Витратний електрод для одержання зливка складнолегованного сплаву за допомогою електрошлакового переплаву
Номер патенту: 121525
Опубліковано: 11.12.2017
Автори: Середа Дмитро Борисович, Руденко Роман Артурович, Камель Георгій Іванович, Ткаченко Дмитро Геннадійович, Мамедов Руслан Костянтинович, Бігняк Роман Василійович, Яковлєв Павло Костянтинович, Середа Борис Петрович
Формула / Реферат
Витратний електрод для одержання зливка складнолегованого сплаву за допомогою електрошлакового переплаву, що містить твердосплавні вставки, який відрізняється тим, що витратний електрод виконаний у вигляді центрального циліндричного стрижня, а твердосплавними вставками є шари зерно-порошкового дроту, намотаного по гвинтовій лінії на згаданий центральний циліндричний стрижень, які чергуються з циліндричними шарами кільцевих металевих обичайок і зв'язані між собою пресуванням.
Текст
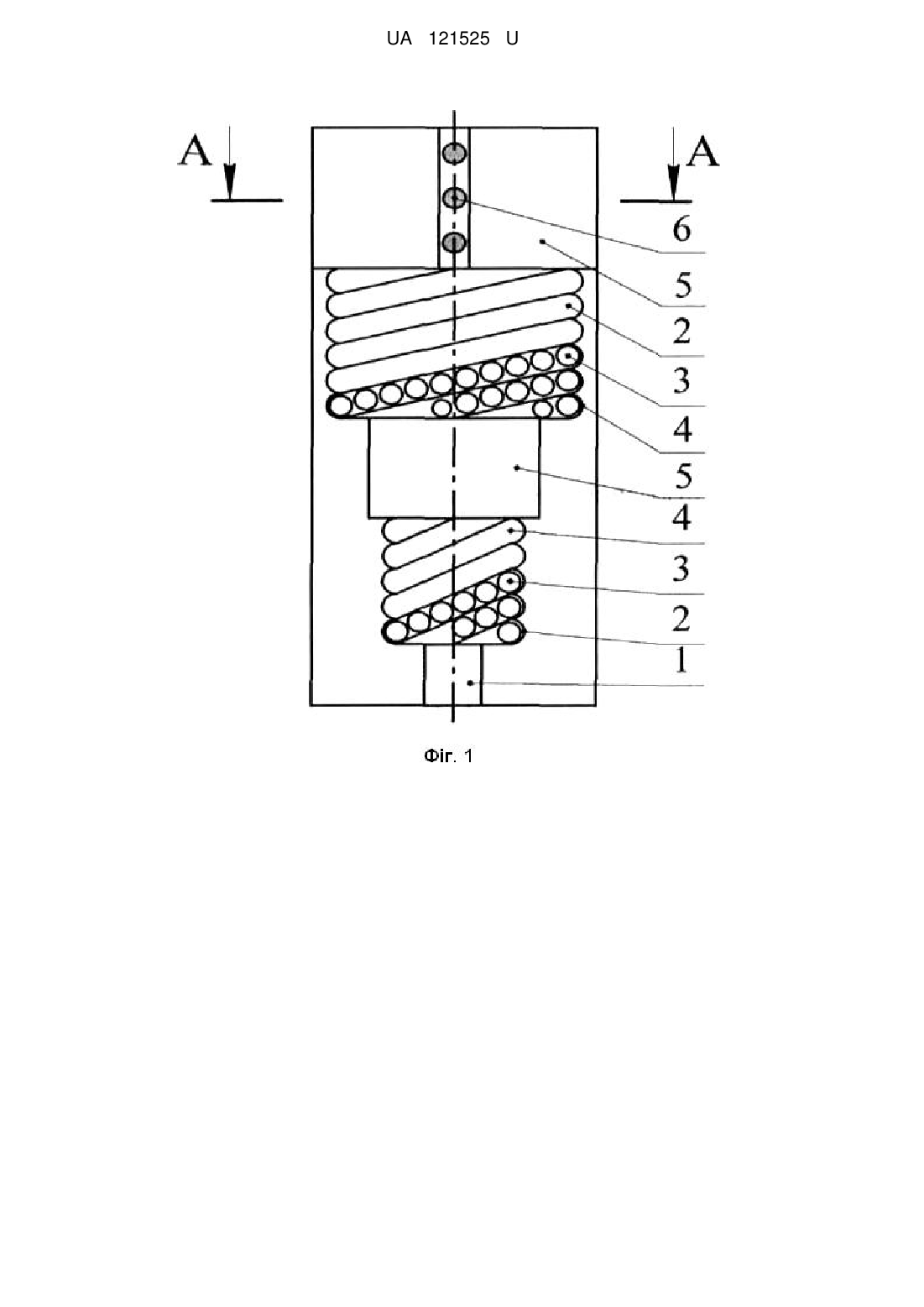
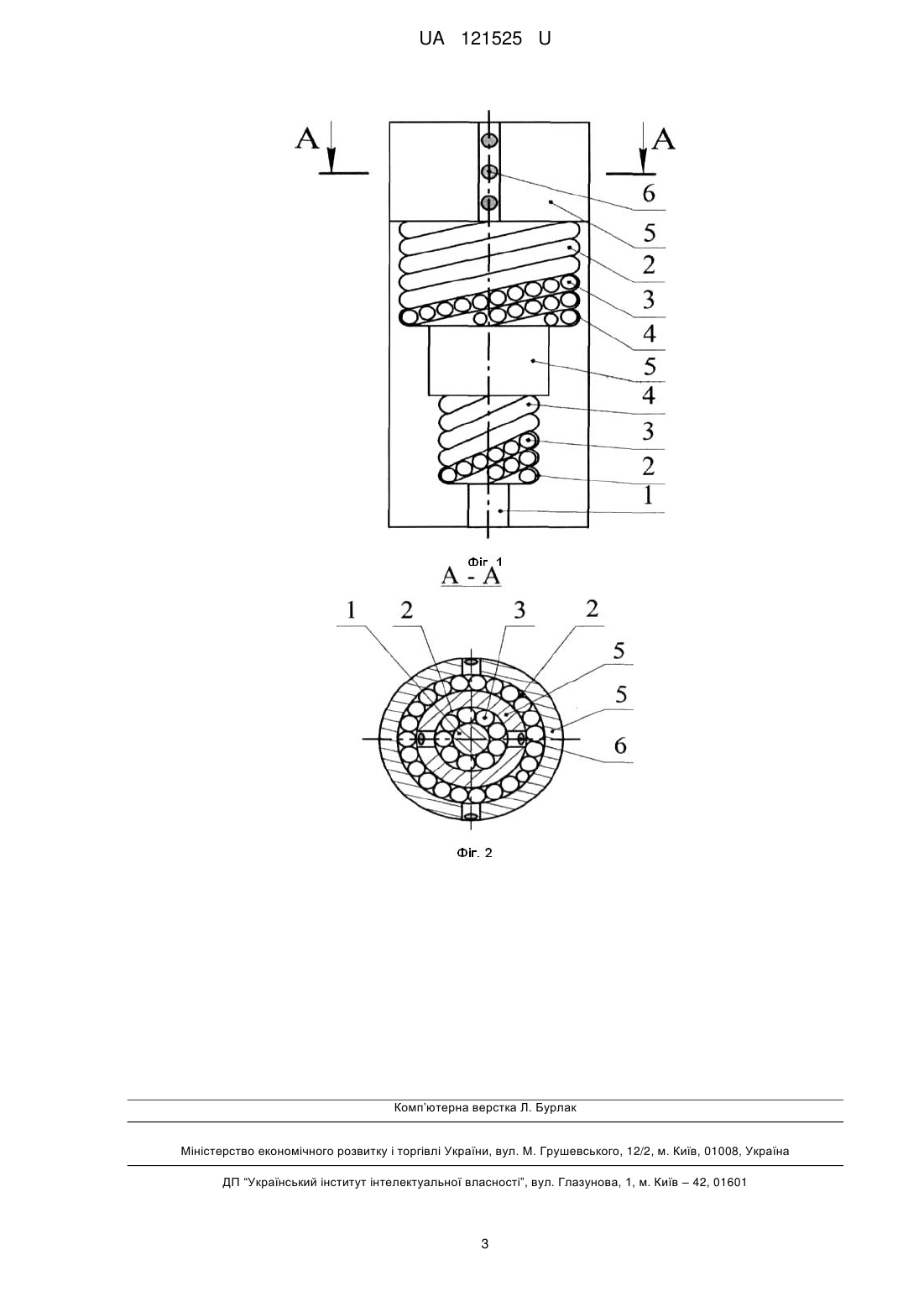
Реферат: Витратний електрод для одержання зливка складнолегованого сплаву за допомогою електрошлакового переплаву, містить твердосплавні вставки. Витратний електрод виконаний у вигляді центрального циліндричного стрижня. Твердосплавними вставками є шари зернопорошкового дроту, намотаного по гвинтовій лінії на згаданий центральний циліндричний стрижень, які чергуються з циліндричними шарами кільцевих металевих обичайок і зв'язані між собою пресуванням. UA 121525 U (12) UA 121525 U UA 121525 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі електрометалургії, а саме до конструкції витратних електродів, які виконані з різних марок сталі, сплавів і твердосплавних зерен, і можуть бути використані при електрошлаковому переплаві. Відомим аналогом є порошковий пластинчастий електрод для електрошлакової наплавки, що складається з оболонки, яка виготовлена з двох пластин листової сталі, до яких з внутрішньої сторони приварено два дроти. Простір між пластинами заповнений порошком. [Шварцер А.Я. Порошковый пластинчатый електрод для електрошлаковой наплавки / А.Я. Шварцер, И.Я. Голуб, Г.В. Луговая // Автоматическая сварка. - 1962. - № 11. - с. 71-76.]. Основним недоліком аналога є те, що як бокові сторони електрода використовують дріт, який при переплаві буде розчинятися в основному металі і, як наслідок, призведе до зміни хімічного складу. Тому для досягнення необхідного хімічного складу сталей виникає потреба додаткового легування шихти. Відомим аналогом є витратний електрод для одержання зливка складнолегованного сплаву методом переплавлення в кристалізаторі, що включає циліндричну заготовку з металу-основи сплаву з діаметром, що дорівнює діаметру витратного електрода, який відрізняється тим, що у циліндричній заготовці виконані некрізні отвори, в які вкладено чисті легуючі елементи або їх лігатури, і загальний об'єм цих отворів перевищує об'єм легуючих елементів або їх лігатур, причому на частині довжини заготовки L, при переплавленні якої в кристалізаторі підтримана стаціонарна глибина ванни розплаву Н, некрізні отвори в витратному електроді виконано рівномірно по висоті і колу горизонтальними рядами, число яких вибрано з співвідношення L/H, а на частині довжини циліндричної заготовки, при переплавленні якої в кристалізаторі глибина ванни розплаву не стаціонарна, некрізні отвори у витратному електроді виконано рівномірно розміщеними в один або декілька рядів по вертикальній твірній і відстань між отворами вибрана експериментально з умови забезпечення рівномірного розподілу легуючого елемента або лігатури по об'єму частини зливка, що формований з цієї частини довжини циліндричної заготовки. Крім того, некрізні отвори можуть бути заповнені легуючими елементами або їх лігатурами і закупорені пробками з металу-основи сплаву, які містять канали для виходу повітря при його вакуумуванні. Крім того, некрізні отвори можуть бути нахилені у бік нижньої частини циліндричної заготовки і рівномірно розподілені по гвинтовій твірній на поверхні циліндричної заготовки [Патент України № 90377, С22В 9/16, 2010]. Недоліки аналога є те, що при його виробництві використовується дороге і складне обладнання. Виготовлення некрізних отворів, особливо під кутом, трудомістка і вартісна операція. Крім того, обмеженість довжини некрізних отворів приводить до того, що центр витратного електрода недостатньо піддається легуванню в порівнянні з бічною поверхнею електрода, тобто, не забезпечується рівномірність розподілу легуючих елементів по довжині і перетину зливка. Найближчим аналогом до корисної моделі є витратний електрод для електрошлакової тигельної плавки і лиття металів та сплавів, набраний з відпрацьованого інструменту: бурових корон, фрез, різців, що містить твердосплавні вставки, який відрізняється тим, що твердосплавні вставки розміщені щонайменше на одному горизонтальному рівні, причому торці інструменту з твердосплавними вставками орієнтовано у бік інвентарної головки і зварені між собою. Крім того, вісь кожного інструмента у складі електрода може бути розташована під кутом 0-20° до вертикалі [Патент України № 21646, С21С 5/00, 2006]. Недоліками найближчого аналога є те, що при його виробництві використовується дороге і складне обладнання. Виготовлення витратного електроду з відпрацьованого інструменту: бурових корон, фрез, різців, що містить твердосплавні вставки, дуже трудомістка операція, за рахунок набирання окремих елементів відпрацьованого інструменту на одному горизонтальному рівні і підкутом до вертикалі. Крім того відомий витратний електрод має різні механічні характеристики, різну теплопровідність, температурою плавлення, та неоднорідний хімічний склад в різних точках об'єму зливка, що не дозволяє додержуватися постійного режиму плавлення. В основу корисної моделі поставлена задача вдосконалити конструкцію витратного електроду шляхом використання нових твердосплавних вставок, які забезпечать рівномірний розподіл легуючих елементів по об'єму зливка, що призведе до підвищення його якості при одночасному спрощенні технологічного процесу, внаслідок чого знизиться трудомісткість його виготовлення. Поставлена задача вирішується тим, що витратний електрод для одержання зливка складнолегованого сплаву шляхом електрошлакового переплаву, що містить твердосплавні вставки, згідно з корисною моделлю, витратний електрод виконаний у вигляді центрального циліндричного стрижня, а твердосплавними вставками є шари зерно-порошкового дроту, 1 UA 121525 U 5 10 15 20 25 30 35 намотаного по гвинтовій лінії на згаданий центральний циліндричний стрижень, які чергуються з циліндричними шарами кільцевих металевих обичайок і зв'язані між собою пресуванням. Поступове формування витратного електрода чергуванням циліндричних шарів зернопорошкового дроту та циліндричних шарів металевих обичайок забезпечує рівномірний розподіл твердосплавних вставок по об'єму зливка, а це дозволяє витримувати постійний режим плавлення витратного електрода і забезпечує при переплаві отримання якісного зливка, в якому рівномірно розподілені по об'єму легуючі елементи. Корисна модель пояснюється кресленнями, де на фіг. 1 показано запропонований витратний електрод, на фіг. 2 - розріз по А - А конструкції витратного електрода, представленого на фіг. 1. Витратний електрод містить центральний циліндричний стрижень 1, на який по гвинтовій лінії намотаний зерно-порошковий дріт 2, що складається з твердосплавних зерен 3 в оболонці 4. Дві півобичайки 5, закріплені дуговим прихватом 6, охоплюють шар намотаного зерно-порошкового дроту 2. Отримана конструкція ущільнюється пресуванням. Нарощення на отриману конструкцію чергових шарів зерно-порошкового дроту та обичайок дозволяє отримувати необхідний діаметр витратного електрода. Приклад Для експериментальної перевірки пропонованої корисної моделі виготовляли циліндричний стрижень зі сталі 12 × 18Н10Т діаметром 30 мм та довжиною 1000 мм. На нього намотували зерно-порошковий дріт діаметром 3,5 мм з зернами карбіду вольфраму діаметром 1,6-2,5 мм. Як порошок використовували самофлюсуючий зносостійкий порошок СНГН-55. На шар намотаного зерно-порошкового дроту напресовували металеву обичайку. На отриману обичайку знову намотували шар зерно-порошкового дроту. Процес нарощування шарів, що чергуються, продовжували до тих пір, поки не отримали зовнішнього діаметра витратного електрода 250 мм. Отриманий витратний електрод переплавляли методом електрошлакової технології на печі А-550 у мідний водоохолоджуваний кристалізатор за наступними параметрами режиму: напруга U=36 В, струм І=600-700 А, швидкість подачі витратного електрода v=0,05 м /хв. Аналіз результатів дослідження показав, що у отриманому зливку твердосплавні вставки рівномірно розподілені по об'єму зливка у вигляді концентричних кіл. Параметри режиму змінювались у межах допустимих, на поверхні на поверхні відливки дефектів не було, а хімічний склад отриманого зливка однорідний по всієї довжині. Таким чином, запропонований витратний електрод забезпечує формування зливка з рівномірним розподілом легуючих елементів та твердосплавних зерен по довжині і перерізу зливка, що дозволяє одержати зливок з покращеними фізико-механічними характеристиками твердістю та зносостійкістю, при одночасному зниженні трудомісткості його виготовлення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Витратний електрод для одержання зливка складнолегованого сплаву за допомогою електрошлакового переплаву, що містить твердосплавні вставки, який відрізняється тим, що витратний електрод виконаний у вигляді центрального циліндричного стрижня, а твердосплавними вставками є шари зерно-порошкового дроту, намотаного по гвинтовій лінії на згаданий центральний циліндричний стрижень, які чергуються з циліндричними шарами кільцевих металевих обичайок і зв'язані між собою пресуванням. 2 UA 121525 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C22C 1/02, H05B 7/07, C22B 9/18
Мітки: одержання, складнолегованного, допомогою, зливка, сплаву, електрошлакового, переплаву, електрод, витратний
Код посилання
<a href="https://ua.patents.su/5-121525-vitratnijj-elektrod-dlya-oderzhannya-zlivka-skladnolegovannogo-splavu-za-dopomogoyu-elektroshlakovogo-pereplavu.html" target="_blank" rel="follow" title="База патентів України">Витратний електрод для одержання зливка складнолегованного сплаву за допомогою електрошлакового переплаву</a>
Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі
Номер патенту: 90377
Опубліковано: 26.04.2010
Автори: Кравчук Леонід Адріанович, Чернявський Вадим Борисович, Ладохін Сергій Васильович, Шмігідін Віктор Григорович, Лапшук Тамара Володимирівна, Гладков Андрій Сергійович
МПК: C22B 9/18, H05H 1/26, H05B 3/02, H05B 3/42, C22C 1/10, H05B 3/10, C22C 1/02, H05B 7/20, H05B 7/07, H05B 3/40, C22C 1/03, H05B 3/12, C22B 9/16, C22B 4/00, H05B 7/06
Мітки: електрод, зливка, одержання, методом, переплавлення, кристалізаторі, складнолегованого, витратний, сплаву
Формула / Реферат:
1. Витратний електрод для одержання зливка складнолегованого сплаву методом переплавлення в кристалізаторі, що включає циліндричну заготовку з металу-основи сплаву з діаметром, що дорівнює діаметру витратного електрода, який відрізняється тим, що у циліндричній заготовці виконані некрізні отвори, в які вкладено чисті легуючі елементи або їх лігатури, і загальний об'єм цих отворів перевищує об'єм легуючих елементів або їх лігатур, причому на...
Витратний електрод

Номер патенту: 21646
Опубліковано: 15.03.2007
Автори: Мельник Віталій Іванович, Богаченко Олексій Георгійович, Мельник Василь Іванович, Жадкевич Михайло Львович, Бурлика Анатолій Пилипович, Пак Валерій Михайлович, Карий Михайло Олександрович, Галініч Володимир Іларіонович, Бурлика Євген Анатолійович
МПК: B23K 25/00, C21C 5/00
Формула / Реферат:
1. Витратний електрод для електрошлакової тигельної плавки і лиття металів та сплавів, набраний з відпрацьованого інструменту: бурових коронок, фрез, різців, що містить твердосплавні вставки, який відрізняється тим, що твердосплавні вставки розміщені щонайменше на одному горизонтальному рівні, причому торці інструменту з твердосплавними вставками орієнтовано у бік інвентарної головки і зварені між собою.2. Витратний електрод за...
Спосіб електрошлакового переплаву
Номер патенту: 119446
Опубліковано: 25.09.2017
Автори: Котляров Микола Сергійович, Середа Борис Петрович, Таран Єлизавета Сергійовна, Яковлєв Павло Костянтинович, Камель Георгій Іванович, Руденко Роман Артурович, Куликовський Руслан Анатолійович
МПК: B22D 11/04, C22B 9/18
Мітки: переплаву, електрошлакового, спосіб
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратного електрод і плавлення згаданого витратного електрода зі створенням металевої ванни, який відрізняється тим, що як витратний електрод використовують заздалегідь виготовлений пакет з окремих пластин, між якими знаходяться стільникові елементи, у вічках яких розміщують...
Витратний порошковий електрод для електрошлакової технології

Номер патенту: 50756
Опубліковано: 25.06.2010
Автори: Капустян Олексій Євгенович, Петрашов Олександр Сергійович, Попов Веніамін Степанович, Білоник Ігор Методійович
МПК: B23K 35/00
Мітки: електрошлакової, електрод, витратний, технології, порошковий
Формула / Реферат:
Витратний порошковий електрод для електрошлакової технології, який складається з металевої оболонки та шихти, який відрізняється тим, що оболонка виготовлена у вигляді металевого короба П-подібної форми і металевої пластини, та в оболонці по всій довжині розташована змієвидна стрічка.
Спосіб електрошлакового переплаву
Номер патенту: 55470
Опубліковано: 15.04.2003
Автори: Федоровський Борис Борисович, Медовар Борис Ізраїльович, Ус Василь Іванович, Шевченко Віталій Юхимович, Медовар Лев Борисович, Цикуленко Анатолій Костянтинович, Саєнко Володимир Якович, Чернець Олександр Владиславович, Патон Борис Євгенович, Ланцман Ізраїль Абович
МПК: B22D 23/00, B22D 11/04, C22B 9/18, B22D 19/16
Мітки: спосіб, переплаву, електрошлакового
Формула / Реферат:
Спосіб електрошлакового переплаву, що включає під’єднання струмопідвідного кристалізатора і витратного електрода до джерел живлення по двоконтурній схемі, подавання живлення на кристалізатор і наведення шлакової ванни у кристалізаторі, введення у шлакову ванну витратного електрода уздовж вертикальної осі кристалізатора, подавання живлення на згаданий витратний електрод і плавлення згаданого витратного електрода зі створенням металевої ванни,...
Попередній патент: Спосіб діагностики розвитку атеросклерозу
Наступний патент: Диференціатор привода робочого обладнання
Випадковий патент: Спосіб прогнозування неконтрольованого перебігу бронхіальної астми у дітей шкільного віку