Головка затравки машини безперервного лиття заготівок
Номер патенту: 123013
Опубліковано: 12.02.2018
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович


Формула / Реферат
1. Головка затравки машини безперервного лиття заготівок, що містить корпус з замковим виступом (замком), яка відрізняється тим, що замок виконаний з двох частин, розділених наскрізним отвором.
2. Головка затравки машини безперервного лиття за п. 1, яка відрізняється тим, що корпус головки виконаний з наскрізним отвором, що є співвісним отвору замка.
Текст
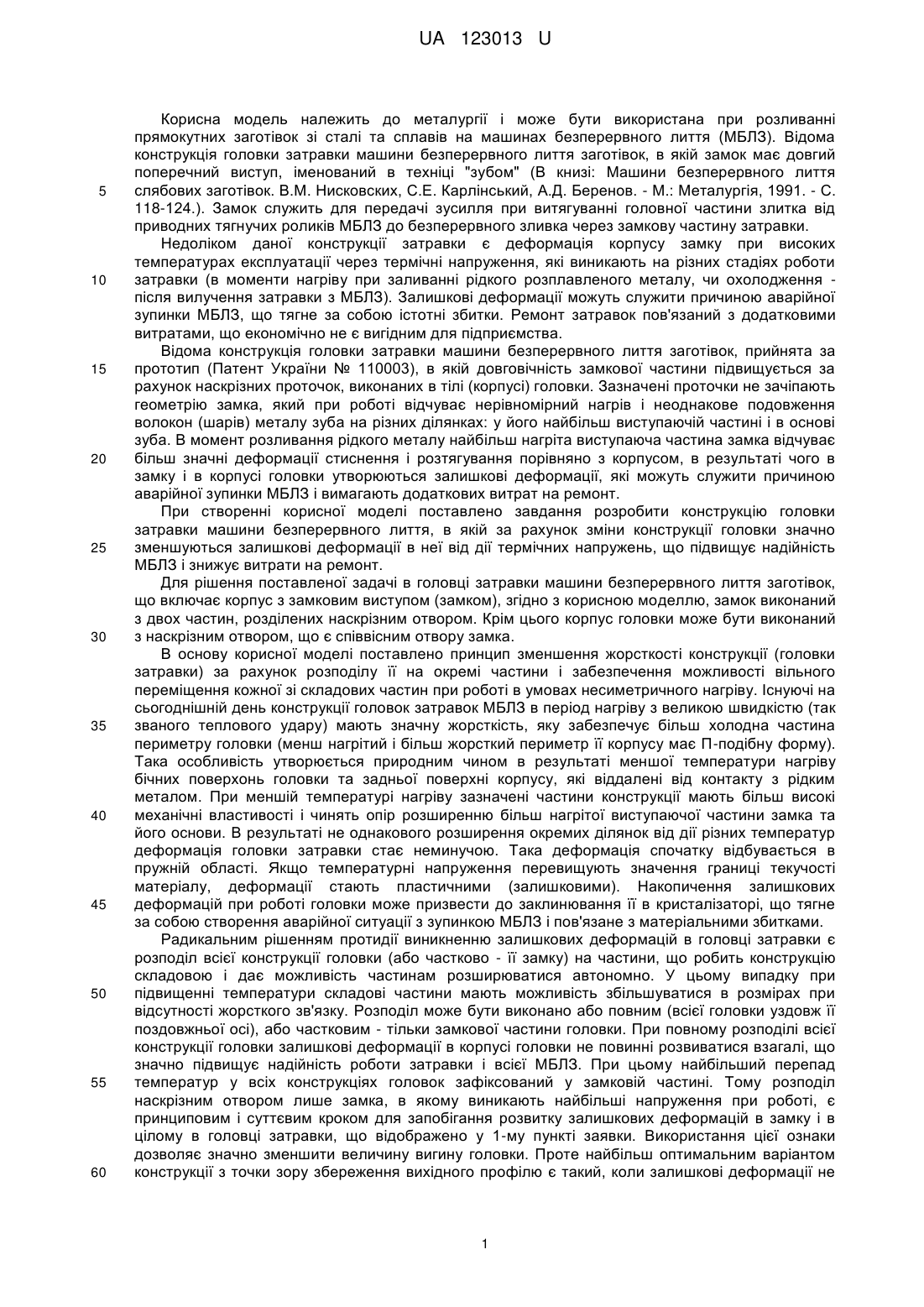
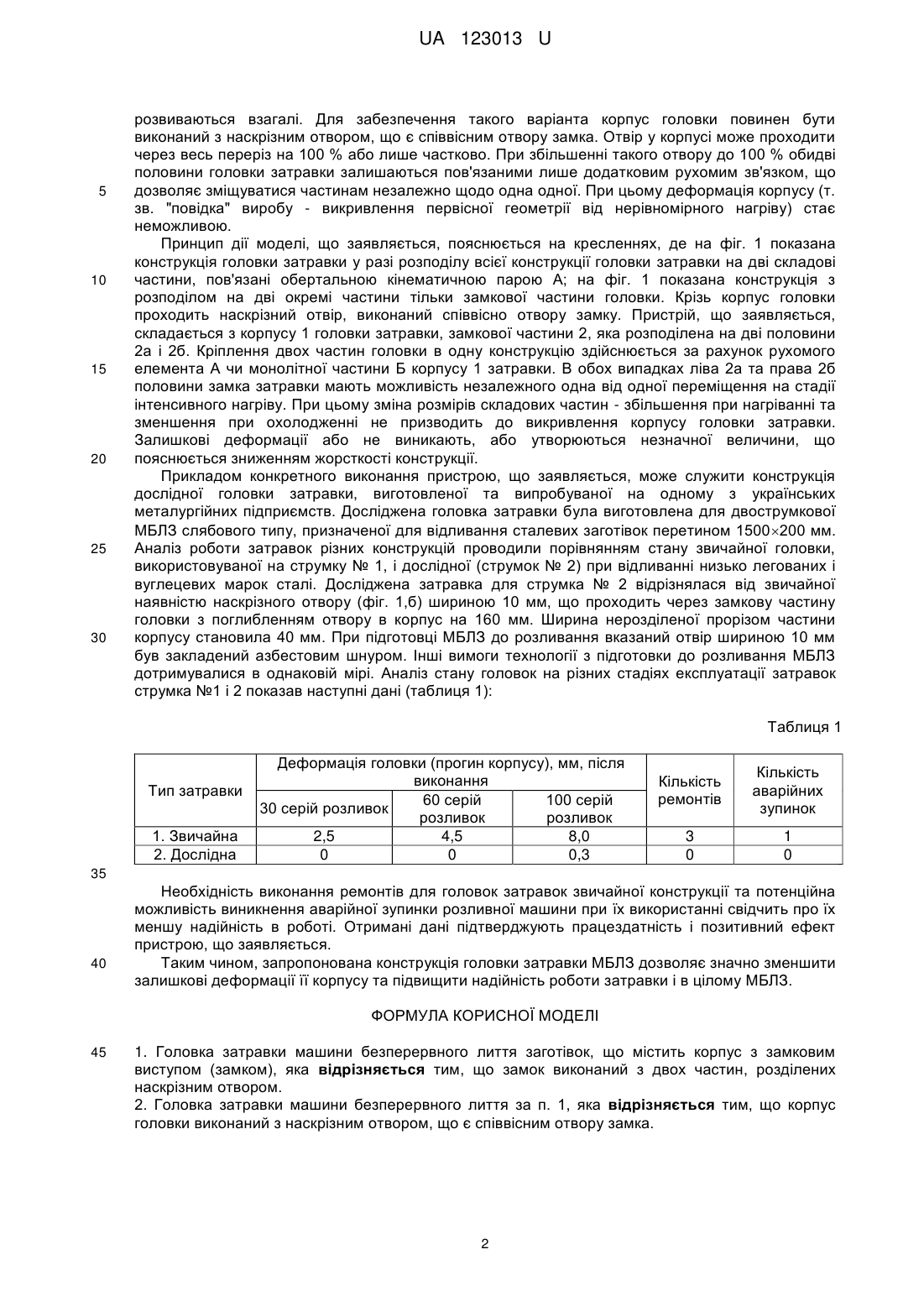
Реферат: Головка затравки машини безперервного лиття заготівок містить корпус з замковим виступом (замком). Замок виконаний з двох частин, розділених наскрізним отвором. UA 123013 U (54) ГОЛОВКА ЗАТРАВКИ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТТЯ ЗАГОТІВОК UA 123013 U UA 123013 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана при розливанні прямокутних заготівок зі сталі та сплавів на машинах безперервного лиття (МБЛЗ). Відома конструкція головки затравки машини безперервного лиття заготівок, в якій замок має довгий поперечний виступ, іменований в техніці "зубом" (В книзі: Машини безперервного лиття слябових заготівок. В.М. Нисковских, С.Е. Карлінський, А.Д. Беренов. - М.: Металургія, 1991. - С. 118-124.). Замок служить для передачі зусилля при витягуванні головної частини злитка від приводних тягнучих роликів МБЛЗ до безперервного зливка через замкову частину затравки. Недоліком даної конструкції затравки є деформація корпусу замку при високих температурах експлуатації через термічні напруження, які виникають на різних стадіях роботи затравки (в моменти нагріву при заливанні рідкого розплавленого металу, чи охолодження після вилучення затравки з МБЛЗ). Залишкові деформації можуть служити причиною аварійної зупинки МБЛЗ, що тягне за собою істотні збитки. Ремонт затравок пов'язаний з додатковими витратами, що економічно не є вигідним для підприємства. Відома конструкція головки затравки машини безперервного лиття заготівок, прийнята за прототип (Патент України № 110003), в якій довговічність замкової частини підвищується за рахунок наскрізних проточок, виконаних в тілі (корпусі) головки. Зазначені проточки не зачіпають геометрію замка, який при роботі відчуває нерівномірний нагрів і неоднакове подовження волокон (шарів) металу зуба на різних ділянках: у його найбільш виступаючій частині і в основі зуба. В момент розливання рідкого металу найбільш нагріта виступаюча частина замка відчуває більш значні деформації стиснення і розтягування порівняно з корпусом, в результаті чого в замку і в корпусі головки утворюються залишкові деформації, які можуть служити причиною аварійної зупинки МБЛЗ і вимагають додаткових витрат на ремонт. При створенні корисної моделі поставлено завдання розробити конструкцію головки затравки машини безперервного лиття, в якій за рахунок зміни конструкції головки значно зменшуються залишкові деформації в неї від дії термічних напружень, що підвищує надійність МБЛЗ і знижує витрати на ремонт. Для рішення поставленої задачі в головці затравки машини безперервного лиття заготівок, що включає корпус з замковим виступом (замком), згідно з корисною моделлю, замок виконаний з двох частин, розділених наскрізним отвором. Крім цього корпус головки може бути виконаний з наскрізним отвором, що є співвісним отвору замка. В основу корисної моделі поставлено принцип зменшення жорсткості конструкції (головки затравки) за рахунок розподілу її на окремі частини і забезпечення можливості вільного переміщення кожної зі складових частин при роботі в умовах несиметричного нагріву. Існуючі на сьогоднішній день конструкції головок затравок МБЛЗ в період нагріву з великою швидкістю (так званого теплового удару) мають значну жорсткість, яку забезпечує більш холодна частина периметру головки (менш нагрітий і більш жорсткий периметр її корпусу має П-подібну форму). Така особливість утворюється природним чином в результаті меншої температури нагріву бічних поверхонь головки та задньої поверхні корпусу, які віддалені від контакту з рідким металом. При меншій температурі нагріву зазначені частини конструкції мають більш високі механічні властивості і чинять опір розширенню більш нагрітої виступаючої частини замка та його основи. В результаті не однакового розширення окремих ділянок від дії різних температур деформація головки затравки стає неминучою. Така деформація спочатку відбувається в пружній області. Якщо температурні напруження перевищують значення границі текучості матеріалу, деформації стають пластичними (залишковими). Накопичення залишкових деформацій при роботі головки може призвести до заклинювання її в кристалізаторі, що тягне за собою створення аварійної ситуації з зупинкою МБЛЗ і пов'язане з матеріальними збитками. Радикальним рішенням протидії виникненню залишкових деформацій в головці затравки є розподіл всієї конструкції головки (або частково - її замку) на частини, що робить конструкцію складовою і дає можливість частинам розширюватися автономно. У цьому випадку при підвищенні температури складові частини мають можливість збільшуватися в розмірах при відсутності жорсткого зв'язку. Розподіл може бути виконано або повним (всієї головки уздовж її поздовжньої осі), або частковим - тільки замкової частини головки. При повному розподілі всієї конструкції головки залишкові деформації в корпусі головки не повинні розвиватися взагалі, що значно підвищує надійність роботи затравки і всієї МБЛЗ. При цьому найбільший перепад температур у всіх конструкціях головок зафіксований у замковій частині. Тому розподіл наскрізним отвором лише замка, в якому виникають найбільші напруження при роботі, є принциповим і суттєвим кроком для запобігання розвитку залишкових деформацій в замку і в цілому в головці затравки, що відображено у 1-му пункті заявки. Використання цієї ознаки дозволяє значно зменшити величину вигину головки. Проте найбільш оптимальним варіантом конструкції з точки зору збереження вихідного профілю є такий, коли залишкові деформації не 1 UA 123013 U 5 10 15 20 25 30 розвиваються взагалі. Для забезпечення такого варіанта корпус головки повинен бути виконаний з наскрізним отвором, що є співвісним отвору замка. Отвір у корпусі може проходити через весь переріз на 100 % або лише частково. При збільшенні такого отвору до 100 % обидві половини головки затравки залишаються пов'язаними лише додатковим рухомим зв'язком, що дозволяє зміщуватися частинам незалежно щодо одна одної. При цьому деформація корпусу (т. зв. "повідка" виробу - викривлення первісної геометрії від нерівномірного нагріву) стає неможливою. Принцип дії моделі, що заявляється, пояснюється на кресленнях, де на фіг. 1 показана конструкція головки затравки у разі розподілу всієї конструкції головки затравки на дві складові частини, пов'язані обертальною кінематичною парою А; на фіг. 1 показана конструкція з розподілом на дві окремі частини тільки замкової частини головки. Крізь корпус головки проходить наскрізний отвір, виконаний співвісно отвору замку. Пристрій, що заявляється, складається з корпусу 1 головки затравки, замкової частини 2, яка розподілена на дві половини 2а і 2б. Кріплення двох частин головки в одну конструкцію здійснюється за рахунок рухомого елемента А чи монолітної частини Б корпусу 1 затравки. В обох випадках ліва 2а та права 2б половини замка затравки мають можливість незалежного одна від одної переміщення на стадії інтенсивного нагріву. При цьому зміна розмірів складових частин - збільшення при нагріванні та зменшення при охолодженні не призводить до викривлення корпусу головки затравки. Залишкові деформації або не виникають, або утворюються незначної величини, що пояснюється зниженням жорсткості конструкції. Прикладом конкретного виконання пристрою, що заявляється, може служити конструкція дослідної головки затравки, виготовленої та випробуваної на одному з українських металургійних підприємств. Досліджена головка затравки була виготовлена для двострумкової МБЛЗ слябового типу, призначеної для відливання сталевих заготівок перетином 1500200 мм. Аналіз роботи затравок різних конструкцій проводили порівнянням стану звичайної головки, використовуваної на струмку № 1, і дослідної (струмок № 2) при відливанні низько легованих і вуглецевих марок сталі. Досліджена затравка для струмка № 2 відрізнялася від звичайної наявністю наскрізного отвору (фіг. 1,б) шириною 10 мм, що проходить через замкову частину головки з поглибленням отвору в корпус на 160 мм. Ширина нерозділеної прорізом частини корпусу становила 40 мм. При підготовці МБЛЗ до розливання вказаний отвір шириною 10 мм був закладений азбестовим шнуром. Інші вимоги технології з підготовки до розливання МБЛЗ дотримувалися в однаковій мірі. Аналіз стану головок на різних стадіях експлуатації затравок струмка №1 і 2 показав наступні дані (таблиця 1): Таблиця 1 Тип затравки 1. Звичайна 2. Дослідна Деформація головки (прогин корпусу), мм, після виконання 60 серій 100 серій 30 серій розливок розливок розливок 2,5 4,5 8,0 0 0 0,3 Кількість ремонтів Кількість аварійних зупинок 3 0 1 0 35 40 Необхідність виконання ремонтів для головок затравок звичайної конструкції та потенційна можливість виникнення аварійної зупинки розливної машини при їх використанні свідчить про їх меншу надійність в роботі. Отримані дані підтверджують працездатність і позитивний ефект пристрою, що заявляється. Таким чином, запропонована конструкція головки затравки МБЛЗ дозволяє значно зменшити залишкові деформації її корпусу та підвищити надійність роботи затравки і в цілому МБЛЗ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 1. Головка затравки машини безперервного лиття заготівок, що містить корпус з замковим виступом (замком), яка відрізняється тим, що замок виконаний з двох частин, розділених наскрізним отвором. 2. Головка затравки машини безперервного лиття за п. 1, яка відрізняється тим, що корпус головки виконаний з наскрізним отвором, що є співвісним отвору замка. 2 UA 123013 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/08
Мітки: головка, заготівок, машини, безперервного, лиття, затравки
Код посилання
<a href="https://ua.patents.su/5-123013-golovka-zatravki-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Головка затравки машини безперервного лиття заготівок</a>
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Власенко Богдан Васильович, Петрусенко Віктор Андрійович, Плугатар Віктор Семенович
МПК: B22D 11/08, B22D 11/14
Мітки: підготовки, машини, роботи, заготівок, безперервного, спосіб, лиття
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок
Номер патенту: 62567
Опубліковано: 12.09.2011
Автори: Ємченко Андрій Валентинович, Плугатар Віктор Семенович, Пільгаєв Володимир Михайлович, Цуканов Владислав Іванович, Птуха Сергій Вікторович, Білобров Юрій Миколайович, Власенко Богдан Васильович
МПК: B22D 11/00
Мітки: перекладання, спосіб, сортових, безперервного, район, машини, районі, лиття, заготівок
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із...
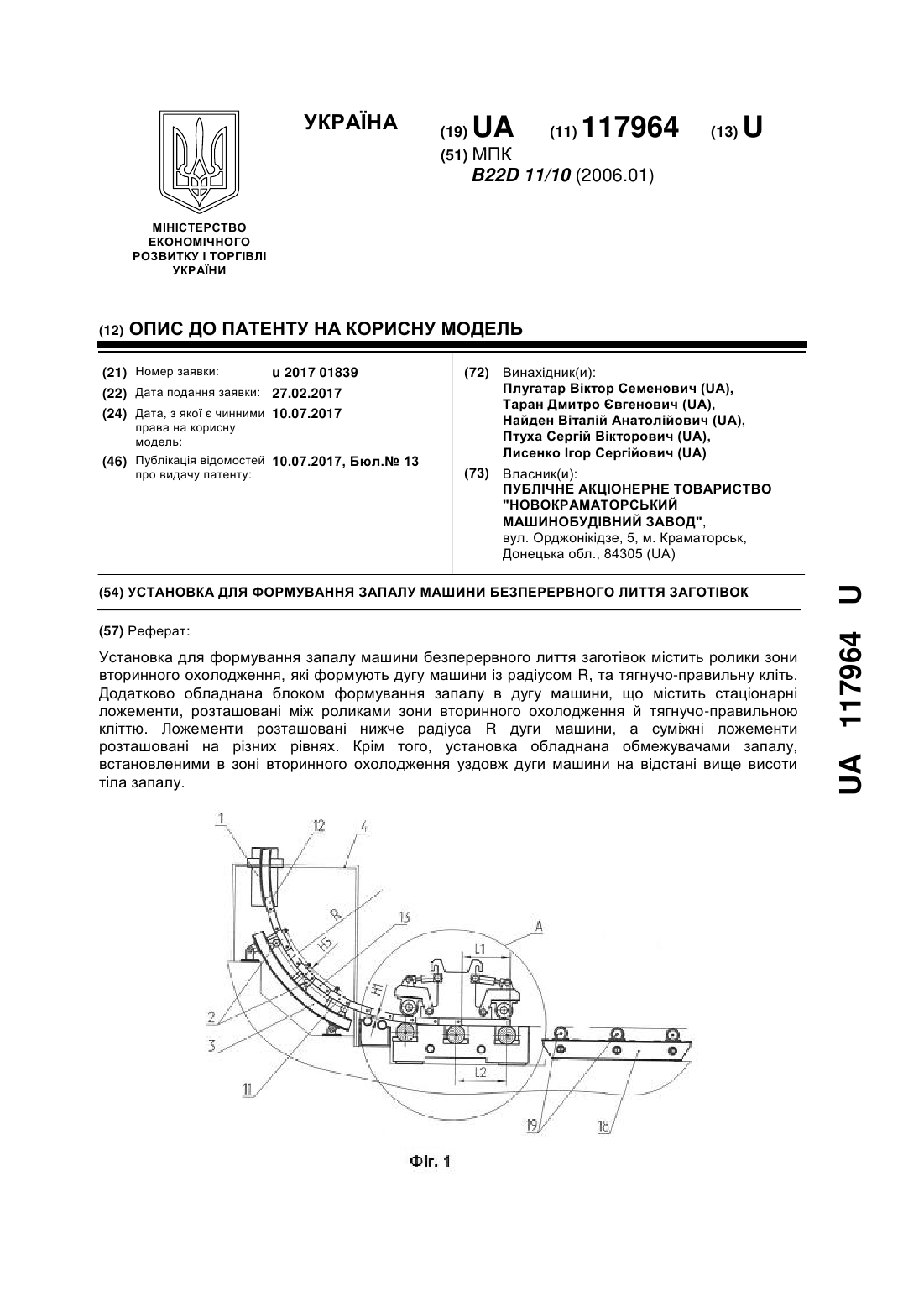
Установка для формування запалу машини безперервного лиття заготівок
Номер патенту: 117964
Опубліковано: 10.07.2017
Автори: Лисенко Ігор Сергійович, Плугатар Віктор Семенович, Найден Віталій Анатолійович, Птуха Сергій Вікторович, Таран Дмитро Євгенович
МПК: B22D 11/10
Мітки: установка, машини, заготівок, запалу, безперервного, формування, лиття
Формула / Реферат:
Установка для формування запалу машини безперервного лиття заготівок, що містить ролики зони вторинного охолодження, які формують дугу машини із радіусом R, та тягнучо-правильну кліть, яка відрізняється тим, що додатково обладнана блоком формування запалу в дугу машини, що містить стаціонарні ложементи, розташовані між роликами зони вторинного охолодження й тягнучо-правильною кліттю, при цьому ложементи розташовані нижче радіуса R дуги...
Гідравлічний установлювальний вузол роликової секції машини безперервного лиття заготівок
Номер патенту: 53240
Опубліковано: 27.09.2010
Автори: Кашанський Дмитро Анатолійович, Железняк Віктор Вікторович, Пільгаєв Володимир Михайлович, Ісаков Микола Іванович
Мітки: безперервного, секції, вузол, заготівок, лиття, роликової, машини, установлювальний, гідравлічний
Формула / Реферат:
Гідравлічний установлювальний вузол роликової секції машини безперервного лиття заготівок, який включає гідроциліндр двосторонньої дії і фіксуючий елемент, який відрізняється тим, що гідроциліндр двосторонньої дії оснащений додатковим гідроциліндром двосторонньої дії і рейковою парою, зубчасте колесо якої встановлене на штоку основного гідроциліндра з можливістю переміщення штока щодо зубчастого колеса, а рейка виконана на штоку додаткового...
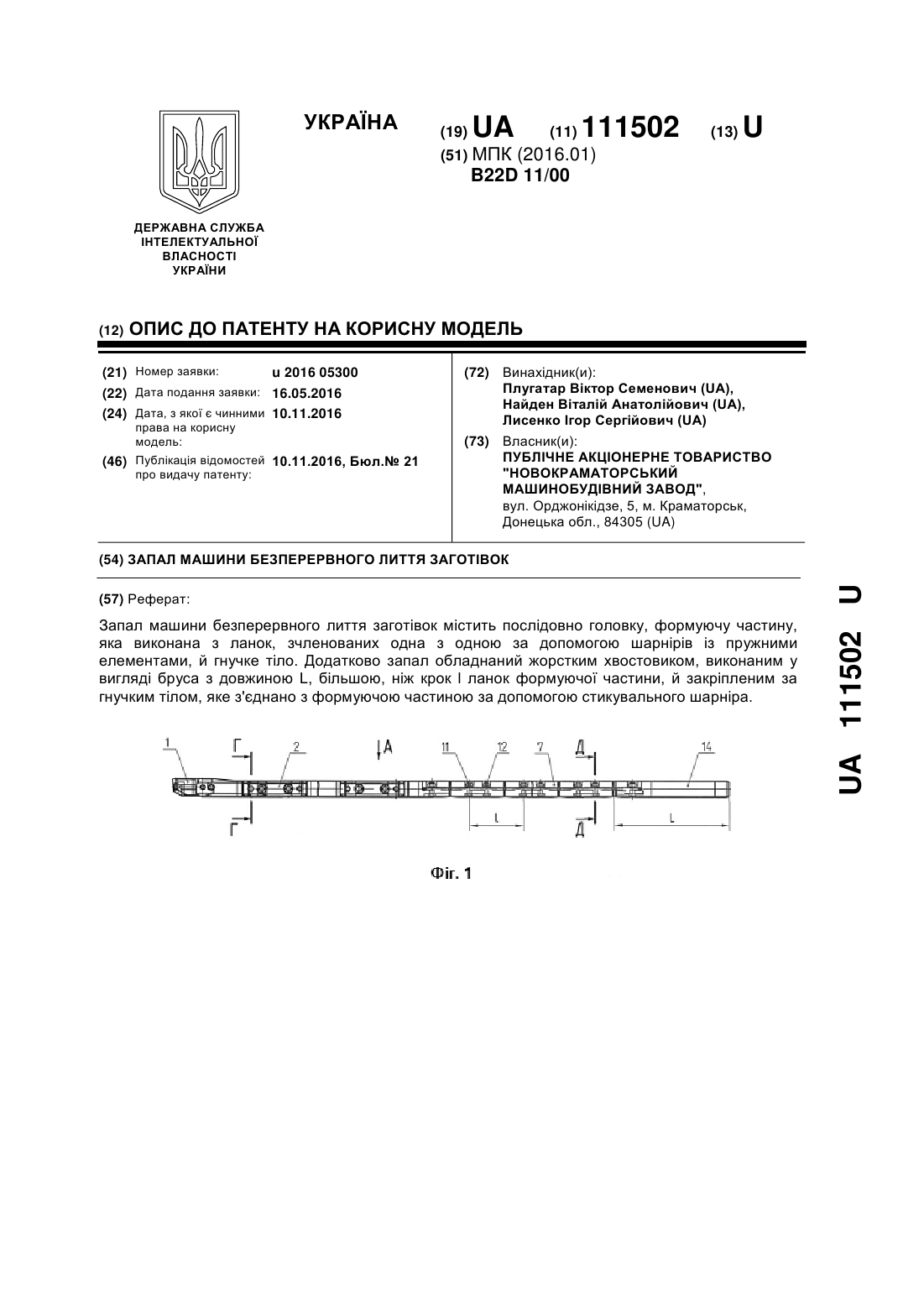
Запал машини безперервного лиття заготівок
Номер патенту: 111502
Опубліковано: 10.11.2016
Автори: Лисенко Ігор Сергійович, Плугатар Віктор Семенович, Найден Віталій Анатолійович
МПК: B22D 11/00
Мітки: лиття, запал, безперервного, заготівок, машини
Формула / Реферат:
Запал машини безперервного лиття заготівок, що послідовно містить головку, формуючу частину, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, й гнучке тіло, який відрізняється тим, що він обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, яке з'єднано з формуючою частиною за допомогою стикувального...
Попередній патент: Спосіб переробки відходів або відсівів нерудних корисних копалин при виробництві щебеню й гравію
Наступний патент: Спосіб виготовлення нанокомпозитів на основі реактопластів
Випадковий патент: Антифрикційне пластичне мастило