Спосіб точного литва металів
Номер патенту: 122696
Опубліковано: 25.01.2018
Автори: Філімонов Володимир Григорович, Воробйова Любов Миколаївна, Рудковський Михайло Борисович, Мельник Марина Михайлівна, Власенко Володимир Миколайович

Формула / Реферат
1. Спосіб точного литва металів, що полягає в тому, що спочатку визначають номенклатуру металів і їх відсоток у вазі сплаву, потім проектують ливарну форму, з урахуванням передбачуваної усадки об'єму відливання, і на завершення виготовляють форму та проводять литво, який відрізняється тим, що при проектуванні форми відсоток усадки відливки визначають згідно з формулою:
 ,
,
де
![]() - порядковий номер металу у сплаві;
- порядковий номер металу у сплаві;
![]() - кількість металів у сплаві;
- кількість металів у сплаві;
![]() - відсоток і-того металу у сплаві
- відсоток і-того металу у сплаві ![]() ;
;
![]() - питома вага і-того металу у сплаві,
- питома вага і-того металу у сплаві,
і на завершення виготовляють форму та виконують ливарні роботи.
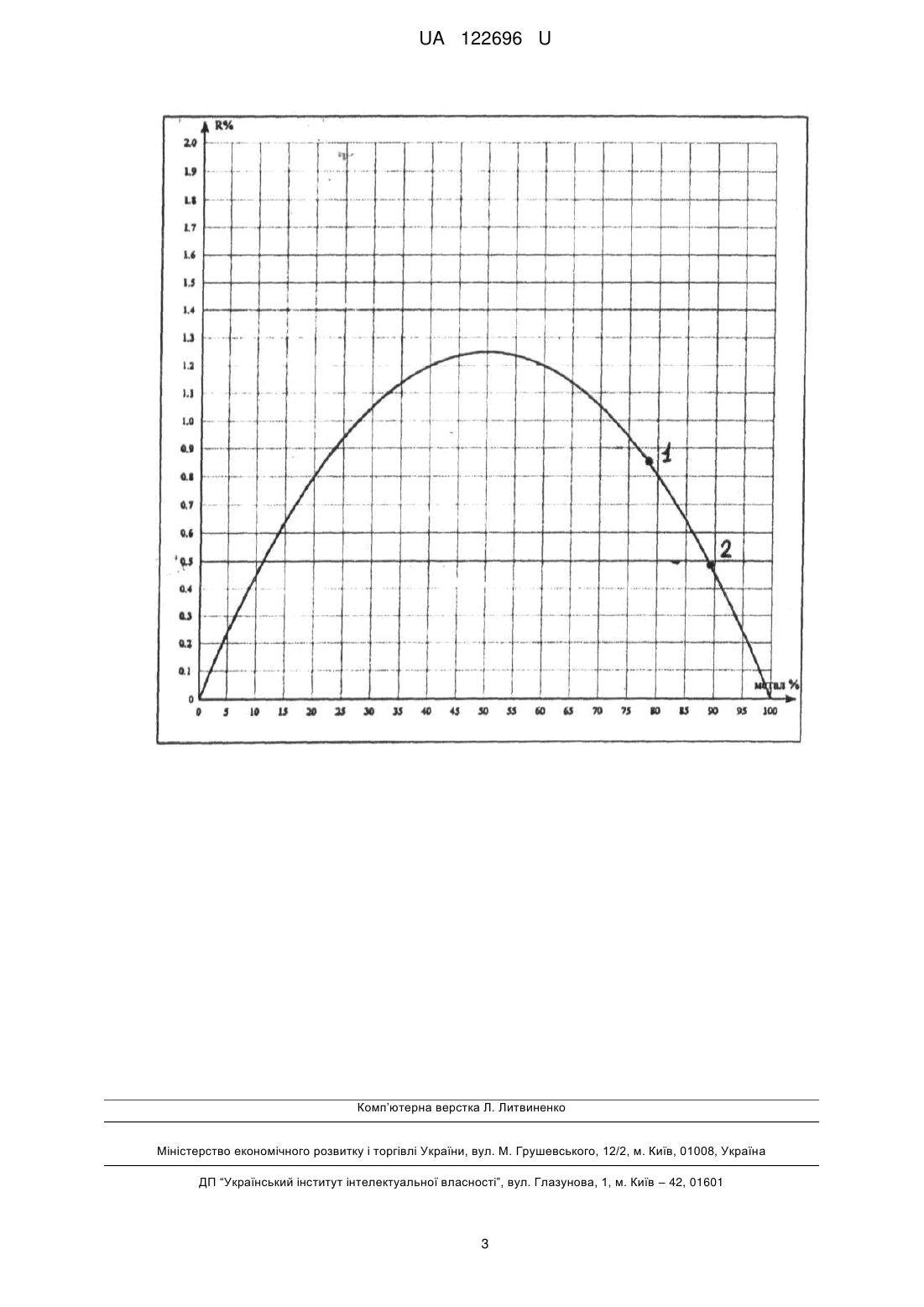
2. Спосіб точного литва металів за п. 1, який відрізняється тим, що після визначення номенклатури металів в двокомпонентному сплаві задають діапазон коливань їх відсотків у вазі сплаву, потім за допомогою формули будують графік залежності відсотка усадки об'єму від можливого відсотку кожного металу у сплаві, після чого за графіком визначають діапазон коливання відсотку усадки об'єму для заданих діапазонів коливань відсотків металів у вазі сплаву, потім, з урахуванням визначеного коливання усадки об'єму відливання, проектують ливарну форму.
Текст
Реферат: Спосіб точного литва металів полягає в тому, що спочатку визначають номенклатуру металів і їх відсоток у вазі сплаву, потім проектують ливарну форму, з урахуванням передбачуваної усадки об'єму відливання, і на завершення виготовляють форму та виконують литво. При цьому при проектуванні форми спочатку визначають відсоток усадки відливки згідно з формулою: 2 R 10 1 104 %, n ai a i i i i 1 n i 1 де i - порядковий номер металу у сплаві; n - кількість металів у сплаві; ai - відсоток і-того металу у сплаві (ai an 100 %) ; i - питома вага і-того металу у сплаві. UA 122696 U (12) UA 122696 U UA 122696 U 5 10 15 20 25 30 35 Корисна модель належить до ливарних технологій отримання сплавів різних металів і може бути використана для підвищення точності ливарного процесу. Існують загальновідомі способи отримання сплавів металів з різними відсотковими частинами компонентів. Одним з найвідоміших прикладів контролю складу сплава є порядок дій Архімеда [1] при визначенні складу корони з золота та срібла, яку замовив ювеліру царь Гиерон II. Оригінальність рішення, яке використав Архімед, не позбавило його від похибки в остаточній відповіді, тому що ним не було прийнято до уваги те, що сплав металів має об'єм менший, ніж сума об'ємів складових частин на величину усадки сплаву в ході литва. Відомий спосіб [2], більш пізнього часу, який пропонує розрахунок величини усадки сплаву здійснювати шляхом досить трудомістких експериментів з визначенням шляхом численних вимірів реальних значень зменшення об'єму сплаву при різних відсоткових частинах металів у сплаві. Цей спосіб дає більш точну відповідь, але значно підвищує складність робіт при проектуванні ливарної форми. Недоліком такого способу є звуження технологічних можливостей при необхідності визначення усадки сплавів зі значною кількістю складових металів. Також зроблений зовсім невірний висновок відносно того, що сплав золота з міддю зовсім не має об'ємної усадки. Найбільш близьким за технічною суттю і результатом, що досягається в корисній моделі, є спосіб [3] точного литва металів, що полягає в тому, що спочатку визначають номенклатуру металів і їх відсоткову участь у вазі сплаву, потім проектують ливарну форму, з урахуванням передбачуваної усадки об'єму відливки, і на завершення виготовляють форму та проводять литво. Для отримання литва найбільш точного по конфігурації до готового виробу в способі приводяться діапазони можливих відсотків усадок об'єму для різних сплавів, або даються формули, до яких входять коефіцієнти, які підлягають експериментальному визначенню. Недоліком такого способу є звуження технологічних можливостей та зростання трудомісткості при необхідності точного визначення відсотка усадки об'єму для сплавів металів великої кількості. Задача корисної моделі полягає в розширенні його технологічних можливостей та зниженні трудомісткості реалізації способу. Поставлена задача вирішується тим, що способі точного литва металів, який полягає в тому, що спочатку визначають номенклатуру металів і їх відсоток у вазі сплаву, потім проектують ливарну форму, згідно з корисною моделлю, враховують передбачувану усадку об'єму відливки, яку визначають згідно з формулою: 4 10 2 % , (1) R 10 1 n n ai a i i i i 1 i 1 де i - порядковий номер металу у сплаві; n - кількість металів у сплаві; ai - відсоток і-того металу у сплаві (a a 100 %) ; i n 40 45 50 i - питома вага і-того металу у сплаві, і на завершення виготовляють форму та проводять литво. Якщо потрібно визначити коливання відсотку усадки об'єму сплаву, складеного з двох металів, відсоток яких у вазі сплаву можливий в деякому інтервалі, діють наступним чином: після визначення номенклатури металів в двокомпонентному сплаві задають діапазон коливань їх відсотків у вазі сплаву, потім за допомогою формули (1) будують графік залежності відсотка усадки від можливого відсотку кожного металу у сплаві, після чого за графіком визначають діапазон коливання відсотку усадки для заданих діапазонів коливань відсотків металів у вазі сплаву, потім, з урахуванням визначеного коливання усадки відливання, проектують ливарну форму. На кресленні зображений графік залежності відсотка усадки сплаву латуні (полутомпак) від відсотка металів Сu та Zn у сплаві (частина графіку усадки від т. 1 до т. 2 відповідає діапазону коливання відсотків Сu - 78-89 % та Zn - 22-11 %). Реалізація запропонованого способу точного литва металів включає наступну послідовність: 1 UA 122696 U 5 10 15 20 25 30 - спочатку визначають, наприклад, для проби золота 585-80, номенклатуру металів - золото, срібло та мідь, і їх відсоткову участь у вазі сплаву (Аu - 58,5 %, Ag - 8 %, та Сu - 33,5 %); - потім проектують ливарну форму, з урахуванням передбачуваної усадки відливки R=12,29 %, яку розраховують згідно з формулою (1) для відсоткової участі металів у вазі сплаву вибраної проби золота (питома вага золота - срібла - мідь прийнята відповідно 19,32-10,5-8,96 3 г/см ); - і на завершення виготовляють форму для вибраного складу відсотків металів у сплаві та виконують ливарні роботи. Якщо потрібно визначити коливання відсотку усадки сплаву складеного з двох металів, відсоток яких у вазі сплаву можливий в деякому інтервалі, реалізують наступну послідовність дій: - після визначення номенклатури металів в двокомпонентному сплаві, наприклад латуні (полутомпак), задають діапазон коливань відсотків міді та цинку у вазі сплаву (Сu - 78-89 % та Zn - 22-11 %); - потім за допомогою формули (1) будують графік залежності відсотка усадки від різних відсотків кожного металу у сплаві (креслення), - після чого за графіком визначають діапазон коливання відсотку усадки сплаву (частина графіку усадки від т. 1 до т. 2) R=0,49-0,86 % для заданих конкретних діапазонів коливань відсотків міді та цинку у вазі сплаву латуні (полутомпак); - після чого, з урахуванням визначеного коливання усадки відливання, проектують ливарну форму. Запропонований спосіб має перевагу в порівнянні з відомим, тому що розширює технологічні можливості і зменшує трудомісткість реалізації способу для точного литва безмежних складових частин необхідного сплаву. Забезпечення точності литва здійснюється за рахунок точного визначення об'єму усадки сплаву. Джерела інформації: 1. "100 человек, которые изменили ход истории", Еженедельное издание, Киев, Выпуск № 12, 2008 г., 31 с., (с. 20-22). 2. Перельман Я.И. "Знаете ли вы физику". - М., 1935 г.,339 с., (с. 132-133). 3. Лившиц В.Б. "Ковка и литье. Изготовление ювелирных и декоративных изделий методами литья и ковки". - М.: Мир энциклопедий Аванта. Полиграфиздат, 2011 г. - 429 с., (с. 353-355). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 1. Спосіб точного литва металів, що полягає в тому, що спочатку визначають номенклатуру металів і їх відсоток у вазі сплаву, потім проектують ливарну форму, з урахуванням передбачуваної усадки об'єму відливання, і на завершення виготовляють форму та проводять литво, який відрізняється тим, що при проектуванні форми відсоток усадки відливки визначають згідно з формулою: 2 R 10 1 104 % , n ai a i i i i 1 n i 1 де i - порядковий номер металу у сплаві; n - кількість металів у сплаві; ai - відсоток і-того металу у сплаві (ai an 100 %) ; 45 50 i - питома вага і-того металу у сплаві, і на завершення виготовляють форму та виконують ливарні роботи. 2. Спосіб точного литва металів за п. 1, який відрізняється тим, що після визначення номенклатури металів в двокомпонентному сплаві задають діапазон коливань їх відсотків у вазі сплаву, потім за допомогою формули будують графік залежності відсотка усадки об'єму від можливого відсотку кожного металу у сплаві, після чого за графіком визначають діапазон коливання відсотку усадки об'єму для заданих діапазонів коливань відсотків металів у вазі сплаву, потім, з урахуванням визначеного коливання усадки об'єму відливання, проектують ливарну форму. 2 UA 122696 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: спосіб, литва, металів, точного
Код посилання
<a href="https://ua.patents.su/5-122696-sposib-tochnogo-litva-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб точного литва металів</a>
Спосіб безперервного литва злитків із сплавів кольорових металів
Номер патенту: 13746
Опубліковано: 25.04.1997
Автори: Попов Юрій Георгійович, Шустеров Віктор Семеновіч,, Горбунов Володимир Анатолійович, Тепляков Федір Констянтинович, Рябінко Анатолій Васильович, Гутов Левко Олександрович,
МПК: B22D 11/00
Мітки: сплавів, кольорових, литва, злитків, безперервного, спосіб, металів
Формула / Реферат:
Способ непрерывного литья слитков из сплавов цветных металлов, включающий дозированную подачу жидкого металла в водоохлаждаемый кристаллизатор, вытяжку слитка из кристаллизатора и контроль скорости, отличающийся тем, что скорость литья поддерживают в соответствии со следующей зависимостью:где g - соотношение между количеством твердой и жидкой фазы в...
Спосіб вибивання литва
Номер патенту: 21326
Опубліковано: 15.03.2007
Автори: Шкода Віталій Антонович, Ігнатенко Сергій Володимирович, Андріяш Олександр Сергійович, Барчан Євгеній Миколайович
МПК: B22D 29/00
Мітки: вибивання, литва, спосіб
Формула / Реферат:
Спосіб вибивання литва, який полягає в установленні кома з литвом на жолоб транспортера, в переміщенні кома з литвом по жолобу транспортера до віброгрохота під дією штовхача, і вибиванні литва на решітці віброгрохота, який відрізняється тим, що при подаванні кома з литвом на решітку віброгрохота штовхач переміщують періодично, причому перше безперервне переміщення штовхача проводять при його ході, що забезпечує надходження на решітку...
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: зокрема, хліба, прес-форма, коробчастих, глибоких, форм, тиском, литва, відливків, закритих, випічки
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: відливок, випічки, тиском, хліба, прес-форма, коробчатих, глибоких, зокрема, закритих, форм, литва
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Спосіб одержання колоїдних розчинів наночастинок металів, оксидів металів, гідроксидів металів і іонів металів
Номер патенту: 38390
Опубліковано: 12.01.2009
Автори: Косінов Микола Васильович, Каплуненко Володимир Георгійович
МПК: B01J 13/00, B82B 3/00
Мітки: розчинів, спосіб, металів, одержання, іонів, колоїдних, наночастинок, гідроксидів, оксидів
Формула / Реферат:
1. Спосіб одержання колоїдних розчинів наночастинок металів, оксидів металів, гідроксидів металів і іонів металів, що заснований на диспергуванні електродів і металевих гранул імпульсами електричного струму у воді, гидратуванні наночастинок і іонів шляхом формування навколо них наногідратних оболонок, що складаються з молекул води, який відрізняється тим, що при диспергуванні металевих гранул через воду додатково пропускають повітря або...
Попередній патент: Вантажний вагон
Наступний патент: Телеграфний ключ, узгоджений з персональною електронно-обчислювальною машиною
Випадковий патент: Інгібітори nedd8-активуючого ферменту