Спосіб пасивації металевих листів
Номер патенту: 17403
Опубліковано: 06.05.1997
Автори: Кичин Віктор Петрович, Неронов Микола Захарович, Шульте Олександр Юрійович, Носаченко Олег Васильович, Сахно Валерій Олександрович, Саламашенко Анатолій Григорович, Олік Анатолій Петрович

Формула / Реферат
1. Способ пассивации металлических листов, при котором одновременно производят очистку его поверхности абразивом, входящим в состав суспензии с пассиватором, отличающийся тем, что металлический лист погружают полностью в суспензию и одновременная очистка, и пассивация осуществляется в режиме абразивно-кавитационного воздействия пассиватора.
2. Способ по п.1, отличающийся тем, что суспензия подается принудительно и локально в зону обработки.
Текст
Изобретение относится к технике защиты металла от коррозии и может быть использовано в металлургической промышленности и в машиностроении для очистки поверхности детали от коррозии, окалины и других инородных включений с одновременным нанесением пассивирующей пленки, предохраняющей металл от окисления в период его хранения и служащей грунтовкой при дальнейшем нанесении на его поверхность защитных покрытий, например, лакокрасочных или кремнеорганических красок. Способ может быть применен для любых металлов, поверхность которых может образовывать достаточно прочную непроницаемую, труднорастворимую пленку пассиватора, например, стали, меди и др. Предлагаемый способ преимущественно применяется для обработки плоских длинномерных деталей, например, листового проката в массовом или крупносерийном производстве. Способ пассивации металла. Известен способ пассивации металла, описанный в книге Грилихес С.Я. Оксидные и фосфа тные покрытия металлов. Машиностроение, 1985. - С.12. Согласно этому способу пассивирование металла осуществляется многоступенчато и включает первоначальную обработку металла в щелочном растворе для очистки поверхности, промывку в воде и пассивирование в течение часа в азотнокислом растворе, содержащем бихромат. После обработки деталей в кислом пассивирующем растворе и промывки в проточной воде 2 - 3% раствором аммиака осуществляют нейтрализацию остатков кислоты. Этот способ может быть использован для пассивирования преимущественно мелких деталей, которые могут без специальных механизмов передаваться с одной операции на другую и поверхность которых может быть легко очищена с помощью щелочных растворов. Для пассивирования крупногабаритных деталей, например, стального проката с поверхностью, покрытой окалиной, ржавчиной данный способ не пригоден, т. е. не обеспечит необходимую степень очистки поверхности изделий достаточную для создания на ней сплошной надежной защитной пленки при операции пассивирования. К тому же операции выполняются раздельно и металл подвергается коррозии в межоперационный период. Проведение нейтрализации остатков кислоты не обеспечивает полное уравнение очагов коррозии, какими являются микротрещины и микрокапилляры, имеющиеся на литой поверхности металла. Кислотосодержащая среда удерживается в них силами поверхностного натяжения, адсорбционными силами, и в некоторых случаях, даже силами химической связи (хемосорбция). В эти очаги пассивирующий раствор не проникает и они им не покрываются. Они остаются очагами вторичной коррозии. На ликвидацию таких очагов вторичной коррозии направлено изобретение по заявке Польши №257978, кл. C23F, опубл. 12.01.87. В этом способе пассивирования стальных поверхностей после травления для устранения возникновения вторичной коррозии в интервале между процессами травильный раствор вымывают водой, не содержащей растворенного кислорода, до полного отсутствия ионов железа в промывочной воде. Из этого следует, что вводится технологическая операция промывки между очисткой и пассивированием, требующая дополнительное время на ее реализацию и специального аппаратного оснащения для контроля состава промывочной воды. Этому способу пассивирования также присущ ранее отмеченный недостаток, заключающийся втом, что несмотря на использование для промывки воды, не содержащей растворенного кислорода, в микропорах поверхности металла образуется конденсированная влага, в которой растворен кислород вместе с углекислым газом, создающая кислую среду, не удаляемая обычными методами и являющаяся очагом коррозии. Для пассивирования крупногабаритного металлического изделия, каким является труба по заявке Японии №61 - 194168, кл. C23C8/18, опублик. 17.01,87, предложено введение в ее внутреннюю полость пассивирующей паровоздушной смеси с промежуточным ее нагревом для обеспечения равномерной температуры пассивирующей среды по длине трубы и предотвращения падения в ней температуры. Данный способ характеризуется сложностью реализации, т.к. подача пара осуществляется сжатым воздухом из компрессора через систему труб, а для подогрева пассивирующего раствора до 310°C необходим подогреватель с регулятором. Дополнительно к этому, способ пассивирования по данной заявке не лишен ранее отмеченного основного недостатка, заключающегося в невозможности создания сплошной защитной пленки и пассивирования микропор и микротрещин поверхности. Известен также способ пассивирования нержавеющей стали по заявке Японии №61199065, кл. C23C8/18, C23F14/00, опубл. 23.01.87, в соответствии с которым деталь, погружена в пассивирующую жидкость и связана с внешним источником энергии для выделения в ней джоулевого тепла. Внутри резервуара приложено давление из источника питания сжатого воздуха и вскипание части жидкости, контактирующей с материалом, образует паровую среду кислород, который окисляет присутствующие в стали и др. элементы, образуя на обрабатываемой поверхности пассивирующую пленку. Способ имеет ограниченную область использования, т.к. предназначен для пассивирования только нержавеющих сталей и к тому же может использоваться при хорошо очищенной поверхности детали, в силу чего для пассивирования деталей с разрыхленной окалиной, ржавчиной при одновременной очистке не может использоваться. Известен способ пассивации металла по а.с. СССР №1560627, кл. C23F11/00, опубл. 30.04.90. Способ предусматривает предварительную его очистку и пассивирование, которые проводят в несколько этапов. В начале детали помещают на 30с в водный раствор окислителя из ряда извлекают, суша т в электропечи, промывают водой и на 30с помещают в раствор восстановителя из ряда образующего с одним из окислителей труднорастворимое соединение. Детали высушивают в электропечи и промывают водой. Как следует из описания и формулы изобретения, операцию пассивирования повторяют многократно. Операция очистки в данном способе предусматривает шлифование и обезжиривание деталей-пластин ацетоном, в силу чего она не пригодна для очистки листов стального проката от ржавчины и окалины, т. е. для снятия даже разрыхленной окалины необходимы значительные усилия для отрыва от основного металла. Но основным недостатком данного способа пассивирования, как и ранее приведенных аналогов, является невозможность обеспечить его операциями сплошности пассивирующей пленки по всему рельефу поверхности. Микропоры, микротрещины и тому подобные микроэлементы поверхности металла остаются неочищенными от кислотосодержащих сред и непокрытыми пассивирующим раствором. Следующим недостатком способа является последовательное выполнение операций очистки и пассивирования, что приводит к активации коррозии в межоперационный период от атмосферных факторов особенно при наличии на поверхности металла очагов коррозии, каковыми являются неочищенные микроэлементы поверхности. Известен также способ пассивации металла, при котором одновременно производят очистку его поверхности абразивом, входящем в состав суспензии, основу которой составляют пассивирующие вещества для уменьшения скорости коррозии очищенной влажной поверхности при соприкосновении ее с воздухом в процессе обработки. Очистка производится гидроабразивным способом на воздухе с одной стороны листового материала. Затем после промывки производится окончательная пассивация изделия в выбранном пассиваторе и его сушка (Лакокрасочные покрытия в машиностроении: Справ. / Под ред. М.М. Гольдберга. - Изд.2 - е. - М.: Машиностроение, 1974. - С.285). Данный способ принят прототипом. К недостаткам прототипа следует отнести: 1. Низкое качество пассивирующего покрытия, т.к. процесс гидроабразивной очистки производится в атмосфере воздуха, т.е. очищенная поверхность в сравнительно короткое время не успевает прореагировать с пассивирующим раствором и в некоторых местах может вступить в реакцию с кислородом воздуха, поверхность при дальнейшей пассивации будет иметь низкую адгезию с пассивирующей пленкой. Трудность тщательной очистки поверхности до ювенильного состояния, т. к. остаются риски, микропоры, микрокапилляры и другие дефекты поверхности, а также прокорродирующие и окисленные ранее участки, препятствующие созданию плотной пассивирующей пленки с высокой адгезией ее к основе металла. Это возникает в результате того, что при гидроабразивной обработке абразив с высокой скоростью обрабатывает сравнительно большую площадь плоскости струей и только часть абразива, которая контактирует с поверхностью, производит очистку, следовательно, КПД использования всей массы абразива низок и возможны места на поверхности листа, которые недостаточно хорошо обработаны. Поэтому после обработки гидроабразивным способом поверхности в прототипе применена дополнительная пассивация, которая осуществляется после промывки для удаления продуктов очистки. 2. Как при дробеструйной, так и при гидродробеструйной очистке листового проката, при которых обработка осуществляется, как правило, с одной стороны поверхности, в тонкостенном листе (3 - 8мм) происходит нарушение геометрических параметров (коробление), вызванное остаточными внутренними напряжениями, наводимыми на одной стороне поверхности листа в результате пластической его деформации. Способ очистки предложенный в прототипе позволяет обрабатывать только жесткие толстостенные листы, где это явление не заметно. Следовательно, этот способ не универсален. 3. Дополнительный расход рабочей силы, материалов и времени на промежуточные операции промывки и сушки, а также вредное физиологическое действие некоторых пассиваторов, которые в виде брызг, тумана и испарений присутствуют в рабочей зоне очистки, что требует дополнительных затрат на их ликвидацию, например, установок для вентиляционного отсасывания вредных примесей. 4. Сложность и высокая стоимость оборудования для производства гидроабразивной очистки: наличие насосов высокого давления, трубопроводов, элементов гидравлической защиты, что в свою очередь уменьшает надежность работы, а наличие абразива в суспензии снижает долговечность конструкции распылителя. 5. Высокий уровень шума, который возникает при гидроабразивной очистке и работе гидравлических агрегатов. Задачей изобретения является создание способа пассивации в среде пассивирующего раствора без доступа атмосферного воздуха в место обработки совместно с очисткой поверхности от окалины, коррозии и других инородных включений и при этом получение равномерно очищенной по всей площади поверхности с повышенными адгезионными свойствами пассивируемой пленки с основой металла. Кроме того, применение предложенного способа позволяет повысить производительность процесса пассивирования за счет возникающего при этом способе абразивно-кавитационном действии суспензии при обработке поверхности, а также снизить себестоимость процесса в связи с тем, что для создания кавитации применяются стандартные генераторы высокочастотных колебаний и преобразователи. Пассивирующая жидкость с абразивом подается в зону обработки под небольшим давлением (0,1 - 0,5АТИ) и в сравнительно небольшом количестве по сравнению с прототипом и, следовательно, отпадает необходимость в насосах высокого давления и арматуры, что уменьшает габариты установки и ее металлоемкость. Поставленная задача решается тем, что в способе пассивации металлических листов, при котором одновременно производят очистку его поверхности абразивом, входящем в состав суспензии с пассиватором, металлический лист погружают в месте его обработки в суспензию и одновременная очистка и пассивация осуществляется в режиме абразивнокавитационного воздействия пассиватора с обоих сторон одновременно. Сущность изобретения поясняется чертежами, где на фиг. 1 показана схема общего вида установки для пассивирования, а на фиг, 2 устройство для его осуществления, Сущность изобретения заключается в том, что в известном способе пассивации металла, включающем совместную очистку в пассивирующем растворе в атмосфере воздуха окончательную пассивацию металла проводят после мойки его и помещения в пассивирующий раствор. Имеющиеся на любой поверхности металла микрокапилляры, микропоры и другие микроэлементы его рельефа заполнены конденсированной влагой в которой растворен кислород вместе с углекислым газом, создающем в целом кислую среду в микропоре. Они могут быть заполнены также растворами кислот, которыми обрабатывали поверхность для удаления жировых загрязнений, окалины, грязи. Эта кислотосодержащая среда удерживается в микропорах силами поверхностного натяжения, адсорбционными силами, силами химической связи (химсорбция). Промывка водой, нейтрализация щелочным раствором не удаляют эту среду даже при использовании высокого давления. Наличие этих коррозионных растворов в указанных несовершенствах рельефа поверхности служит очагом развития коррозии металла, так как при известных способах пассивирования пассивирующий раствор в эти микропоры не проникает и они остаются им не обработанные. В предложенном способе пассивирования очистка осуществляется при помощи ультразвукового магнитострикционного преобразователя, со стороны колеблющегося торца которого, подается суспензия, состоящая из смеси абразива, например, карбида бора, кварцевого песка или др., смешанного с раствором пассиватора, химический состав которого выбирается в зависимости от обрабатываемого материала. Тонкий слой суспензии, находящийся между торцем магнитострикционного преобразователя и поверхностью обрабатываемого листа, под действием упругих волн, возникающих от колеблющегося торца преобразователя, оказывает долбящее действие аб-разивной суспензии, а кавитационные процессы в суспензии значительно ускоряют направленное разрушение продуктов коррозии, окалины и других инородных включений, В результате этой обработки полученная юве-нильная (свежеобработанная) поверхность активируется, и не успев окислиться, так как нет прямого контакта с кислородом воздуха (суспензия служит преградой) активно вступает в химическую реакцию с раствором, подобранным для данного металла. Таким образом, абразивнокавитационная обработка пассивирующим раствором обеспечивает возможность одновременного проведения операций очистки и пассивации, что позволяет предотвратить коррозию поверхности металла в процессе обработки, так как деталь не подвергается атмосферному воздействию при транспортировки от одной операции к другой. С другой стороны, активированная ювенильная не окисленная поверхность, полученная в результате деформационного ударного воздействия частиц абразива и кавитации, образует прочную непроницаемую и труднорастворимую оксидную пленку пассиватора с высокой адгезией с основой металла по всей обработанной поверхности, при этом образовавшаяся пленка в дальнейшем может служить грунтовкой при нанесении на металл други х защитных покрытий, например, кремнеорганических красок или эмалей, обеспечивать межоперационную противокоррозионную защиту металла при транспортировке и хранении. Установка для реализации способа включает бак 1 с залитым в него пассивирующим раствором 2, который выбирают в зависимости от обрабатываемого материала. При пассивации черных металлов могут быть использованы различные пассивирующие растворы и режимы пассивирования, описанные, например, Оксидные и фосфатные покрытия металлов (Грилихес С. Я., 1985. - С.11 - 13), а при пассивировании деталей из цветных металлов, например, меди, используют пассивирующие растворы (описанные в указанном выше источнике на с.79 - 80). В пассивирующий раствор 2 введен абразив, например, карбид бора, кварцевый песок, при этом концентрация последнего составляет 30 - 50% по весу от массы раствора 2. Внутри бака установлены направляющие ролики 3, которые принудительнопоступательно перемещают в горизонтальной плоскости обрабатываемую деталь 4, например, прокатный длинномерный лист, погруженный в пассивирующий раствор 2. Для предотвращения утечки раствора 2 из бака 1 боковые стороны последнего снабжены двумя обрезиненными роликами 5, образующие уплотнения в месте входа и выхода детали 4 в бак и из него. Для создания локальной пузырьковой кавитации предусмотрен, по крайней мере, один ультразвуковой магнитострикционный преобразователь высокой частоты 6 и трансформатор 7, торец которого выполнен ножевого типа, и укреплен на направляющих 8 с возможностью перемещения поперек детали 4 и соединенного с механизмом сканирования 9, осуществляющим возвратно-поступательное движение рабочего торца трансформатора 7. Для производительной обработки ультразвуковых преобразователей предусмотрено несколько магнитострикционных преобразователей 6 и трансформаторов 7 и они могут быть установлены по обе стороны детали 4, каждая пара которых установлена на одной оси и их торцы направлены свободными концами друг к др угу (зеркально). По всей длине трансформаторов 7 выполнены сквозные отверстия 10, соединенные между собой и общим каналом 11 в теле трансформатора 7, во второй конец которого поступает пассивирующий раствор с абразивом 2. Диаметры отверстий 10 и 11 выбраны из условия свободного протекания раствора с абразивом 2, Избыток суспензии 2 удаляется самосливом в приемный бак 12, где после ее регенерации и очистки она поступает в нагнетательный бак 13, откуда насосом по трубопроводам 14 нагнетается в приемный канал трансформатора 7 и оттуда к месту обработки. Вся поверхность обрабатываемого листа полностью покрыта суспензией и не имеет контакта с атмосферой воздуха. Устройство работает следующим образом. При включении привода роликов 3 лист 4 начнет перемещаться по ним в горизонтальной плоскости. Включение привода механизма сканирования 9 вызовет перемещение магнитострикционных преобразователей б и трансформаторов 7 поперек поверхности листа. Из нагнетательного бака 13, в котором происходит тща тельное перемешивание суспензии 2 она по трубопроводу поступает в канал 11, выполненный в теле трансформатора (фиг.2) и под избыточным давлением растекается между зазором, образованным торцем трансформатора и очищаемой поверхностью, где и происходит очистка поверхности за счет долбящего действия абразива и кавитационных явлений, происходящих в суспензии. В связи с тем, что суспензия представляет собой смесь абразива с раствором пассиватора и очищенная ювенильная поверхность защищена от контакта с воздушной средой, и, следовательно, не окисляется, очищенная активированная поверхность вступает в химическую реакцию с раствором пассиватора и образует прочную непроницаемую труднорастворимую паесивирующую пленку. Избыток суспензии, полученной в результате обработки, самотеком поступает в приемный бак 12, откуда после регенерации и очистки подается в нагнетательный бак 13 и процесс продолжается. В случае необходимости проведения процесса пассивации при повышенных температурах предусмотрены нагреватели и автоматическая аппаратура для контроля за нагревом. Технико-экономические преимущества, полученные от применения изобретения, заключаются в повышении качества пассивирования, уменьшения стоимости процесса, улучшения санитарно-гигиенических условий работы, а также возможности встраивания этих установок в автоматический конвейер обработки листового проката непосредственно в технологический цикл на прокатных заводах.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for passivation of metal sheets
Автори англійськоюShulte Oleksandr Yuriiovych, Kychin Viktor Petrovych, Salamashenko Anatolii Hryhorovych, Olik Anatolii Petrovych, Sakhno Valerii Oleksandrovych
Назва патенту російськоюСпособ пассивации металлических листов
Автори російськоюШульте Александр Юрьевич, Кичин Виктор Петрович, Саламашенко Анатолий Григорьевич, Олик Анатолий Петрович, Сахно Валерий Александрович
МПК / Мітки
МПК: C23F 11/00
Мітки: листів, пасивації, спосіб, металевих
Код посилання
<a href="https://ua.patents.su/4-17403-sposib-pasivaci-metalevikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пасивації металевих листів</a>
Спосіб пасивації металевих листів та пристрій для його здійснення
Номер патенту: 17401
Опубліковано: 06.05.1997
Автори: Кичин Віктор Петрович, Шульте Олександр Юрійович, Саламашенко Анатолій Григорович, Носаченко Олег Васильович, Сахно Валерій Олександрович
МПК: C23F 11/00
Мітки: металевих, спосіб, листів, пасивації, пристрій, здійснення
Формула / Реферат:
1. Способ пассивации металлических листов, при котором одновременно производят очистку его поверхности и пассивации, отличающийся тем, что металлический лист и очистные элементы полностью погружаются в раствор пассиватора и очистка осуществляется в режиме ударно-вибрационного воздействия рабочих торцев металлической плоской щетки, которая взаимодействует с вибратором, осуществляющим возвратно-поступательное перемещение ее в вертикальной...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Скороход Микола Михайлович, Диордиця Сергій Васильович, Гєрмашов Юрій Володимирович, Гребєнюков Анатолій Васильович, Міронов Євген Костянтинович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: тонких, металевих, спосіб, виготовлення, прокаткою, листів, пакети
Формула / Реферат:
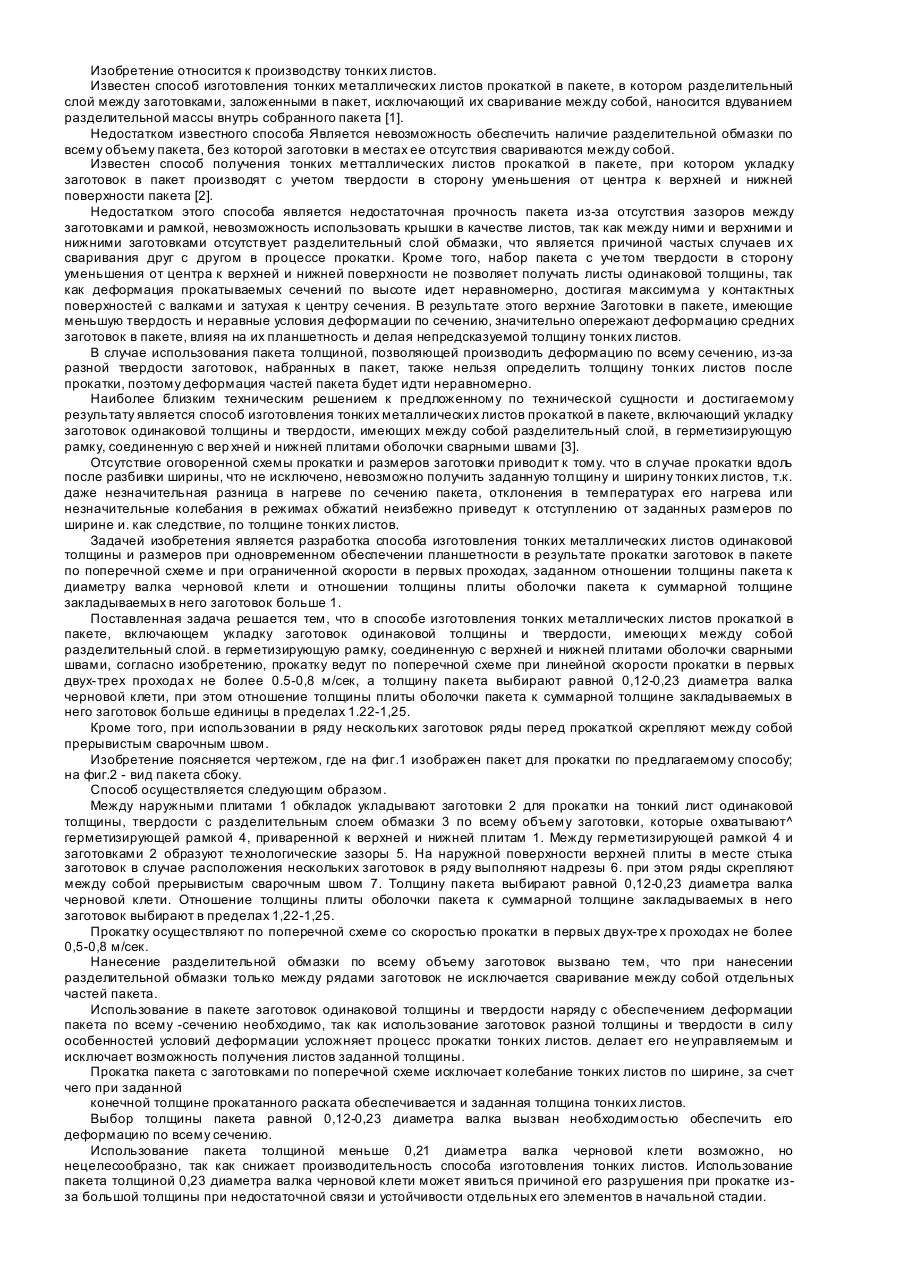
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Спосіб утворення металевих покриттів
Номер патенту: 14769
Опубліковано: 18.02.1997
Автори: Литвиняк Ярослав Мирославович, Машуков Валерій Михайлович, Куличенко Анатолій Якович
МПК: C23C 4/12
Мітки: спосіб, металевих, утворення, покриттів
Формула / Реферат:
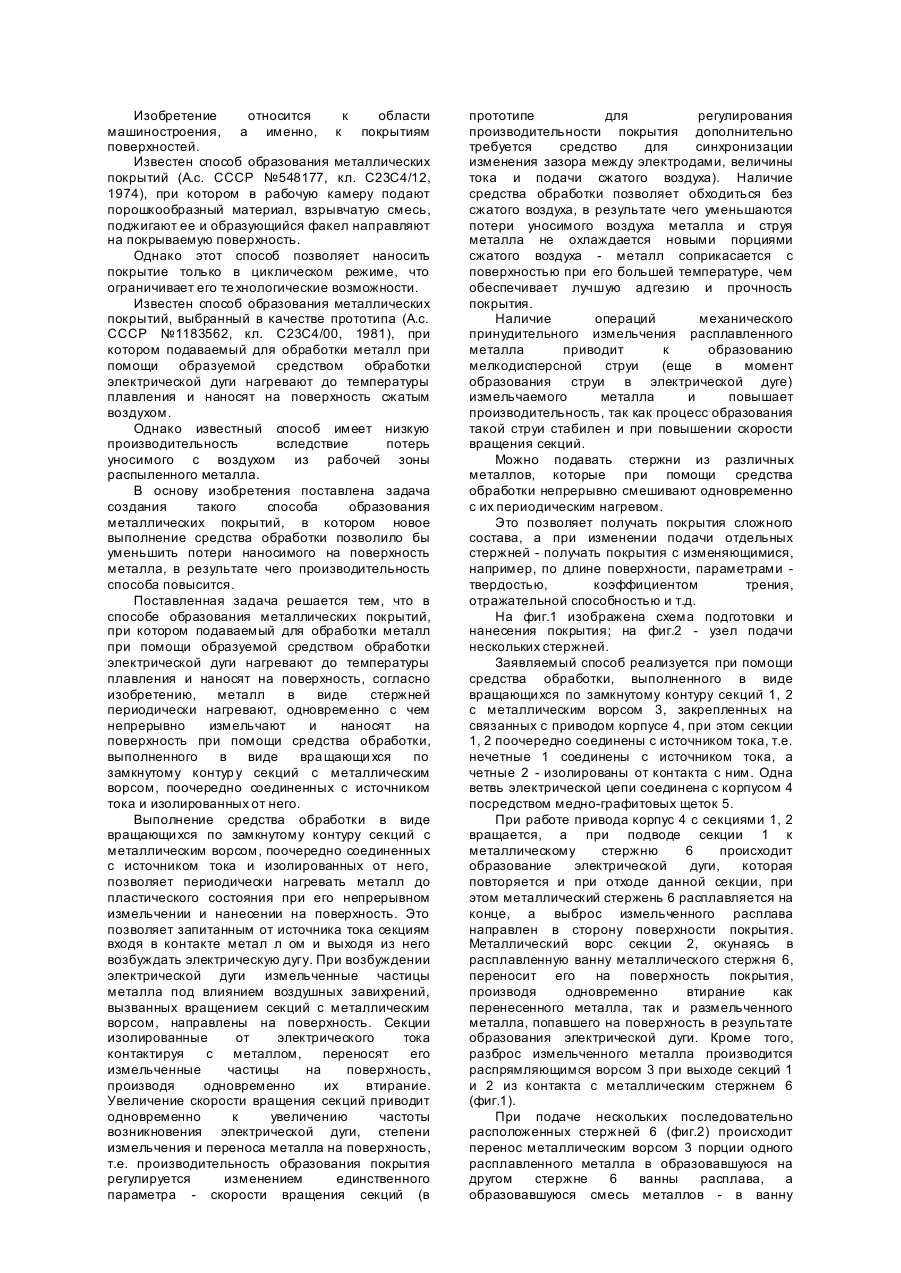
1. Способ образования металлических покрытий, при котором подаваемый для обработки металл при помощи образуемой средством обработки электрической дуги нагревают до температуры плавления и наносят на поверхность, отличающийся тем, что металл в виде стержней периодически нагревают, одновременно с чем непрерывно измельчают и наносят на поверхность при помощи средства обработки, выполненного в виде вращающихся по замкнутому контуру секций с...
Спосіб очищення металевих стрічок
Номер патенту: 3689
Опубліковано: 27.12.1994
Автори: Захарченко Петро Петрович, Палений Володимир Іванович, Сторчак Валерій Васильович
МПК: B08B 7/04
Мітки: спосіб, очищення, стрічок, металевих
Формула / Реферат:
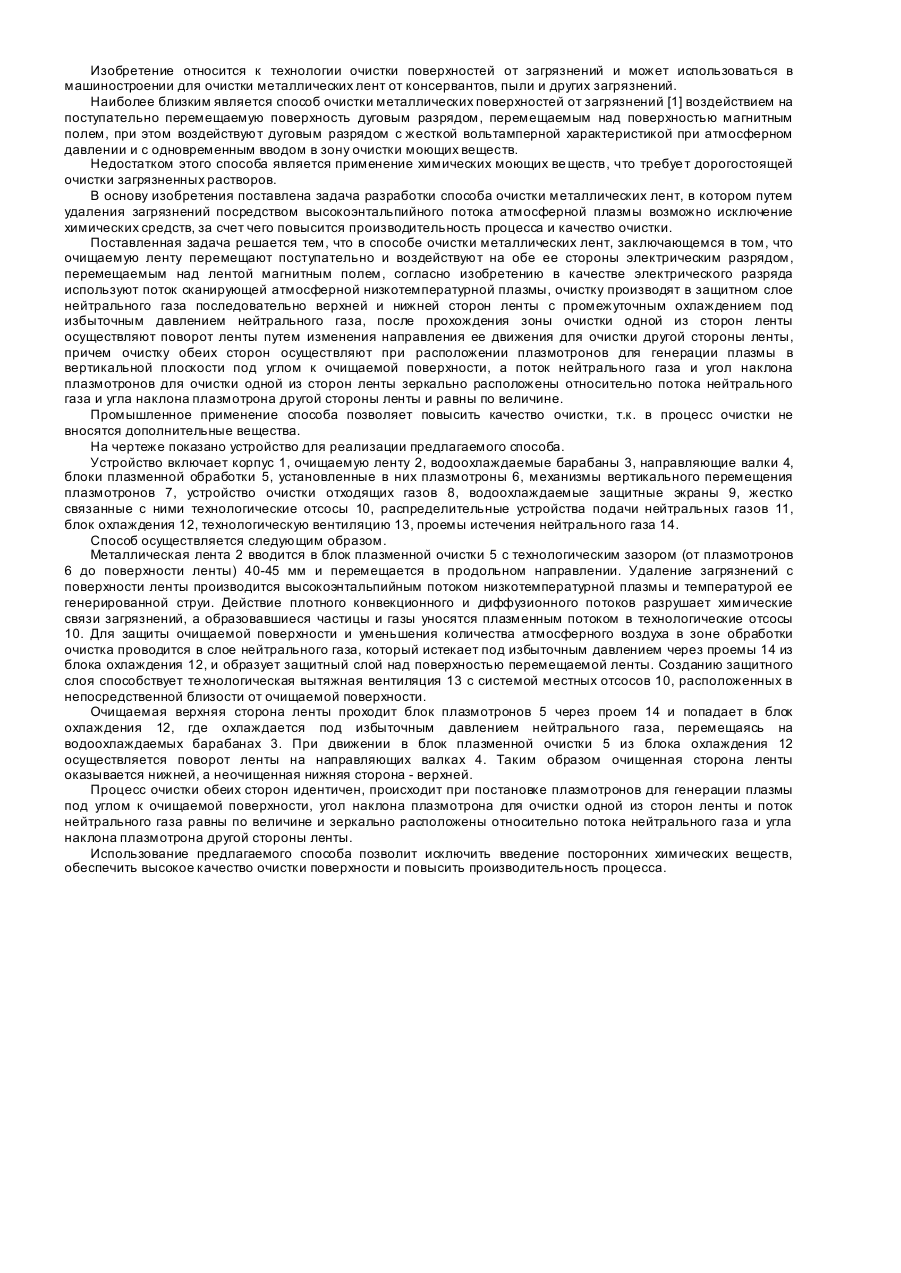
1. Способ очистки металлических лент от загрязнений, заключающийся в том, что очищаемую ленту перемещают поступательно и воздействуют на обе ее поверхности электрическим разрядом, перемещаемым над лентой магнитным полем, отличающийся тем, что в качестве электрического разряда используют поток сканирующей атмосферной низкотемпературной плазмы, очистку производят в защитном слое нейтрального газа последовательно верхней и нижней сторон ленты с...
Спосіб виробництва тришарових листів
Номер патенту: 8260
Опубліковано: 29.03.1996
Автори: Хорошілов Микола Макарович, Бондаренко Микола Андрійович, Антипенко Валентин Григорович, Цодік Сергій Васильович, Диордиця Сергій Васильович, Глоба Микола Ілліч, Локтіонов Петро Якович, Міллєр Віктор Вікторович, Тарасов Віктор Іванович
МПК: B32B 37/00
Мітки: тришарових, спосіб, листів, виробництва
Формула / Реферат:
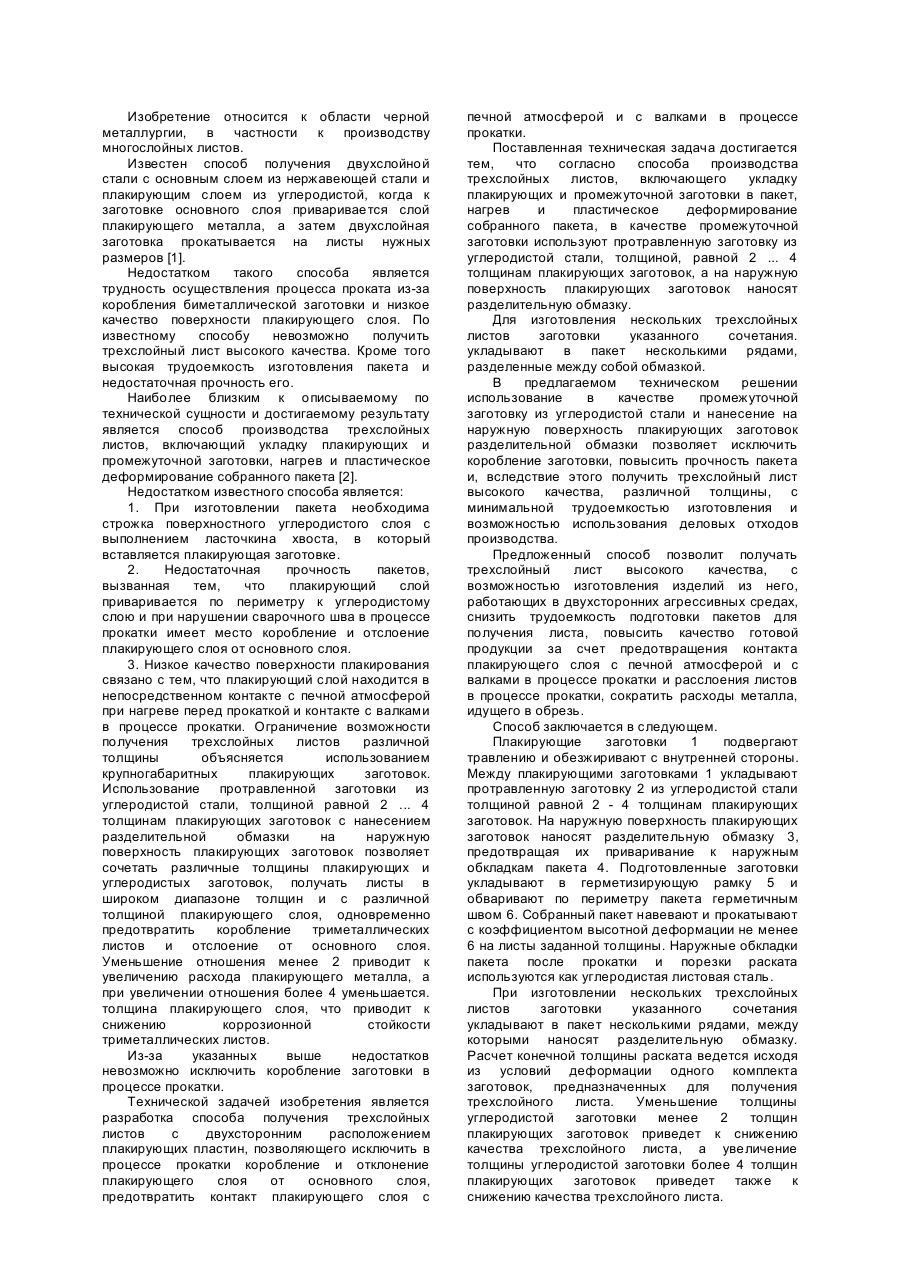
Способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовок в пакет, нагрев и пластическое деформирование собранного пакета, отличающийся тем, что в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали толщиной, равной 2...4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку.
Попередній патент: Спосіб пасивації металевих листів та пристрій для його здійснення
Наступний патент: Лікарський засіб “кардацет”
Випадковий патент: Пристрій для екстрагування рослинної сировини