МПК: H01F 27/28, H01F 5/00
Мітки: виготовлення, генераторів, котушок, обмоток, спосіб, електродвигунів, електромагнітних
Формула / Реферат:
1. Спосіб виготовлення обмоток електродвигунів, генераторів та електромагнітних котушок, який включає намотування на шаблон або на ізольовану деталь струмопровідного елемента, який відрізняється тим, що одночасно намотують щонайменше одну оголену струмопровідну стрічку, у якої ширина набагато більша її товщини, та щонайменше одну ізоляційну стрічку, у якої ширина дорівнює або більша ширини оголеної струмопровідної стрічки.2. Спосіб за...
Спосіб виготовлення котушок змінної індуктивності
Номер патенту: 53495
Опубліковано: 11.10.2010
Автори: Гусельников Олексій Вікторович, Гусельников Віктор Кузьмич, Кондрашов Сергій Іванович
МПК: H01F 21/02
Мітки: виготовлення, змінної, котушок, спосіб, індуктивності
Формула / Реферат:
Спосіб виготовлення котушок змінної індуктивності, що включає навивку дроту, який відрізняється тим, що на оправку навивають пружний стальний дріт, потім хімічно покривають його шаром металу з високою електропровідністю.
Спосіб оцінки ступеня дефектності ізоляції емальпроводів
Номер патенту: 54560
Опубліковано: 17.03.2003
Автор: Вакуленко Олександр Олексійович
МПК: G01R 31/12
Мітки: спосіб, ізоляції, дефектності, оцінки, ступеня, емальпроводів
Формула / Реферат:
Спосіб оцінки ступеня дефектності ізоляції емальпроводів, що полягає у випробуванні напругою фіксованої величини їх ділянок довжиною 1 м або 5 м, занурених у струмопровідну рідину для виявлення дефектів типу "точкові пошкодження", який відрізняється тим, що до ділянок емальпроводу довжиною м прикладають плавно зростаючу змінну напругу промислової частоти, а...
Попередній патент: Спосіб активної магнітної інтроскопії
Наступний патент: Спіральний сепаратор
Випадковий патент: Електромашинний підсилювач