Спосіб пасивації металевих листів та пристрій для його здійснення
Номер патенту: 17401
Опубліковано: 06.05.1997
Автори: Носаченко Олег Васильович, Саламашенко Анатолій Григорович, Сахно Валерій Олександрович, Шульте Олександр Юрійович, Кичин Віктор Петрович
Формула / Реферат
1. Способ пассивации металлических листов, при котором одновременно производят очистку его поверхности и пассивации, отличающийся тем, что металлический лист и очистные элементы полностью погружаются в раствор пассиватора и очистка осуществляется в режиме ударно-вибрационного воздействия рабочих торцев металлической плоской щетки, которая взаимодействует с вибратором, осуществляющим возвратно-поступательное перемещение ее в вертикальной плоскости.
2. Устройство для осуществления способа пассивации, включающее в себя корпус с очистными элементами, например, плоской металлической щеткой и вибратор, установленный с возможностью взаимодействия с очистными элементами, отличающееся тем, что очистные элементы выполнены в виде набора длинных проволок и снабжены регулируемым ограничителем длины рабочей части проволок, который представляет собой планку со сквозными отверстиями, в которые пропущены проволоки, и сам ограничитель расположен между корпусом и рабочей частью проволок с возможностью перемещения его в осевом направлении по проволокам для регулировки их продольной жесткости.
Текст
Изобретение относится к технике защиты металла от коррозии и может быть использовано в металлургической промышленности и в машиностроении для очистки поверхности детали от коррозии, окалины и других инородных включений с одновременным нанесением пассивирующей пленки, предохраняющей металл от окисления в период его хранения и служащей грунтовкой при дальнейшем нанесении на его поверхность защитных покрытий, например, лакокрасочных или кремнеорганических красок. Способ может быть применен для любых металлов, поверхность которых может образовывать достаточно прочную непроницаемую, тр уднорастворимую пленку пассиватора, например, стали, меди и др. Предлагаемый способ преимущественно применяется для обработки плоских длинномерных деталей, например, листового проката в массовом или крупносерийном производстве. Известен способ пассивации металла по а.с. СССР №1560627, кл. C23F11/00, опубл. 30.04.90. Способ предусматривает предварительную его очистку и пассивирование, которые проводят в несколько этапов. В начале детали помещают на 30 с в водный раствор окислителя из ряда извлекают, суша т в электропечи, промывают водой и на 30с помещают в раствор восстановителя из ряда образующего с одним из окислителей труднорастворимое соединение. Детали высушивают в электропечи и промывают водой. Как следует из описания и формулы изобретения операцию пассивирования повторяют многократно. Операция очистки в данном способе предусматривает шлифование и обезжиривание деталей-пластин ацетоном, в силу чего она не пригодна для очистки листов стального проката от ржавчины и окалины, т.к. для снятия даже разрыхленной окалины необходимы значительные усилия для отрыва от основного металла. Но основным недостатком данного способа пассивирования является невозможность обеспечить его сплошную пассивирующую пленку по всему рельефу поверхности. Микропоры, микротрещины и тому подобные микроэлементы поверхности металла остаются неочищенными от кислотосодержащих сред и непокрытыми пассивирующим раствором. Следующим недостатком способа является последовательное выполнение операций очистки и пассивирования, что приводит к активизации коррозии в межоперационный период от атмосферных факторов особенно при наличии на поверхности металла очагов коррозии, каковыми являются неочищенные микроэлементы поверхности. Наиболее близким аналогом-прототипом является способ пассивации металла, при котором одновременно производят очистку его поверхности абразивом, входящем в состав суспензии, основу которой составляют пассивирующие вещества для уменьшения скорости коррозии очищенной влажной поверхности при соприкосновении ее с воздухом в процессе обработки. Очистка производится гидроабразивным способом на воздухе с одной стороны листового материала. Затем после промывки производится окончательная пассивация изделия в выбранном пассиваторе и его сушка (Лакокрасочные покрытия в машиностроении. Справочник / Под ред. М.М. Гольдберга. - Изд.2 - е. - М.: Машиностроение, 1974. - С.285). К недостаткам прототипа следует отнести: 1. Низкое качество пассивирующего покрытия, т.к. процесс гидроабразивной очистки производится в атмосфере воздуха, т.е. очищенная поверхность в сравнительно короткое время не успевает прореагировать с пассивирующим раствором и в некоторых местах может вступить в реакцию с кислородом воздуха, поверхность при дальнейшей пассивации будет иметь низкую адгезию с пассивирующей пленкой. Трудность тщательной очистки поверхности до ювенильного состояния, т.к. остаются риски, микропоры, микрокапилляры и другие дефекты поверхности, а также прокорродирующие и окисленные ранее участки, препятствующие созданию плотной пассивирующей пленки с высокой адгезией ее к основе металла. Это возникает в результате того, что при гидроабразивной обработке абразив с высокой скоростью обрабатывает сравнительно большую площадь плоскости струей и только часть абразива, которая контактирует с поверхностью, производит очистку, следовательно, к.п.д. использования всей массы абразива низок и возможны места на поверхности листа, которые недостаточно хорошо обработаны. Поэтому после обработки гидроабразивным способом поверхности в прототипе применена дополнительная пассивация, которая осуществляется после промывки для удаления продуктов очистки. 2. Как при дробеструйной, так и при гидродробеструйной очистке листового проката, при которых обработка осуществляется, как правило, с одной стороны поверхности, в тонкостенном листе (3 - 8мм) происходит нарушение геометрических параметров (коробление), вызванное остаточными внутренними напряжениями, наводимыми на одной стороне поверхности листа в результате пластической его деформации. Способ очистки предложенный в прототипе позволяет обрабатывать только жесткие толстостенные листы, где это явление не заметно. Следовательно, этот способ не универсален. 3. Дополнительный расход рабочей силы, материалов и времени на промежуточные операции промывки и сушки, а также вредное физиологическое действие некоторых пассиваторов, которые в виде брызг, тумана и испарений присутствуют в рабочей зоне очистки, что требует дополнительных затрат на их ликвидацию, например, установок для вентиляционного отсасывания вредных примесей. 4. Сложность и высокая стоимость оборудования для производства гидроабразивной очистки: наличие насосов высокого давления, трубопроводов, элементов гидравлической защиты, что в свою очередь уменьшает надежность работы, а наличие абразива в суспензии снижает долговечность конструкции распылителя. 5. Высокий уровень шума, который возникает при гидроабразивной очистке и работе гидравлических агрегатов. Задачей изобретения является создание способа пассивации в среде пассивирующего раствора без доступа атмосферного воздуха в место обработки совместно с очисткой поверхности от окалины, коррозии и других инородных включений и при этом получение равномерно очищенной по всей площади поверхности с повышенными адгезионными свойствами пассивируемой пленки с основой металла. Кроме того, применение предложенного способа позволяет повысить производительность процесса пассивирования за счет возникающего при этом эффекте активации очищаемой поверхности в результате ударно-вибрационного механического деформирования поверхностного слоя металла и создание развитой поверхности с оптимальным микро- и макрорельефом, который способствует созданию защитной пленки пассиватора с высокой адгезией к основе металла. Поставленная задача решается тем, что в способе пассивации металлических листов, при котором одновременно производят очистку его поверхности и пассивацию, металлический лист погружают полностью в раствор пассиватора и очистка осуществляется в режиме ударновибрационного воздействия свободных торцев металлической плоской щетки, которая взаимодействует с вибратором, осуществляющим возвратно-поступательное перемещение в вертикальной плоскости. Известны устройства для очистки плоских металлических поверхностей, очистные элементы которых выполнены в виде круглых или торцевых щеток с механизмами их прижима к очищаемой поверхности, с приводами вращательного движения (А.с. СССР №745559, 741961, 887039, 1087210, 1090462, 770568, 820915 и др.). К недостаткам известных устройств можно отнести: 1. Невозможность совмещать процесс очистки с процессом защиты свежеобразованной поверхности от дальнейшего окисления, например, пассивацией одновременно, так как вращающиеся щетки, работающие в пассивирующем растворе, при вращении барбатируют последний, что вызывает появление большого количества воздушных п узырьков, которые окисляют очищенную поверхность. 2. Быстрый износ ворса щетки обусловленный трением свободных ее концов по поверхности очищаемой детали на сравнительно большой ее длине, поэтому возникает необходимость регулировки положения оси щетки для сохранения постоянного прижатия. 3. Малая эффективность очистки от окалины в связи с тем, что адгезия окалины с основой металла велика и твердость ее выше, чем основы, а также распространение окалины по площади и глубине ее залегания на поверхности неравномерна, а нормальная составляющая сила работы ворса или иглофрезы щетки меньше, чем тангенциальная составляющая, т.е. щетка как бы выглаживает поверхность очищаемого металла, при этом деформируя более мягкую основу металла, чем окалину, не удаляя ее полностью. Оставшаяся окалина в дальнейшем становится катодом в электрохимическом процессе коррозии, так как ее потенциал положительней потенциала матрицы металла (до 0,5В). 4. Низкая производительность очистки, связанная с конструкцией круглой щетки, которая контактирует с движущейся очищаемой плоской деталью по линии. Очищаемое место на детали входит в контакт с ворсом щетки не более 3 - 4 раз, затем перемещается вперед и выходит из контакта. Нормальная составляющая центробежной силы вращающегося ворса щетки производит недостаточно сильный ударный импульс в месте контакта, способный разрушить твердую окалину. Для полной очистки от окалины в этом случае необходимо или резко уменьшить скорость перемещения щетки или детали, или производить операцию очистки несколько раз. 5. В связи с тем, что обработка щетками осуществляется с одной стороны листа, в тонкостенном листе (до 8мм) происходит нарушение геометрических параметров (коробление), вызванное остаточными внутренними напряжениями, наводимыми на одной стороне листа в результате пластической деформации. Наиболее близким аналогом прототипом является устройство для чистки переплетных крышек, содержащее щетку и привод, при этом щетка установлена на подпружиненной площадке и взаимодействует с эксцентриковым электровибратором, а над щеткой смонтирована прижимная плита (А.с. СССР №364361, кл. B08B1/02). К недостаткам прототипа можно отнести: 1. При удалении окалины с поверхности листа долговечность торцевой щетки с перпендикулярно направленными очистными элементами, например, проволоками, при воздействии на них осевой силы от вибратора будет недостаточно высокой в связи с тем, что при большой длине проволок последние будут испытывать изгибные напряжения в месте закрепления с корпусом щетки и ломаться от усталостных напряжений, а при малой длине быстро выходить из строя в связи с большим абразивным износом торцов проволок, что приведет к частым остановкам процесса очистки для замены щеток. 2. Низкая эффективность очистки в связи с небольшой длиной проволок и в результате этого высокой их продольной жесткости, т.е. не вся рабочая поверхность щетки сможет одновременно участвовать в процессе очистки, если на очищаемой поверхности листа будут выступать продукты окалины, коррозии и др. Торцы проволок щеток в этом случае будут контактировать с выступающими частями поверхности и не смогут контактировать со всей другой поверхностью очищаемого листа без окончательного их разрушения. 3. Наличие эксцентрикового электровибратора усложняет конструкцию устройства и делает его неуниверсальным. Его нельзя использовать для чистки нижней части металлического листа в жидкой среде пассиватора. Задачей изобретения является повышение долговечности работы щетки, улучшение качества очистки и упрощение конструкции вибратора с целью совмещения операции очистки и пассивации с двух сторон металлического листа одновременно, который находится полностью в растворе пассиватора. Поставленная задача решается тем, что очистные элементы плоской щетки выполнены в виде набора проволок и снабжены регулируемым ограничителем длины рабочей части проволок расположенный метод корпусом и рабочими концами проволок, который представляет собой планку со сквозными отверстиями, в которые помещены проволоки, нерабочими концами жестко закрепленные в корпусе, а сам ограничитель соединен с корпусом с возможностью перемещения в осевом направлении по проволокам во время регулировки их продольной жесткости, при этом корпус взаимодействует с электромагнитным вибратором, укрепленным на корпусе. Изобретение поясняется чертежами, где на фиг.1 показана схема общего вида устройства для осуществления способа одновременной очистки и пассивации металлического листа; на фиг.2 - разрез А - А на фиг.1. Сущность изобретения заключается в том, что в известном способе пассивации металла, включающем совместную очистку в пассивирующем растворе в атмосфере воздуха окончательную пассивацию металла проводят после мойки его и помещения в пассивирующий раствор. Имеющиеся на любой поверхности металла микрокапилляры, микропоры и другие микроэлементы его рельефа заполнены конденсированной влагой в которой растворен кислород вместе с углекислым газом, создающем в целом кислую среду в микропоре. Они могут быть заполнены также растворами кислот, которыми обрабатывали поверхность для удаления жировых загрязнений, окалины, грязи. Эта кислотосодержащая среда удерживается в микропорах силами поверхностного натяжения, адсорбционными силами, силами химической связи (хемосорфция). Промывка водой, нейтрализация щелочным раствором не удаляют эту среду даже при использовании высокого давления. Наличие этих коррозионных растворов в указанных несовершенствах рельефа поверхности служит очагом развития коррозии металла, так как при известных способах пассивирования пассивирующий раствор в эти микропоры не проникает и они остаются им необработанные. В предложенном способе пассивирования очистка осуществляется при помощи ударно-вибрационного воздействия торцев проволок большой длины, собранных в торцевую щетку и установленных перпендикулярно очищаемой поверхности, вторые концы которых взаимодействуют с приводом возвратно-поступательного движения, выполненным в виде электромагнитного вибратора, при этом очищаемая деталь и концы проволок, производящие очистку, находятся полностью в растворе пассиватора. Раздробленная пленка окалины, таким образом снимается струей пассиватора под избыточным давлением, вытекающей из форсунок, которые устанавливают непосредственно после торцевой щетки или монтируют в нее между рядами проволок. В результате этой обработки полученная ювенильная (свежеобработанная) поверхность активируется, и не успев окислиться, так как нет прямого контакта с кислородом воздуха (пассиватор служит преградой) активно вступает в химическую реакцию с раствором, подобранным для данного металла. С другой стороны, активированная ювенильная не окисленная поверхность, полученная в результате деформационного ударного воздействия торцами проволок, образует прочную непроницаемую и труднорастворимую оксидную пленку пассиватора с высокой адгезией с основой металла по всей обработанной поверхности, при этом образовавшаяся пленка в дальнейшем может служить грунтовкой при нанесении на металл други х защитных покрытий, например, кремнеорганических красок или эмалей, обеспечивать межоперационную противокоррозионную защиту металла при транспортировке и хранении. Устройство для удаления окалины с металлических листов содержит корпус 1, в основании которого в шахматном порядке просверлены сквозные отверстия, через которые крепятся длинные (150 - 200мм) стальные закаленные проволоки 2, при этом диаметр которых составляет от 1 до 6мм, один конец проволоки загнут под прямым углом на небольшую длину для фиксации проволок в корпусе 1. Верхняя часть корпуса снабжена прямоугольным пазом, в который вставляется крышка 3 плотно прижимающая загнутые концы проволок 2 при помощи резьбового соединения. На верхней части крышки 3 крепится однотактный электромагнитный вибровозбудитель 4 с прорезными пружинами растяжения-сжатия 5. Между торцем корпуса 1 и свободными концами проволок 2 установлен ограничитель длины 6, который представляет собой пластину со сквозными отверстиями, через которые по свободной посадке (с зазором) пропущены проволоки 2. Расположение отверстий на ограничителе 6 соответствует расположению отверстий корпуса 1. Ограничитель длины 6 крепится к корпусу при помощи сменных втулок 7 и резьбового соединения. Свободная длина проволок находится экспериментально и по мере их износа регулируется сменой втулок 7, таким образом, чтобы обеспечить высокую продольную жесткость рабочей части свободного конца проволок и достаточную продольную жесткость другой ее половины, не препятствующую изгибным деформациям. Обрабатываемый металлический лист 8 установлен на направляющих роликах 9, которые принудительно перемещают его в горизонтальном направлении при помощи регулируемого привода, например, цепной передачи и двигателя постоянного тока (на чертеже не показано). В баке 10 залит раствор пассиватора 11 полностью покрывающий обрабатывающий металлический лист 8 и рабочие концы проволок 2. Для смыва продуктов раздробленной окалины могут быть использованы форсунки, из которых под избыточным давлением подается раствор пассиватора, при этом форсунки устанавливаются либо сзади устройства, либо монтируются внутри его между рядами проволок (на чертеже не показано). Для предотвращения утечки раствора пассива-тора 11 из бака в местах входа и выхода металлического листа боковые стороны бака снабжены двумя обрезиненными роликами 12, образующие уплотнения. Избыток пассиватора удаляется самосливом в приемный бак, где после его регенерации и очистки он поступает в нагнетательный бак и насосом по трубопроводам поступает в бак 10 и форсунки очистки. Устройство может также применяться для комбинированной очистки от окалины с помощью электроискрового метода в среде пассиватора, используя торцы проволок в качестве прерывателя постоянного тока. В этом случае возникающая мощная искра между торцем проволок, подключенных к одному полюсу источника тока, например, сварочному трансформатору и поверхностью листа, подключенному к другому полюсу, разогреет окалину, а покрывающий ее раствор пассиватора мгновенно охладит место разорванного контакта, что вызовет большее количество микротрещин в слое окалины, которые будут способствовать облегчению их разрушения при воздействии виброударной деформации торцами проволок. Устройство в случае необходимости можно располагать по обрабатываемому листу последовательно друг за другом, например, сначала выполняющие роль дробления окалины большой диаметр проволок с мощным виброприводом, затем с небольшим диаметром проволок, обладающих малой поперечной жесткостью и слабым виброприводом для окончательной очистки листа от осколков окалины и снятия следов коррозии, при этом можно получить очищенную поверхность с заранее заданными параметрами микрои макронеровностей. Устройство работает следующим образом. При включении привода роликов 9 лист 8 начнет перемещаться по ним в горизонтальной плоскости. Раствор пассиватора 11 залит в бак 10 таким образом, чтобы полностью покрывать лист 8 и 5 - 6см рабочих концов проволок 2, которые в рабочем положении контактируют с листом и передают на него весь вес устройства. Само устройство может по длине быть выполнено равной ширине очищаемого узла и смонтировано неподвижно, или меньше ширины листа. В этом случае необходимо предусмотреть сканирующее устройство, перемещающее приспособление поперек листа в процессе очистки. При включении катушки возбуждения электромагнитного вибратора 4 реактивная часть, которая складывается из прямоугольной металлической плиты и прикрепленного к ней Ш-образного сердечника с замонолименной в нем катушкой возбуждение начнет совершать вынужденные колебания с удвоенной частотой питающей частоты сети, передавая свои колебания через прорезные винтовые пружины растяжения-сжатия 5 корпусной части, которая укреплена жестко на крышке 3. Меняя напряжение питания катушки, зазор между корпусной и реактивной частями электромагнита вводят всю систему в резонанс с требуемой амплитудой импульса, который передается на укрепленные концы проволок 2 и дальше на рабочие торцы, контактирующие с очищаемой поверхностью листа. Обладая небольшой продольной жесткостью проволоки начнут прогибаться от воздействия сил тяжести всего приспособления и дополнительной силы вибрации реактивной части, при этом изгибающий момент воспринимается защемленными концами проволок 2, что в свою очередь может вызвать усталостное их разрушение. Для предохранения от этого явления, а также увеличения срока службы проволок без их частой замены от абразивного износа торцев при контакте последних с поверхностью окалины, ржавчины и самой поверхности листа между корпусом и рабочей частью пружин установлен ограничитель длины 6, закрепленный с корпусом 1 с возможностью регулирования его по длине. Длина рабочих частей проволок 2 выбирается из условия достаточной продольной их жесткости, необходимой для дробления прочно сцепленной с листом окалиной. В связи с тем, что окалина обладает высокой твердостью и плотно соприкасается с основой металла листа, она в то же время достаточно хрупка и торцы вибрирующи х проволок с высокой амплитудой импульса производят дробление ее. Последующее продвижение листа 8 по направляющим роликам 9 вводит в контакт следующие проволоки, которые удаляют раздробленные части окалины с помощью форсунок с вытекающим пассивирующим раствором под избыточным давлением и зачищают поверхность металла, снимая окисленные слои. Очищенная ювенильная поверхность защищена от контакта с воздушной средой и, следовательно, не окисляется и в результате деформирования поверхностного слоя активируется и вступает в химическую реакцию с раствором пассива-тора, образуя прочную труднорастворимую пассивирующую пленку. Таким образом, процесс дробления окалины позволяет ликвидировать традиционный способ ее удаления с помощью химического травления, и затем механического удаления разрыхленного кислотой слоя окалины. Отпадает также операция очистки поверхности листа от оста тков кислоты при помощи смыва ее водой или щелочными растворами. Для увеличения производительности процесса очистки и ликвидации возможности коробления плоскости тонкого листа от одностороннего деформационного воздействия торцев проволок очистку производят одновременно с двух сторон листа, устанавливая устройства зеркально друг к другу с обоих сторон листа. В этом случае вибратор 4 закрывается водонепроницаемым колпаком, а само устройство при помощи троса с грузами и системы роликов прижимается в обойме к поверхности листа полностью находясь в пассивирующем растворе. После окончания обработки всей длины листа 8 следящее устройство (на чертеже не показано) отводит верхнее устройство вверх на 5 - 10мм, и, соответственно, опускает второе устройство на такую жевеличину. При входе следующего листа в зону обработки следящее устройство вводит щетки в рабочее положение. Затем процесс повторяется. Технико-экономические преимущества, полученные от применения изобретения, заключаются в повышении качества пассивирования, уменьшения стоимости процесса, улучшения санитарно-гигиенических условий работы, а также возможности встраивания этих установок в автоматический конвейер обработки листового проката непосредственно в технологический цикл на прокатных заводах.
ДивитисяДодаткова інформація
Автори англійськоюShulte Oleksandr Yuriiovych, Kychin Viktor Petrovych, Salamashenko Anatolii Hryhorovych, Sakhno Valerii Oleksandrovych
Автори російськоюШульте Александр Юрьевич, Кичин Виктор Петрович, Саламашенко Анатолий Григорьевич, Сахно Валерий Александрович
МПК / Мітки
МПК: C23F 11/00
Мітки: здійснення, пристрій, спосіб, металевих, листів, пасивації
Код посилання
<a href="https://ua.patents.su/5-17401-sposib-pasivaci-metalevikh-listiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб пасивації металевих листів та пристрій для його здійснення</a>
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Євдохін Олексій Іванович, Касьяновський Вячеслав Аркадійович, Виноградова Валентина Василівна, Лозовий Віктор Іванович, Галак Микола Матвійович, Дручок Генріетта Володимирівна, Гетьман Віктор Андрійович, Крихта Валерій Петрович
МПК: B08B 3/08, C23G 3/00, B08B 7/04, B08B 3/10
Мітки: виробів, металевих, спосіб, пристрій, здійснення, очищення, окалини
Формула / Реферат:
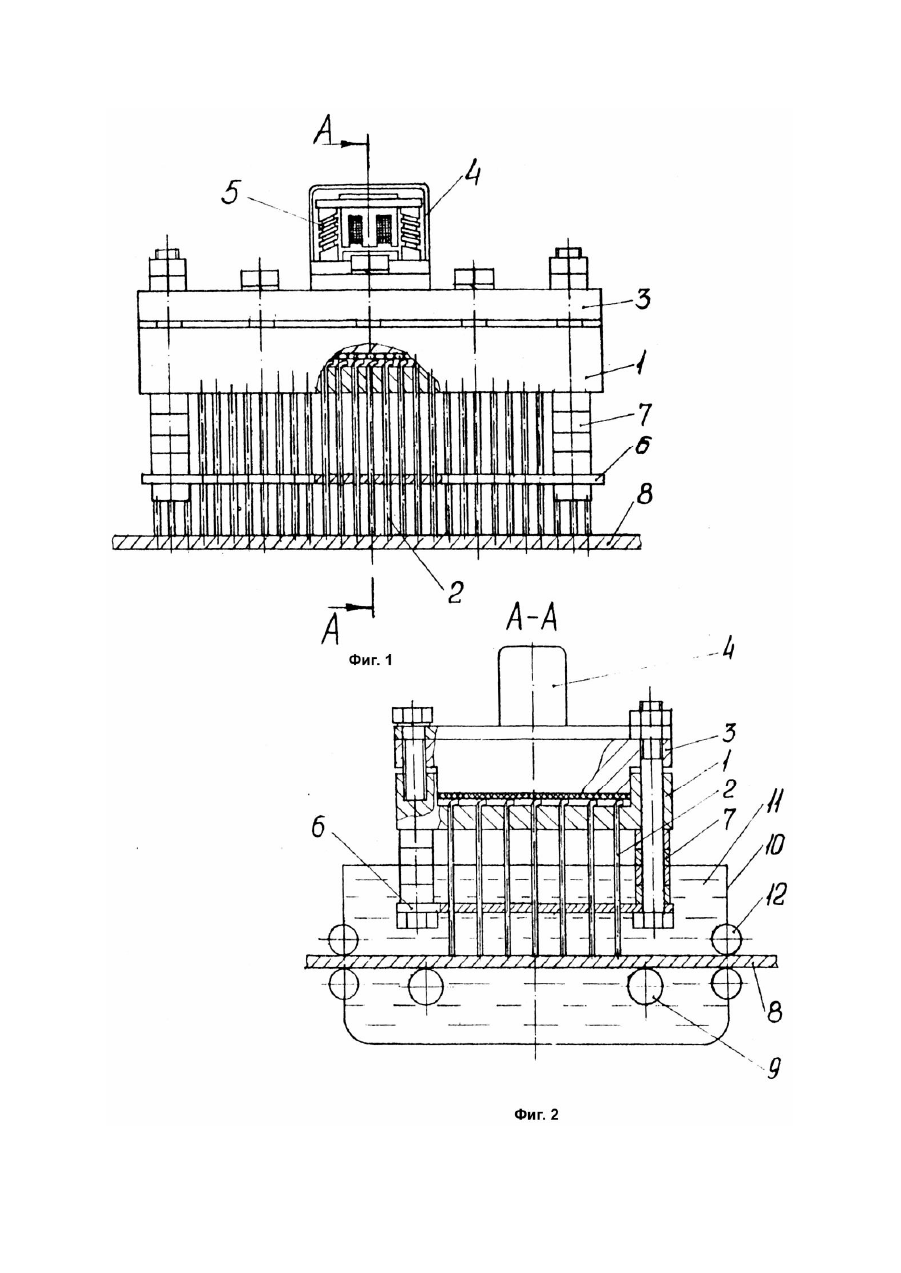
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Хорошілов Микола Макарович, Локтіонов Петро Якович, Скороход Микола Михайлович, Гєрмашов Юрій Володимирович, Гребєнюков Анатолій Васильович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Диордиця Сергій Васильович
МПК: B21B 1/38
Мітки: прокаткою, металевих, пакети, виготовлення, тонких, листів, спосіб
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб обробки дроту та пристрій для його здійснення
Номер патенту: 6422
Опубліковано: 29.12.1994
Автори: Лохматов Олександр Павлович, Покровков Микола Іванович, Кузнєцов Євгеній Івановіч, Борисенко Гліб Павлович, Артьомов Володимир Васильович, Подольскій Боріс Гєоргієвіч, Рудаков Владімір Павловіч, Хакімов Віль Габдулажановіч, Кузьмичов Михайло Васильович, Щербак Олександр Семенович, Семьонов Віктор Константіновіч, Пілюшенко Віталій Лаврентьович, Сікачин Ігор Васильович, Коровайний Сергій Федорович, Адамчук Владімір Стєпановіч, Дем'янова Людміла Іванівна, Баришев Євген Володимирович, Диканський Юрій Юхимович, Крівощапов Владімір Васільєвіч
МПК: C21D 9/52
Мітки: обробки, пристрій, спосіб, дроту, здійснення
Формула / Реферат:
(57) 1. Способ обработки проволоки, включающий нагрев до 820-970°С, выдержку при этой температуре, интенсивное охлаждение от 400-550°С, окончательное охлаждение водой до цеховой температуры и очистку поверхности проволоки от окалины, отличающийся тем, что очистку поверхности проволоки от окалины проводят перед интенсивным охлаждением путем осуществления выдержки при температуре 820-970°С в восстановительной атмосфере в течение 5-15 с, а...
Спосіб очистки газопилового потоку та пристрій для його здійснення /його варіанти/
Номер патенту: 4219
Опубліковано: 27.12.1994
Автори: Павліщев Марат Іванович, Єршов Олександр Леонідович, Малінський Леонід Наумович, Лукач Юрій Юхимович, Фещенко Валерій Захарович
МПК: B04C 5/107
Мітки: спосіб, його, здійснення, потоку, очистки, газопилового, пристрій
Формула / Реферат:
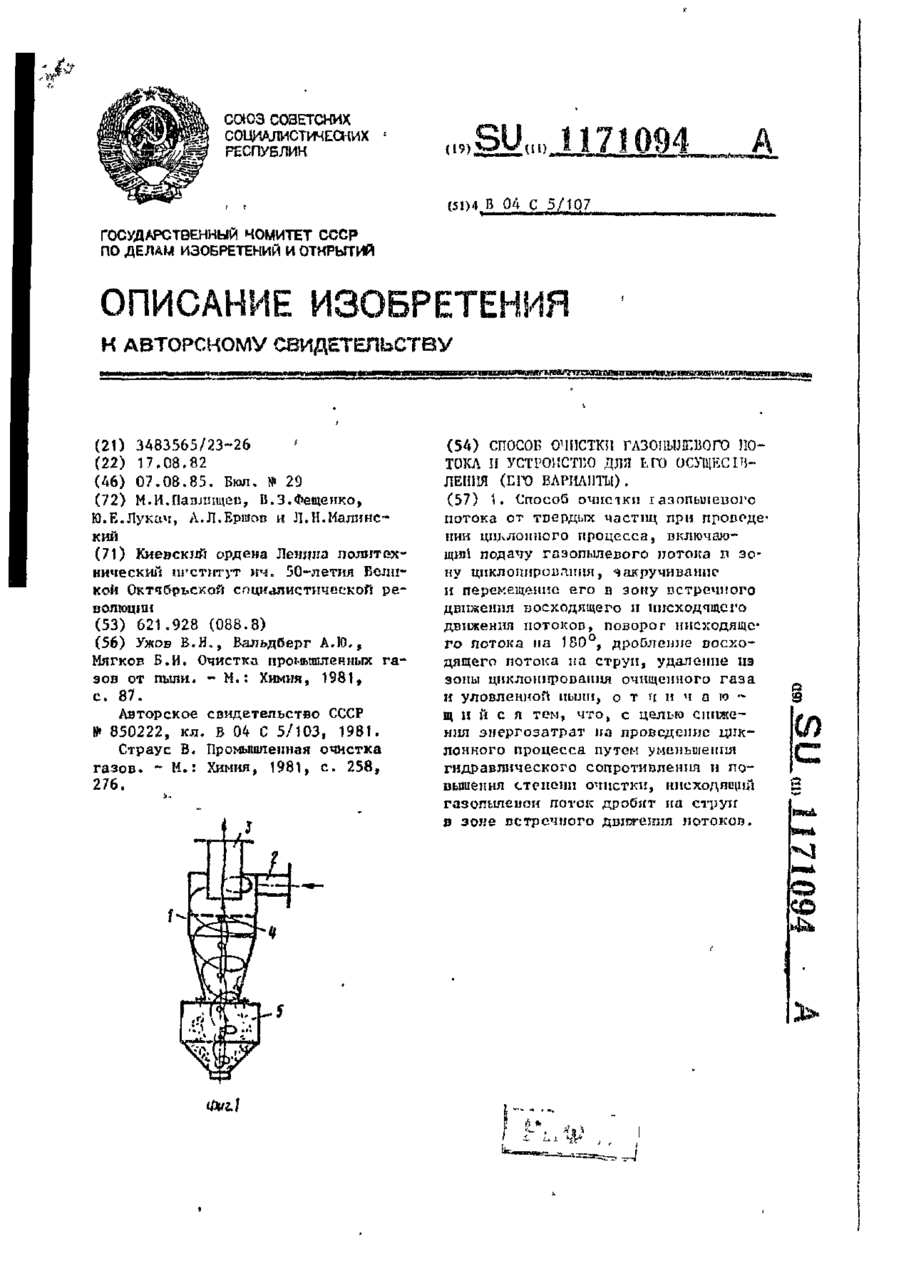
1. Способ очистки газопылевого потока от твердых частиц при проведении циклонного процесса, включающий подачу газопылсвого потока в зону циклонирования, закручивание и перемещение его в зону встречного движения восходящего и нисходящего движения потоков, поворот нисходящего потока на 180°, дробление восходящего потока на струи, удаление из зоны диклонирования очищенного газа и уловленной пыли, отличающийся тем, что, с целью снижения...
Спосіб електроерозійного диспергування металів і пристрій для його здійснення
Номер патенту: 13221
Опубліковано: 28.02.1997
Автори: Великий Віктор Іванович, Рябов Костянтин Ілліч
МПК: B23H 9/00
Мітки: пристрій, здійснення, електроерозійного, спосіб, металів, диспергування
Формула / Реферат:
1. Способ электроэрозионного диспергирования металлов вращающимся электродом-инструментом с непрерывной подачей заготовки в сторону электрода-инструмента, отличающийся тем, что в качестве заготовки используют предварительно сформованную ленту из кусков обрабатываемого материала, связанных при помощи легкоплавкого металла, при этом глубину обработки устанавливают из условия обеспечения гарантированного зазора между поверхностью легкоплавкого...
Попередній патент: Спосіб добору закріплювачів стерильності цукрових буряків
Наступний патент: Спосіб пасивації металевих листів
Випадковий патент: Комутаційний підсилювач потужності