Запал машини безперервного лиття заготівок
Номер патенту: 111502
Опубліковано: 10.11.2016
Автори: Найден Віталій Анатолійович, Плугатар Віктор Семенович, Лисенко Ігор Сергійович

Формула / Реферат
Запал машини безперервного лиття заготівок, що послідовно містить головку, формуючу частину, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, й гнучке тіло, який відрізняється тим, що він обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, яке з'єднано з формуючою частиною за допомогою стикувального шарніра.
Текст
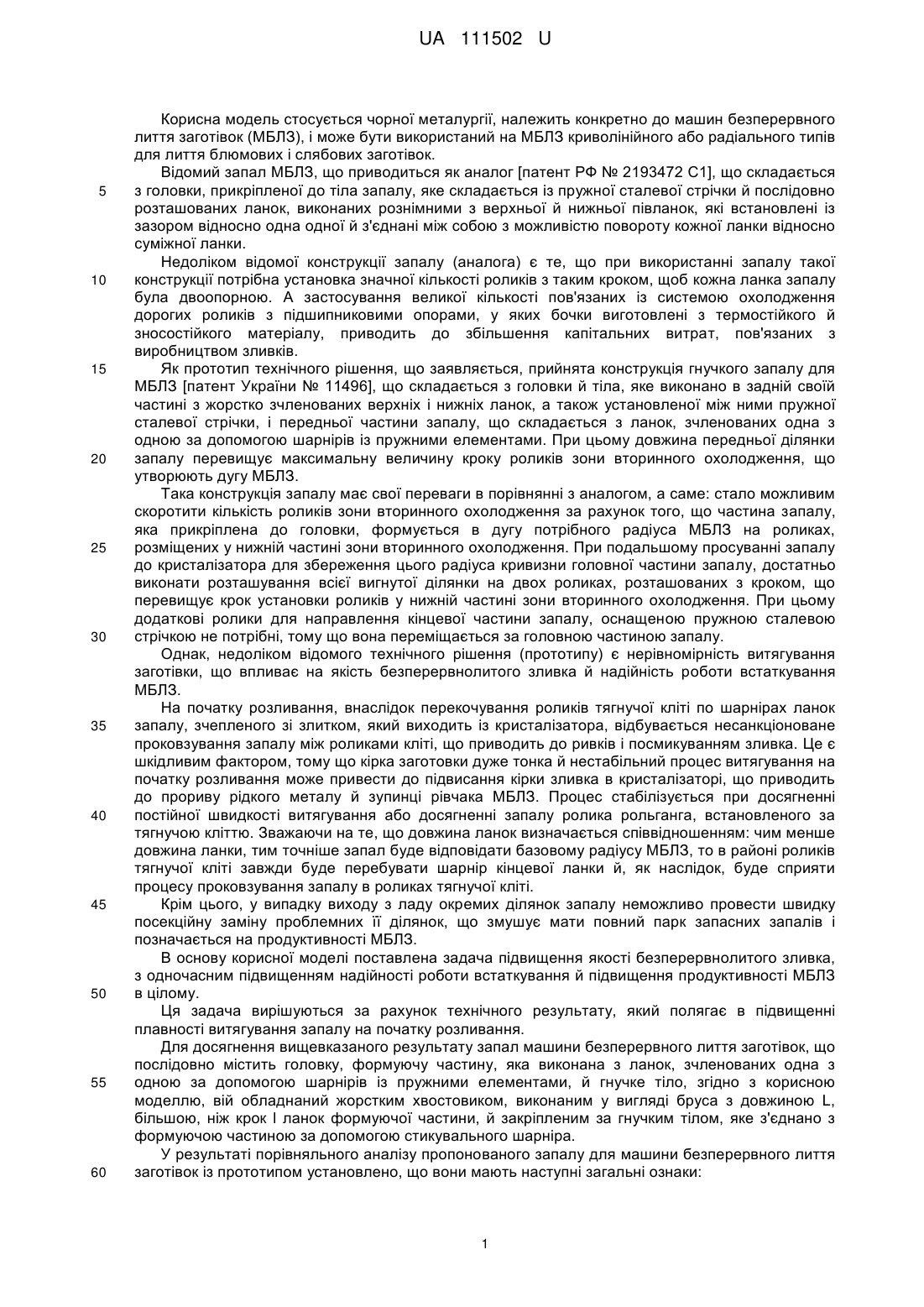
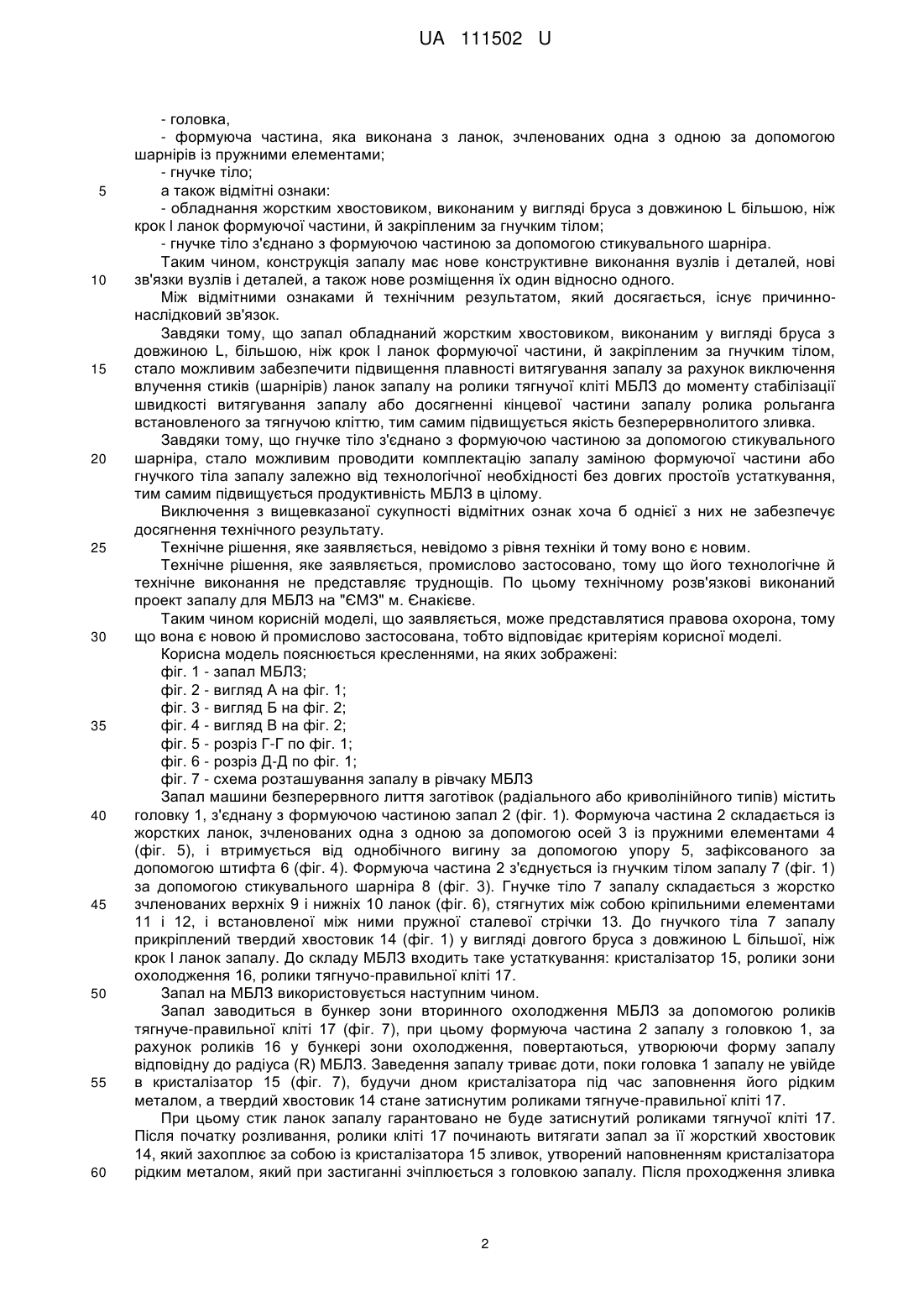
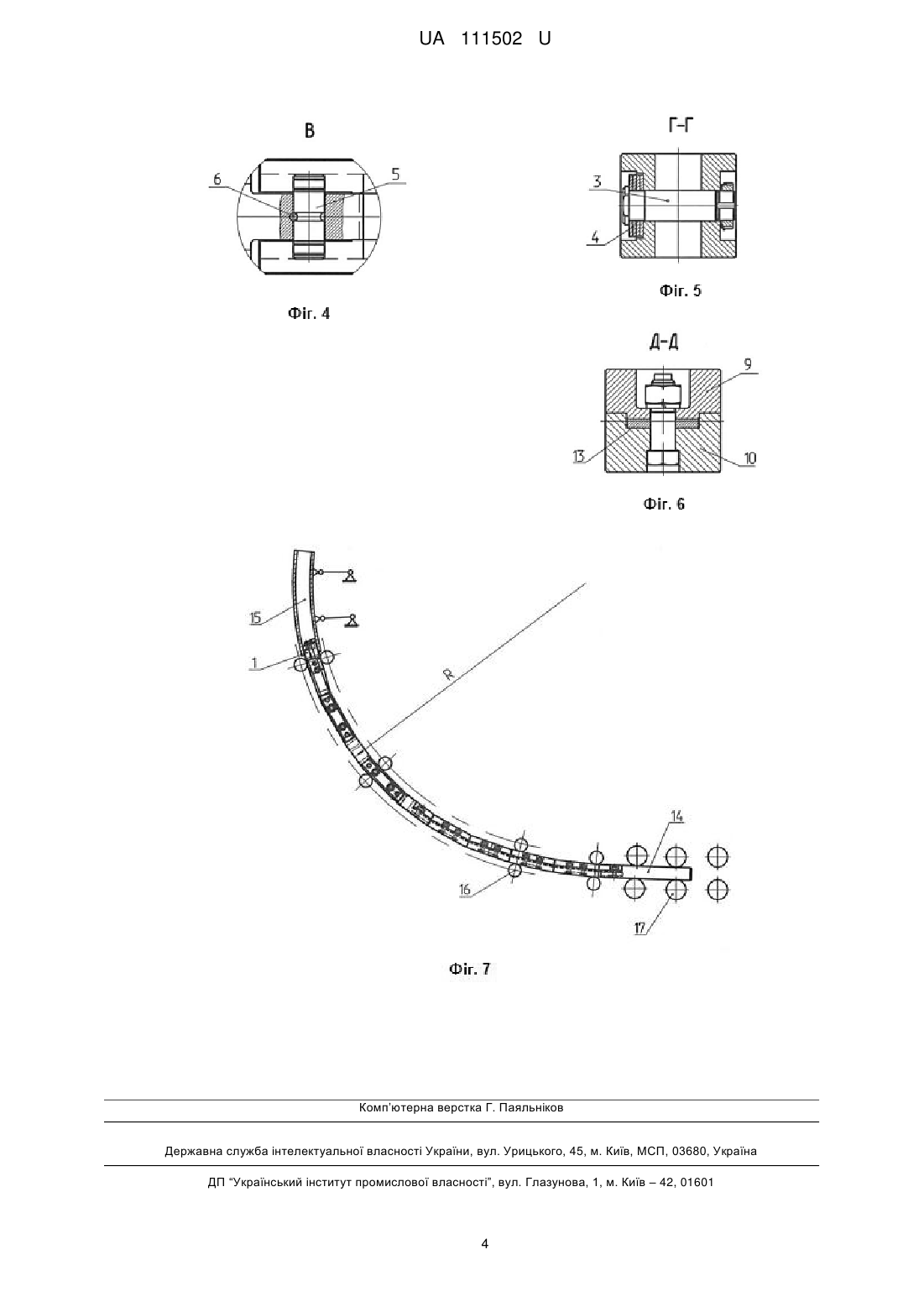
Реферат: Запал машини безперервного лиття заготівок містить послідовно головку, формуючу частину, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, й гнучке тіло. Додатково запал обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, яке з'єднано з формуючою частиною за допомогою стикувального шарніра. UA 111502 U (54) ЗАПАЛ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТТЯ ЗАГОТІВОК UA 111502 U UA 111502 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується чорної металургії, належить конкретно до машин безперервного лиття заготівок (МБЛЗ), і може бути використаний на МБЛЗ криволінійного або радіального типів для лиття блюмових і слябових заготівок. Відомий запал МБЛЗ, що приводиться як аналог [патент РФ № 2193472 С1], що складається з головки, прикріпленої до тіла запалу, яке складається із пружної сталевої стрічки й послідовно розташованих ланок, виконаних рознімними з верхньої й нижньої півланок, які встановлені із зазором відносно одна одної й з'єднані між собою з можливістю повороту кожної ланки відносно суміжної ланки. Недоліком відомої конструкції запалу (аналога) є те, що при використанні запалу такої конструкції потрібна установка значної кількості роликів з таким кроком, щоб кожна ланка запалу була двоопорною. А застосування великої кількості пов'язаних із системою охолодження дорогих роликів з підшипниковими опорами, у яких бочки виготовлені з термостійкого й зносостійкого матеріалу, приводить до збільшення капітальних витрат, пов'язаних з виробництвом зливків. Як прототип технічного рішення, що заявляється, прийнята конструкція гнучкого запалу для МБЛЗ [патент України № 11496], що складається з головки й тіла, яке виконано в задній своїй частині з жорстко зчленованих верхніх і нижніх ланок, а також установленої між ними пружної сталевої стрічки, і передньої частини запалу, що складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами. При цьому довжина передньої ділянки запалу перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворюють дугу МБЛЗ. Така конструкція запалу має свої переваги в порівнянні з аналогом, а саме: стало можливим скоротити кількість роликів зони вторинного охолодження за рахунок того, що частина запалу, яка прикріплена до головки, формується в дугу потрібного радіуса МБЛЗ на роликах, розміщених у нижній частині зони вторинного охолодження. При подальшому просуванні запалу до кристалізатора для збереження цього радіуса кривизни головної частини запалу, достатньо виконати розташування всієї вигнутої ділянки на двох роликах, розташованих з кроком, що перевищує крок установки роликів у нижній частині зони вторинного охолодження. При цьому додаткові ролики для направлення кінцевої частини запалу, оснащеною пружною сталевою стрічкою не потрібні, тому що вона переміщається за головною частиною запалу. Однак, недоліком відомого технічного рішення (прототипу) є нерівномірність витягування заготівки, що впливає на якість безперервнолитого зливка й надійність роботи встаткування МБЛЗ. На початку розливання, внаслідок перекочування роликів тягнучої кліті по шарнірах ланок запалу, зчепленого зі злитком, який виходить із кристалізатора, відбувається несанкціоноване проковзування запалу між роликами кліті, що приводить до ривків і посмикуванням зливка. Це є шкідливим фактором, тому що кірка заготовки дуже тонка й нестабільний процес витягування на початку розливання може привести до підвисання кірки зливка в кристалізаторі, що приводить до прориву рідкого металу й зупинці рівчака МБЛЗ. Процес стабілізується при досягненні постійної швидкості витягування або досягненні запалу ролика рольганга, встановленого за тягнучою кліттю. Зважаючи на те, що довжина ланок визначається співвідношенням: чим менше довжина ланки, тим точніше запал буде відповідати базовому радіусу МБЛЗ, то в районі роликів тягнучої кліті завжди буде перебувати шарнір кінцевої ланки й, як наслідок, буде сприяти процесу проковзування запалу в роликах тягнучої кліті. Крім цього, у випадку виходу з ладу окремих ділянок запалу неможливо провести швидку посекційну заміну проблемних її ділянок, що змушує мати повний парк запасних запалів і позначається на продуктивності МБЛЗ. В основу корисної моделі поставлена задача підвищення якості безперервнолитого зливка, з одночасним підвищенням надійності роботи встаткування й підвищення продуктивності МБЛЗ в цілому. Ця задача вирішуються за рахунок технічного результату, який полягає в підвищенні плавності витягування запалу на початку розливання. Для досягнення вищевказаного результату запал машини безперервного лиття заготівок, що послідовно містить головку, формуючу частину, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, й гнучке тіло, згідно з корисною моделлю, вій обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, яке з'єднано з формуючою частиною за допомогою стикувального шарніра. У результаті порівняльного аналізу пропонованого запалу для машини безперервного лиття заготівок із прототипом установлено, що вони мають наступні загальні ознаки: 1 UA 111502 U 5 10 15 20 25 30 35 40 45 50 55 60 - головка, - формуюча частина, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами; - гнучке тіло; а також відмітні ознаки: - обладнання жорстким хвостовиком, виконаним у вигляді бруса з довжиною L більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом; - гнучке тіло з'єднано з формуючою частиною за допомогою стикувального шарніра. Таким чином, конструкція запалу має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх один відносно одного. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що запал обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, стало можливим забезпечити підвищення плавності витягування запалу за рахунок виключення влучення стиків (шарнірів) ланок запалу на ролики тягнучої кліті МБЛЗ до моменту стабілізації швидкості витягування запалу або досягненні кінцевої частини запалу ролика рольганга встановленого за тягнучою кліттю, тим самим підвищується якість безперервнолитого зливка. Завдяки тому, що гнучке тіло з'єднано з формуючою частиною за допомогою стикувального шарніра, стало можливим проводити комплектацію запалу заміною формуючої частини або гнучкого тіла запалу залежно від технологічної необхідності без довгих простоїв устаткування, тим самим підвищується продуктивність МБЛЗ в цілому. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки й тому воно є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. По цьому технічному розв'язкові виконаний проект запалу для МБЛЗ на "ЄМЗ" м. Єнакієве. Таким чином корисній моделі, що заявляється, може представлятися правова охорона, тому що вона є новою й промислово застосована, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: фіг. 1 - запал МБЛЗ; фіг. 2 - вигляд А на фіг. 1; фіг. 3 - вигляд Б на фіг. 2; фіг. 4 - вигляд В на фіг. 2; фіг. 5 - розріз Г-Г по фіг. 1; фіг. 6 - розріз Д-Д по фіг. 1; фіг. 7 - схема розташування запалу в рівчаку МБЛЗ Запал машини безперервного лиття заготівок (радіального або криволінійного типів) містить головку 1, з'єднану з формуючою частиною запал 2 (фіг. 1). Формуюча частина 2 складається із жорстких ланок, зчленованих одна з одною за допомогою осей 3 із пружними елементами 4 (фіг. 5), і втримується від однобічного вигину за допомогою упору 5, зафіксованого за допомогою штифта 6 (фіг. 4). Формуюча частина 2 з'єднується із гнучким тілом запалу 7 (фіг. 1) за допомогою стикувального шарніра 8 (фіг. 3). Гнучке тіло 7 запалу складається з жорстко зчленованих верхніх 9 і нижніх 10 ланок (фіг. 6), стягнутих між собою кріпильними елементами 11 і 12, і встановленої між ними пружної сталевої стрічки 13. До гнучкого тіла 7 запалу прикріплений твердий хвостовик 14 (фіг. 1) у вигляді довгого бруса з довжиною L більшої, ніж крок l ланок запалу. До складу МБЛЗ входить таке устаткування: кристалізатор 15, ролики зони охолодження 16, ролики тягнучо-правильної кліті 17. Запал на МБЛЗ використовується наступним чином. Запал заводиться в бункер зони вторинного охолодження МБЛЗ за допомогою роликів тягнуче-правильної кліті 17 (фіг. 7), при цьому формуюча частина 2 запалу з головкою 1, за рахунок роликів 16 у бункері зони охолодження, повертаються, утворюючи форму запалу відповідну до радіуса (R) МБЛЗ. Заведення запалу триває доти, поки головка 1 запалу не увійде в кристалізатор 15 (фіг. 7), будучи дном кристалізатора під час заповнення його рідким металом, а твердий хвостовик 14 стане затиснутим роликами тягнуче-правильної кліті 17. При цьому стик ланок запалу гарантовано не буде затиснутий роликами тягнучої кліті 17. Після початку розливання, ролики кліті 17 починають витягати запал за її жорсткий хвостовик 14, який захоплює за собою із кристалізатора 15 зливок, утворений наповненням кристалізатора рідким металом, який при застиганні зчіплюється з головкою запалу. Після проходження зливка 2 UA 111502 U 5 через ролики тягнучої кліті 17, запал відокремлюють від зливка й забирають на позицію очікування. Стикувальний шарнір 8 (фіг. 3) після демонтажу упора 5 (фіг. 4), зафіксованого за допомогою штифта 6, дозволяє змінювати комплектацію запалу, заміною існуючого гнучкого тіла запалу 7 на гнучке тіло іншої необхідної конструкції, залежно від технологічної необхідності. Таким чином, використання запропонованої конструкції запалу для машини безперервного лиття заготівок згідно з формулою корисної моделі дозволить підвищити плавність витягування запалу, що приведе у свою чергу до підвищення якості безперервнолитого зливка, підвищення надійності роботи й зниження собівартості обладнання МБЛЗ. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Запал машини безперервного лиття заготівок, що послідовно містить головку, формуючу частину, яка виконана з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, й гнучке тіло, який відрізняється тим, що він обладнаний жорстким хвостовиком, виконаним у вигляді бруса з довжиною L, більшою, ніж крок l ланок формуючої частини, й закріпленим за гнучким тілом, яке з'єднано з формуючою частиною за допомогою стикувального шарніра. 3 UA 111502 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/00
Мітки: запал, заготівок, лиття, безперервного, машини
Код посилання
<a href="https://ua.patents.su/6-111502-zapal-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Запал машини безперервного лиття заготівок</a>
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок і район машини безперервного лиття заготівок
Номер патенту: 62567
Опубліковано: 12.09.2011
Автори: Пільгаєв Володимир Михайлович, Ємченко Андрій Валентинович, Плугатар Віктор Семенович, Цуканов Владислав Іванович, Білобров Юрій Миколайович, Птуха Сергій Вікторович, Власенко Богдан Васильович
МПК: B22D 11/00
Мітки: спосіб, машини, сортових, районі, безперервного, лиття, район, заготівок, перекладання
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж і упор у районі стелажа, з горизонтальним настилом для сортових заготівок і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Баначенков Володимир Геннадійович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Широкорад Сергій Іванович
МПК: B22D 11/08
Мітки: формування, ділянка, безперервного, заготівок, лиття, машини
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Смирнов Віктор Григорович, Вольвач Олександр Євгенійович, Калашников Андрій Анатолійович, Попік Вадим Геннадійович, Титаренко Олександр Іванович
МПК: B22D 11/04
Мітки: заготівок, безперервного, кристалізатор, машини, лиття
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Плугатар Віктор Семенович, Власенко Богдан Васильович, Петрусенко Віктор Андрійович
МПК: B22D 11/08, B22D 11/14
Мітки: лиття, заготівок, машини, роботи, підготовки, спосіб, безперервного
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок
Номер патенту: 66650
Опубліковано: 10.01.2012
Автори: Плугатар Віктор Семенович, Пільгаєв Володимир Михайлович, Білобров Юрій Миколайович, Власенко Богдан Васильович, Ємченко Андрій Валентинович, Птуха Сергій Вікторович, Цуканов Владислав Іванович
МПК: B22D 11/00
Мітки: перекладання, районі, спосіб, сортових, машини, безперервного, лиття, заготівок
Формула / Реферат:
Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок, при якому після відрізання на ріжучому пристрої сортової заготівки перемикають приводи роликів рольганга на підвищену швидкість і переміщують заготівку до контакту з упором, відключають приводи роликів рольганга в районі стелажа, включають привод підіймача сортових заготівок, захоплювачі якого знімають заготівку з роликів рольганга, піднімають її у верхнє...