Спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь
Номер патенту: 121637
Опубліковано: 11.12.2017
Автори: Джемелінський Віталій Васильович, Данилейко Олександр Олександрович, Лесик Дмитро Анатолійович
Формула / Реферат
Спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь, при якому здійснюють при визначених температурах нагрівання суміщеною термічною дією лазерного променя та деформаційною динамічною дією ультразвукового інструменту або статичною дією деформаційного інструменту, розміщеного на визначеній відстані від зони дії сканувального лазерного променя, який відрізняється тим, що процес лазерного легування здійснюють сканувальним лазерним променем з підтриманням постійної температури нагрівання лазерним пірометром, а процес інтенсивного поверхнево-пластичного деформування проводять однобойковим динамічним інструментом у вигляді ролика або багатобойковим динамічним інструментом із сімома деформуючими ударниками та статичним інструментом.
Текст
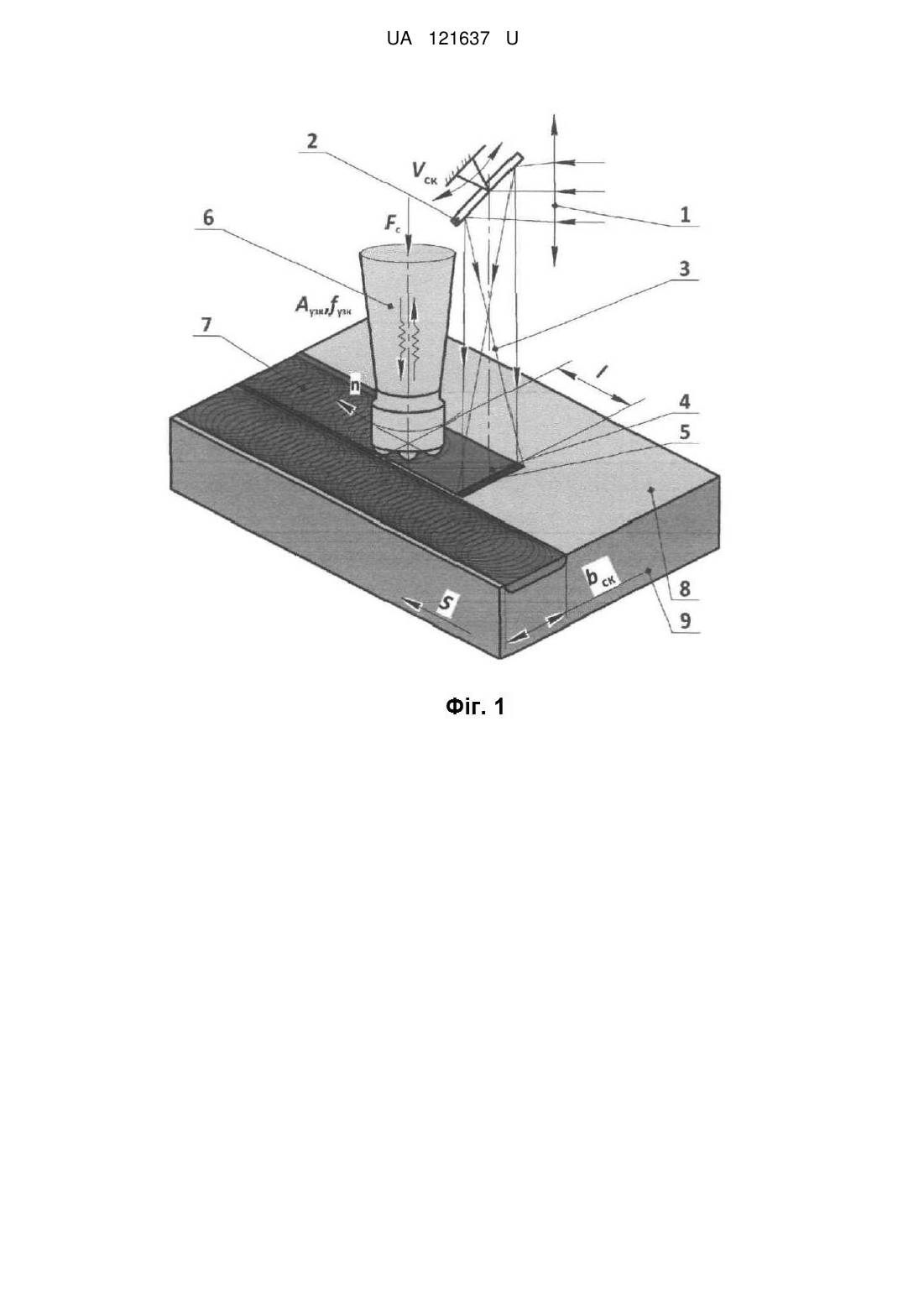
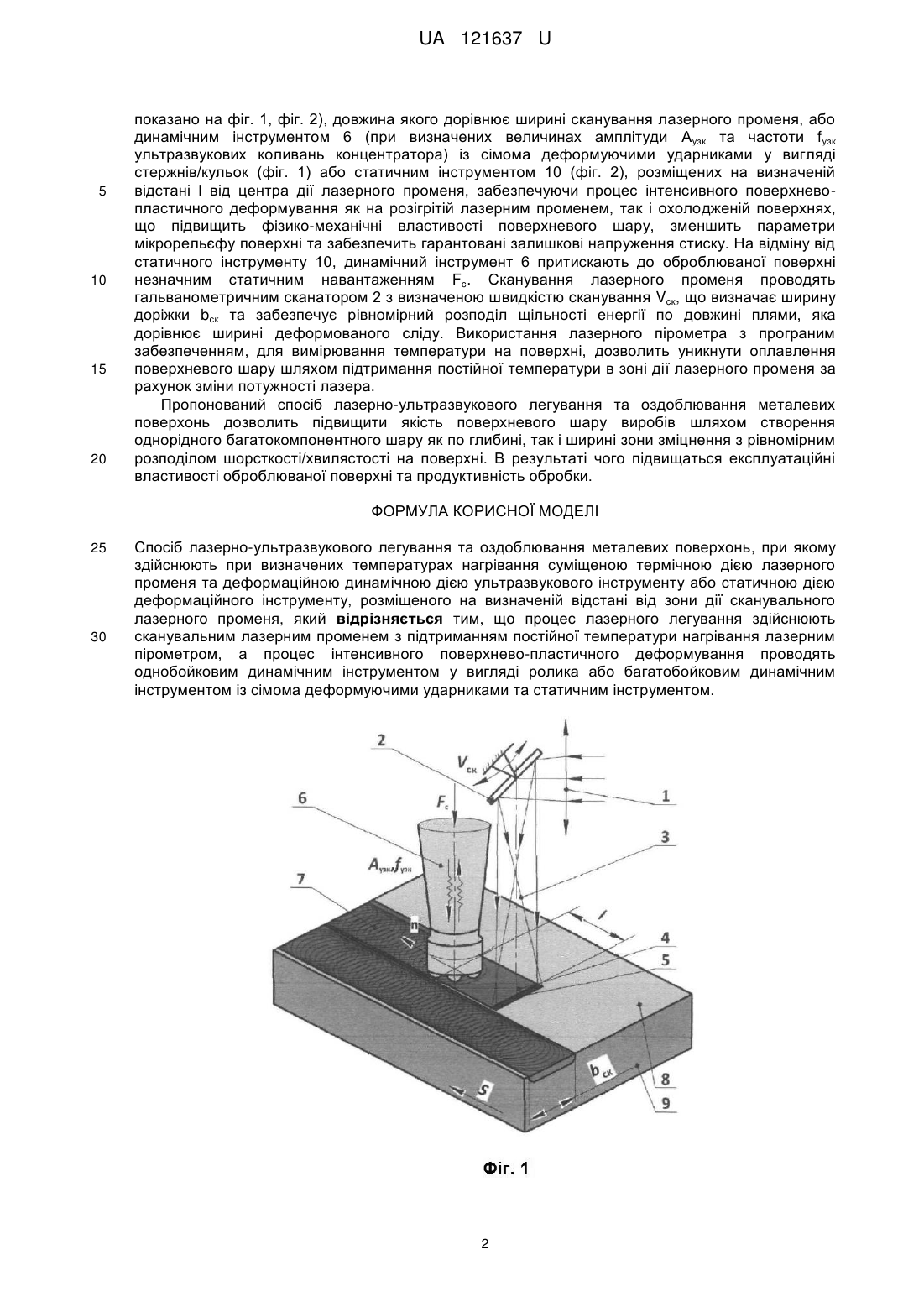
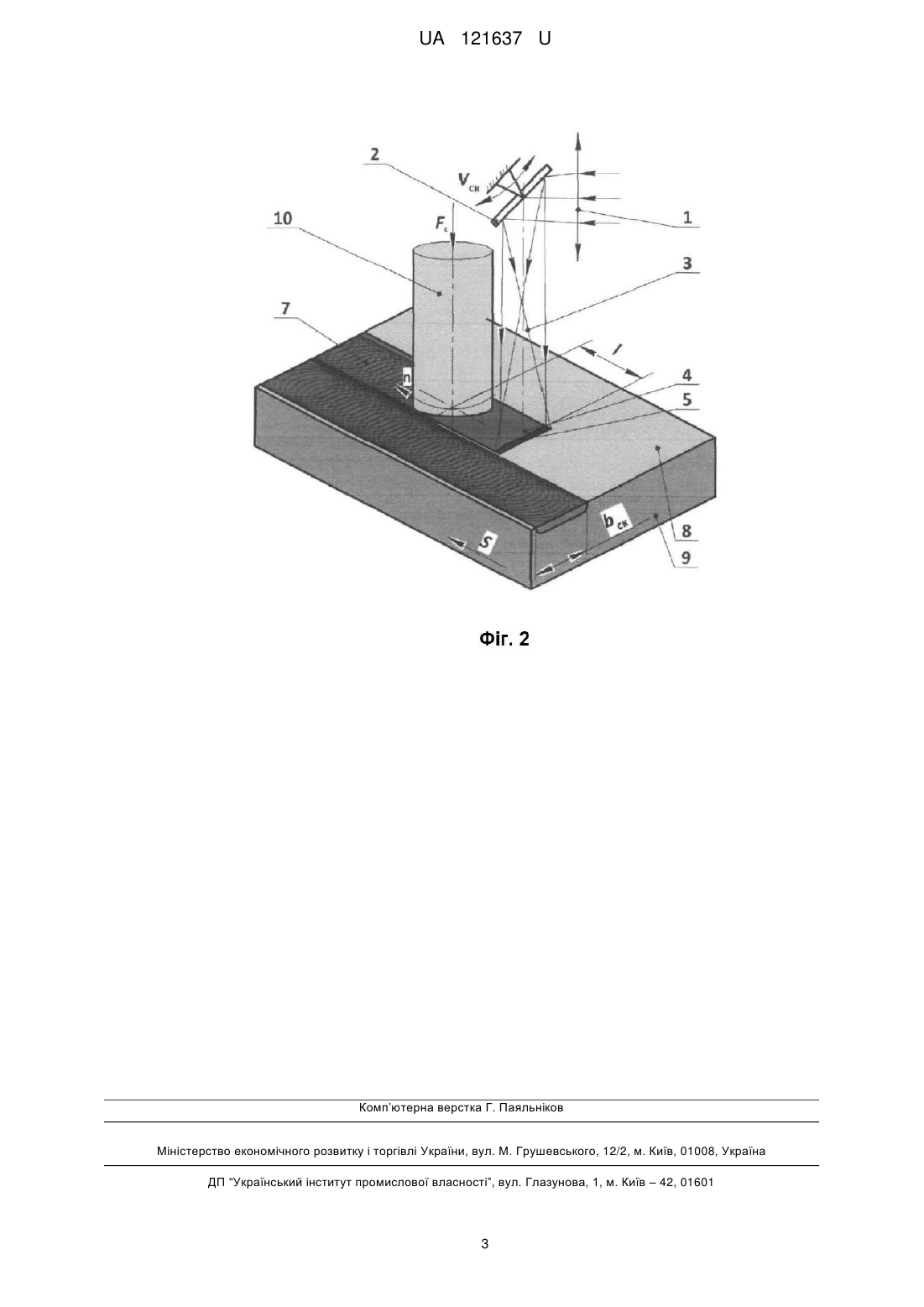
Реферат: Заявлений спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь, при якому здійснюють при визначених температурах нагрівання суміщеною термічною дією лазерного променя та деформаційною динамічною дією ультразвукового інструменту або статичною дією деформаційного інструменту, розміщеного на визначеній відстані від зони дії сканувального лазерного променя. Процес лазерного легування здійснюють сканувальним лазерним променем з підтриманням постійної температури нагрівання лазерним пірометром. Процес інтенсивного поверхнево-пластичного деформування проводять однобойковим динамічним інструментом у вигляді ролика або багатобойковим динамічним інструментом із сімома деформуючими ударниками та статичним інструментом. UA 121637 U (12) UA 121637 U UA 121637 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонований спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь належить до поверхневої обробки металів та їх сплавів з використанням лазерного легування та поверхнево-пластичного деформування динамічними (статичними) інструментами шляхом зміни хімічного складу поверхневого шару та формування регулярного мікрорельєфу на оброблюваних поверхнях, які працюють в екстремальних умовах та може бути використаний в галузі машинобудуванні. Відомий спосіб багатокомпонентного лазерного легування, який включає насичення легуючими елементами поверхневих шарів матеріалу шляхом оплавлення твердофазних покриттів випромінюванням оптичних квантових генераторів, який відрізняється тим, що твердофазне покриття наносять послідовно двома шарами з хімічно-осадженого сплаву нікельфосфор і порошкового покриття з легуючих елементів [Патент UA №72098 U, МПК В23К 26/00, опубл. 10.08.2012 р., Бюл. №15]. Недоліком даного способу є утворення залишкових напружень розтягу в приповерхневих шарах матеріалу, а також низька якість на оброблюваній поверхні (параметри шорсткості та хвилястості не відповідають бажаним величинам) внаслідок оплавлення поверхневого шару. Найбільш близьким до пропонованої корисної моделі за технічною суттю та ефектом, який може бути досягнутий - є комбінований спосіб лазерно-механічного легування та оздоблювання металевих поверхонь, в якому попередньо нанесений шар легуючих елементів, нагрівають СО 2 лазером безперервної дії вище температури плавлення, лазерним променем, сфокусованим в пляму круглої форми, при низькочастотному переміщенні оброблюваної поверхні деталі, що одночасно деформують її на визначеній відстані як на розігрітій лазерним променем, так і охолодженій поверхнях динамічним інструментом із вісьмома деформаційними ударниками, розміщеними у два ряди [J. Radziejewska, Application of laser-burnishing treatment for improvement of surface layer properties, CO2 Laser-Optimisation and Application 202 (2012) 9-274]. Основним недоліком зазначеного способу є низька питома кількість ударів на модифіковану площу поверхні деформаційними ударниками та низька продуктивність процесу обробки внаслідок невеликих термічних та деформаційних зон впливу, а також відсутність контролю температури нагрівання в зоні дії лазерного променя, значні зусилля навантаження деформаційного інструменту та складність реалізації даного комбінованого способу в умовах виробництва. В основу корисної моделі поставлена задача вдосконалення способу лазерноультразвукового легування та оздоблювання металевих поверхонь шляхом суміщеної дії сканувального лазерного випромінювання та деформаційного динамічного або статичного інструменту, що підвищить фізико-механічні властивості поверхневого шару та поліпшить мікрорельєф поверхні, а також збільшить продуктивність процесу обробки. Поставлена задача вирішується тим, що спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь здійснюють при визначених температурах нагрівання суміщеною термічною дією лазерного променя та деформаційною динамічною дією ультразвукового інструменту або статичною дією деформаційного інструменту, розміщеного на визначеній відстані від зони дії сканувального лазерного променя. Згідно з пропонованою корисною моделлю, процес лазерного легування здійснюють сканувальним лазерним променем з підтриманням постійної температури нагрівання лазерним пірометром, а процес інтенсивного поверхнево-пластичного деформування проводять однобойковим динамічним інструментом у вигляді ролика або багатобойковим динамічним інструментом із сімома деформуючими ударниками та статичним інструментом. Суть пропонованої корисної моделі пояснюється кресленням, де: 1 - фокусуюча лінза, 2 гальванометричний сканатор, 3 - сканувальний лазерний промінь, 4 - модифікована поверхня лазерним променем, 5 - ванна розплаву, 6 - динамічним інструмент, 7 – зміцнена та оздоблювана поверхня лазерним променем та багатобойковим наконечником, 8 – попередньо легована поверхня, 9 – деталь, 10 - статичний інструмент. Пропонований спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь реалізується наступним чином. Поверхневий шар оброблюваної деталі 9, яку переміщують з визначеною швидкістю S, нагрівають сканувальним лазерним променем 3 вище температури плавлення матеріалу шляхом вимірювання та контролю температури на поверхні відповідно лазерним пірометром (не показано на фіг. 1, фіг. 2) та програмним забезпеченням, що формує ванну розплаву 5 прямокутної форми, в яку подають вдуванням порошкові матеріали з легуючими елементами транспортуючим газом (не показано на фіг. 1, фіг. 2) або попередньо наносять поверхневий шар з легуючими елементами 8 на оброблювану поверхню. А потім в процесі охолодження деформують легований шар однобойковим динамічним інструментом у вигляді ролика (не 1 UA 121637 U 5 10 15 20 показано на фіг. 1, фіг. 2), довжина якого дорівнює ширині сканування лазерного променя, або динамічним інструментом 6 (при визначених величинах амплітуди Аузк та частоти fузк ультразвукових коливань концентратора) із сімома деформуючими ударниками у вигляді стержнів/кульок (фіг. 1) або статичним інструментом 10 (фіг. 2), розміщених на визначеній відстані l від центра дії лазерного променя, забезпечуючи процес інтенсивного поверхневопластичного деформування як на розігрітій лазерним променем, так і охолодженій поверхнях, що підвищить фізико-механічні властивості поверхневого шару, зменшить параметри мікрорельєфу поверхні та забезпечить гарантовані залишкові напруження стиску. На відміну від статичного інструменту 10, динамічний інструмент 6 притискають до оброблюваної поверхні незначним статичним навантаженням Fc. Сканування лазерного променя проводять гальванометричним сканатором 2 з визначеною швидкістю сканування Vcк, що визначає ширину доріжки bск та забезпечує рівномірний розподіл щільності енергії по довжині плями, яка дорівнює ширині деформованого сліду. Використання лазерного пірометра з програним забезпеченням, для вимірювання температури на поверхні, дозволить уникнути оплавлення поверхневого шару шляхом підтримання постійної температури в зоні дії лазерного променя за рахунок зміни потужності лазера. Пропонований спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь дозволить підвищити якість поверхневого шару виробів шляхом створення однорідного багатокомпонентного шару як по глибині, так і ширині зони зміцнення з рівномірним розподілом шорсткості/хвилястості на поверхні. В результаті чого підвищаться експлуатаційні властивості оброблюваної поверхні та продуктивність обробки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь, при якому здійснюють при визначених температурах нагрівання суміщеною термічною дією лазерного променя та деформаційною динамічною дією ультразвукового інструменту або статичною дією деформаційного інструменту, розміщеного на визначеній відстані від зони дії сканувального лазерного променя, який відрізняється тим, що процес лазерного легування здійснюють сканувальним лазерним променем з підтриманням постійної температури нагрівання лазерним пірометром, а процес інтенсивного поверхнево-пластичного деформування проводять однобойковим динамічним інструментом у вигляді ролика або багатобойковим динамічним інструментом із сімома деформуючими ударниками та статичним інструментом. 2 UA 121637 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 103/00, B23K 26/352, C21D 10/00
Мітки: спосіб, поверхонь, легування, металевих, оздоблювання, лазерно-ультразвукового
Код посилання
<a href="https://ua.patents.su/5-121637-sposib-lazerno-ultrazvukovogo-leguvannya-ta-ozdoblyuvannya-metalevikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерно-ультразвукового легування та оздоблювання металевих поверхонь</a>
Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми
Номер патенту: 119671
Опубліковано: 10.10.2017
Автори: Джемелінський Віталій Васильович, Данилейко Олександр Олександрович, Лесик Дмитро Анатолійович
МПК: C21D 10/00, B23K 26/08, B24B 39/00
Мітки: форми, поверхонь, установка, оздоблювання, лазерного, великогабаритних, складної, термодеформаційного, зміцнення, деталей
Формула / Реферат:
1. Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми, що має волоконний або діодний лазер з оптоволоконним світлопроводом та сканатором, а також деформуючий інструмент, реалізовується за суміщеною схемою, при визначених температурах нагрівання та охолодження, яка відрізняється тим, що траєкторія переміщення лазерного променя з підтриманням постійної температури при...
Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 108522
Опубліковано: 25.07.2016
Автори: Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович, Хижевський Василь Володимирович
МПК: C21D 10/00
Мітки: обробки, деталей, оздоблювально-зміцнювальної, поверхонь, спосіб
Формула / Реферат:
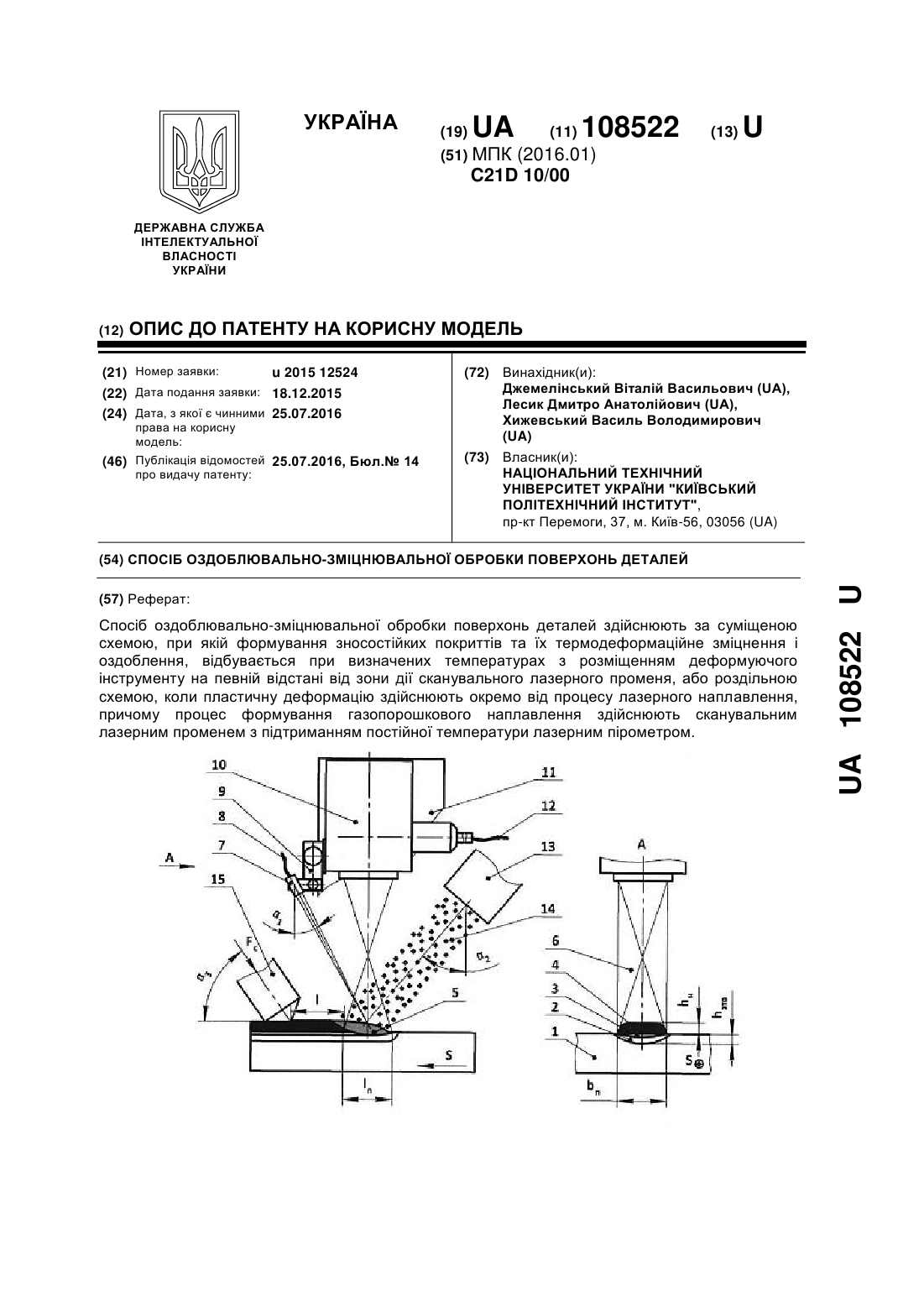
1. Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення, відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення, який...
Спосіб збільшення поверхонь теплообміну та активних поверхонь металевих елементів, зокрема із поверхнями теплообміну
Номер патенту: 103770
Опубліковано: 25.11.2013
Автор: Грабас Богуслав
МПК: F28F 13/18, C21D 9/08, F28F 1/16, F28F 1/10, F28F 1/12, C21D 8/10, B23K 26/00, C21D 1/04, F28F 1/26
Мітки: металевих, теплообміну, спосіб, зокрема, поверхонь, елементів, поверхнями, активних, збільшення
Формула / Реферат:
1. Спосіб збільшення поверхонь теплообміну та активних поверхонь металевих елементів, зокрема із поверхнями теплообміну, який відрізняється тим, що збільшують поверхню теплообміну елементів, виготовлених з металу та металевих сплавів, за рахунок переплавлення поверхні в присутності парового каналу з одночасною дією вібрації на елемент, який переплавляють.2. Спосіб за п. 1, який відрізняється тим, що параметри вібрації однакові в...
Спосіб лазерно-ультразвукової фінішної обробки

Номер патенту: 80089
Опубліковано: 13.05.2013
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович, Лесик Дмитро Анатолійович
МПК: B24B 39/04
Мітки: фінішної, лазерно-ультразвукової, обробки, спосіб
Формула / Реферат:
1. Спосіб лазерно-ультразвукової фінішної обробки, при якому одночасно нагрівається поверхневий шар деталі лазерним випромінюванням, яке фокусується лінзою та об'ємом прозорої деформуючої кулі в пляму визначеного діаметра в місці її контакту з оброблюваною поверхнею деталі, який відрізняється тим, що термодеформаційну оздоблювально-зміцнювальну обробку здійснюють суміщеною тепловою дією лазерного випромінювання, сфокусованого спеціальною...
Спосіб розкислення та легування металевих розплавів
Номер патенту: 101033
Опубліковано: 25.08.2015
Автори: Бойченко Борис Михайлович, Лантух Олександр Сергійович, Нізяєв Костянтин Георгійович, Стоянов Олександр Миколайович, Дацій Маргарита Анатоліївна, Молчанов Лавр Сергійович
МПК: C21C 7/06
Мітки: спосіб, легування, розплавів, металевих, розкислення
Формула / Реферат:
Спосіб розкислення та легування металевих розплавів феросплавами з високим окислювальним потенціалом базового елемента, який передбачає використання феросплавів дрібних фракцій з розміром шматків 10-40 мм, що вводять на поверхню розплаву в попередньо сформованій шлаковій оболонці товщиною 10-20 мм, при цьому масове співвідношення феросплав/шлак знаходиться в межах 1:(0,2-06), який відрізняється тим, що феросплави вводять попередньо нагрітими...
Попередній патент: Спосіб діагностики розвитку атеросклерозу
Наступний патент: Спосіб діагностики розвитку атеросклерозу
Випадковий патент: Вимірювач кутових величин