Спосіб електроерозійного диспергування металів і пристрій для його здійснення
Номер патенту: 13221
Опубліковано: 28.02.1997
Формула / Реферат
1. Способ электроэрозионного диспергирования металлов вращающимся электродом-инструментом с непрерывной подачей заготовки в сторону электрода-инструмента, отличающийся тем, что в качестве заготовки используют предварительно сформованную ленту из кусков обрабатываемого материала, связанных при помощи легкоплавкого металла, при этом глубину обработки устанавливают из условия обеспечения гарантированного зазора между поверхностью легкоплавкого металла иэлектродом-инструментом.
2. Способ по п. 1, отличающийся тем, что в процессе обработки контролируют величину рабочего тока, а скорость подачи ленты регулируют из условия обеспечения постоянства величины рабочего тока.
3. Способ по пп. 1 и 2, отличающийся тем, что обработку ведут образующей многоконтурного электрода-инструмента, выполненного в виде набора дисков с расстоянием между торцами соседних дисков не более удвоенной величины межэлектродного зазора для данного режима обработки.
4. Устройство для электроэрозионного диспергирования металлов вращающимся дисковым электродом-инструментом, содержащее механизм подачи заготовки в зону обработки и систему подачи рабочей жидкости, отличающееся тем, что в него введены резервуар подачи легкоплавкого металла, бункер подачи кусков диспергируемого материала и система охлаждения легкоплавкого металла, механизм подачи заготовки выполнен в виде ленточного конвейера, при этом бункер расположен между резервуаром и зоной обработки, а система охлаждения расположена между зоной обработки и бункером.
5. Устройство по п. 4, отличающееся тем, что система охлаждения легкоплавкого металла связана с системой подачи рабочей жидкости в зону обработки.
6. Устройство по п. 4, отличающееся тем, что между системой подачи рабочей жидкости и системой охлаждения легкоплавкого металла установлен введенный в устройство узел удаления незакрепленных кусков обрабатываемого материала.
7. Устройство по п. 6, отличающееся тем, что узел удаления выполнен в виде металлической щетки.
Текст
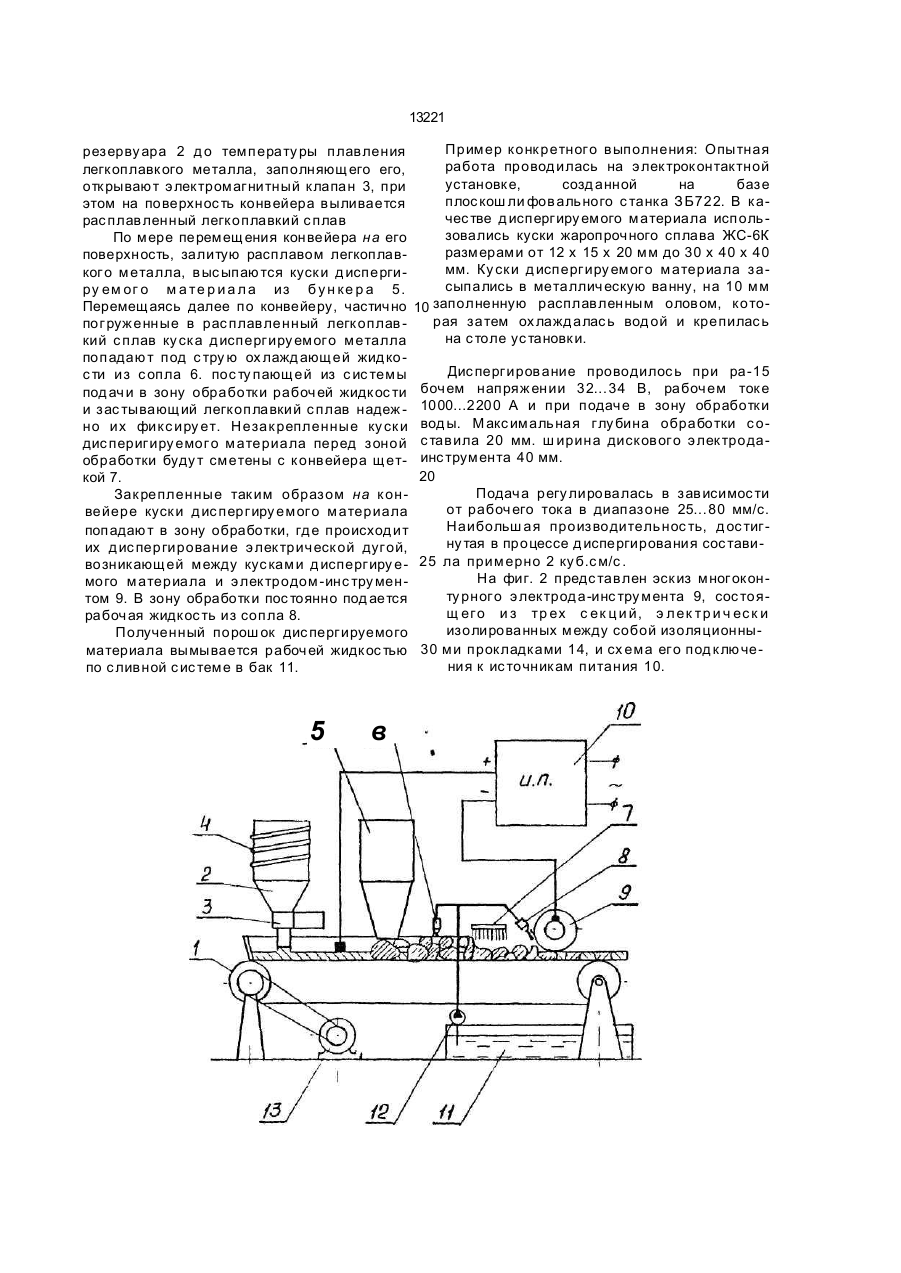
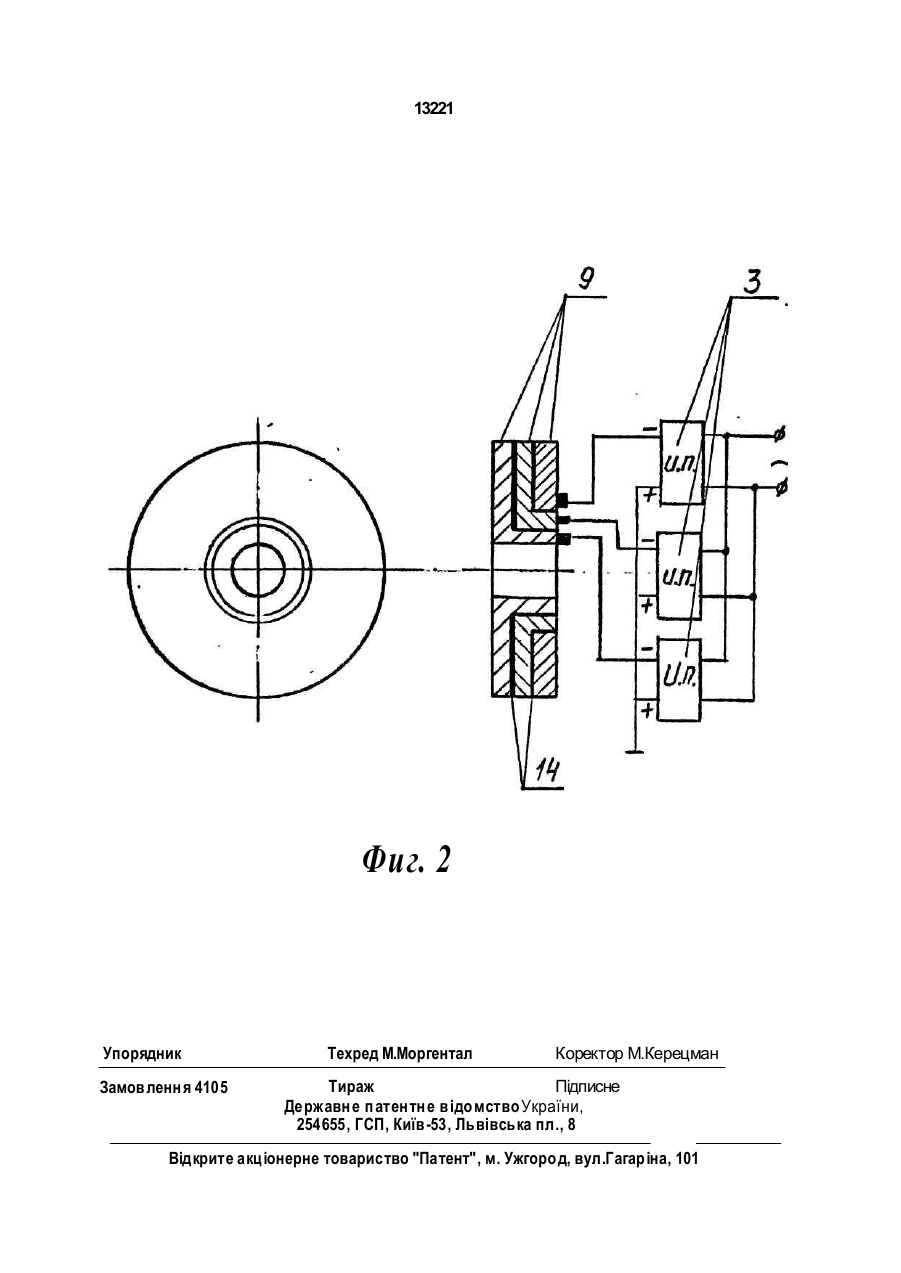
1. Способ электроэрозионного диспер гирования металлов вращающимся электро дом-инструментом 'с непрерывной подачей заготовки в сторону электрода-инструмен та, о т л и ч а ю щ и й с я тем, что в качестве заготовки используют предварительно сформованную ленту из кусков обрабатыва емого материала, связанных при помощи легкоплавкого металла, при этом глубину обработки устанавливают из условия обес печения гарантированного зазора между поверхностью легкоплавкого металла и электродом-инструментом. 2. Способ по п. 1,о т л и ч а ю щ и й с я тем, что в процессе обработки контролиру ют величину рабочего тока, а скорость по дачи ленты регулируют из условия обеспечения постоянства величины рабоче го тока. 3. Способ по пп. 1 и 2, о т л и ч а ю щ ий с я тем, что обработку ведут образующей многоконтурного электрода-инструмента, выполненного в виде набора дисков с расстоянием между торцами соседних дисков не более удвоенной величины межэлектродного зазора для данного режима обработки. 4. Устройство для электроэрозионного диспергирования металлов вращающимся дисковым электродом-инструментом, со держащее механизм лодачи заготовки в зо ну обработки и систему подачи рабочей жидкости, о т л и ч а ю щ е е с я тем, что в него введены резервуар подачи легкоплав кого металла, бункер подачи кусков диспер гируемого материала и система охлаждения легкоплавкого металла, механизм подачи заготовки выполнен в виде ленточного кон вейера, при этом бункер расположен между резервуаром и зоной обработки, а система охлаждения расположена между зоной об работки и бункером. 5. Устройство по п. 4, о т л и ч а ю щ е ес я тем, что система охлаждения легкоплав кого металла связана с системой подачи ра бочей жидкости в зону обработки. 6» Устройство по п. 4, о т л и ч а к> щ е ес я тем, что между системой подачи рабочей жидкости и системой охлаждения легкоплавкого металла установлен введенный в устройство узел удаления незакрепленных кусков обрабатываемого материала. 7. Устройство по п. 6, отличающеес я тем, что узел удаления выполнен в виде металлической щетки. С> со го О Изобретение относится к электроэрозионной обработке и может быть использовано в черной и цветной металлургии при производстве порошков и сплавов, оксидов и карбидов. Известен способ получения порошка и дроби из металлов и их сплавов, заключаю 13221 щийся в том, что процесс получения порошка и дроби ведут путем непрерывного оплавления и распыления под воздействием электрического импульса, сплошных электрических электродов-заготовок. Данный способ осуществляется с помощью устройства, выполненного в виде камеры, нижняя часть которой заполнена охлаждающей жидкостью, а верхняя часть нейтральной средой и в ней размещены подаваемые одна другой навстречу сплошные электроды-заготовки, включенные в цепь электрического тока [1]. Однако, данный способ и устройство не обеспечивают высокой производительности диспергирования, так как относительно небольшая скорость взаимного перемещения заготовок не позволяет использовать короткий дуговой разряд для эрозионного разрушения металла. Кроме того, диспергируемый материал должен пройти предварительную обработку с целью формирования электродов-заготовок определенной формы и размеров. Обработка кусков материала произвольной формы с помощью данного способа и устройства невозможна. В основу изобретения поставлена задача обеспечения возможности получения порошков из кусков диспергируемого материала, имеющих различную форму и габариты, снижение энергоемкости процесса, упрощение конструкции установки. Для этого в способе электроэрозионного диспергирования металлов вращающимся дисковым электродом-инструментом с непрерывной подачей заготовки в сторону электрода-инструмента, в качестве заготовки используют предварительно сформированную ленгу из кусков обрабатываемого материала, связанных при помощи легкоплавкого металла, при этом глубину обработки устанавливают из условия обеспечения гарантированного зазора между поверхностью легкоплавкого металла и электродом-инструментом. Для обеспечения повышения производительности, в процессе обработки контролируют величину рабочего тока, а скорость подачи ленты регулируют из условия обеспечения постоянства величины рабочего тока Кроме того, для обеспечения качества диспергирования, обработку ведут образующей многоконтурного электрода-инструмента, выполненного в виде набора дисков с расстоянием между торцами соседних дисков не более удвоенной величины межэлектродного зазора для данного режима обработки 4 В устройство для электроэрозионного диспергирования металлов вращающимся дисковым электродом-инструментом содержащем механизм подачи заготовки в зону 5 обработки и систему подачи рабочей жидкости, введены резервуар подачи легкоплавкого металла, бункер подачи кусков диспергируемого материала и система охлаждения легкоплавкого металла, механизм 10 подачи заготовки выполнен в виде ленточного конвейера, при этом бункер расположен между резервуаром и зоной обработки, а система охлаждения расположена между зоной обработки и бункером. 15 Кроме того, система охлаждения легкоплавкого металла связана с системой подачи рабочей жидкости в зону обработки. Для обеспечения исключения коротких замыканий между системой подачи рабочей 20 жидкости и системой охлаждения легкоплавкого металла установлен введенный в устройство узел удаления незакрепленных кусков обрабатываемого материала, при этом узел удаления выполнен в виде метал25 лической щетки. На фиг. 1 изображено заявляемое устройство для осуществления предлагаемого способа, на фиг. 2 - эскиз многоконтурного электрода-инструмента. 30 Предлагаемое устройство содержит конвейер 1, в начале которого установлен резервуар с расплавом легкоплавкого сплава 2 и электромагнитным клапаном 3, вокруг резервуара с расплавом смонтирован на35 греватель 4 для поддержания температуры расплава, далее по направлению движения конвейера над его поверхностью располагается бункер 5, заполненный кусками диспергируемого материала, далее, в том же 40 направлении над поверхностью конвейера располагается сопло 6 для подачи рабочей жидкости с целью охлаждения легкоплавкого металла и щетка 7 для удаления незакрепленных кусков диспергируемого материала, 45 сопло 8 для подачи рабочей жидкости в зону обработки располагается перед электродом-инструментом и кусками диспергируемого материала; источник питания 10, а также бак с рабочей жидкостью 11 и насо50 сом 12 располагаются в любом месте неподалеку от зоны обработки. Двигатель привода конвейера с редуктором 13 располагается в начале конвейера. Заявляемый способ осуществляется с 55 помощью описываемого устройства следующим образом. Производят запуск конвейера 1, включение вращения электрода-инструмента 9, источника питания 10, насоса рабочей жидкости 12 и нагревателя 4. После разогрева 13221 резерву ара 2 д о температу ры плавления легкоплавкого металла, заполняющего его, открывают э лектромагнитный клапан 3, при этом на поверхнос ть конвейера выливается рас плавленный легкоплавкий с плав По мере перемещения конвейера на его поверхность, залитую расплавом легкоплавкого металла, выс ыпаются куски д испергиру ем ог о м а те р и а л а из б у н ке р а 5. Перемещаясь далее по конвейеру, частично погруженные в рас плавленный легкоплав кий с плав ку ска д испергиру емого металла попадают под с тру ю ох лажд ающей жид кос ти из с опла 6. пос ту пающ ей из с ис темы под ачи в зону обработки рабочей жидкос ти и зас тывающий легкоплавкий с плав надеж но их фикс иру ет. Незак репленные ку ски дис перигиру емого материала перед зоной обработки буду т сметены с конвейера щеткой 7. Закрепленные таким образом на конвейере куски д ис пергиру емого материала попадают в зону обработки, гд е происход ит их д ис пергирование э лектрической дугой, возникающей между кус ками д испергиру емого материала и э лектродом-инс тру ментом 9. В зону обработки пос тоянно под ается рабочая жидкос ть из сопла 8. Полученный порош ок дис пергируемого материала вымывается рабочей жидкос тью по с ливной с ис теме в бак 11. 5 в Пример конкретного выполнения: Опытная работа провод илась на э лектроконтактной установке, созд анной на базе плос кош ли фовального с танка ЗБ722. В качес тве д испергиру емого материала исполь зовались куски жаропрочного сплава ЖС-6К размерами от 12 х 15 х 20 мм до 30 х 40 х 40 мм. Ку ски д испергиру емого материала засыпались в металлич ескую ванну, на 10 мм 10 заполненную расплавленным оловом, которая затем ох лажд алас ь вод ой и крепилас ь на с толе ус тановки. Дис пергирование проводилос ь при ра-15 бочем напряжении 32... 34 В, рабочем токе 1000...2200 А и при подаче в зону обработки вод ы. Макс имальная глу бина обработки с ос тавила 20 мм. ш ирина дискового э лектродаинс трумента 40 мм. 20 Подача регу лировалась в зависимос ти от рабочего тока в диапазоне 25... 80 мм/с. Наибольш ая производительнос ть, д ос тигну тая в процессе д испергирования сос тави25 ла примерно 2 ку б.с м/с . На фиг. 2 предс тавлен эскиз многоконту рного э лектрод а-инс тру мента 9, сос тоящ его и з тр ех с ек ц и й, э л ек тр и ч ес к и изолированных между собой изоляционны30 ми прокладками 14, и сх ема его под ключения к ис точникам питания 10. 13221 Фиг. 2 Упорядник Замов ленн я 4105 Техред М.Моргентал Коректор М.Керецман Тираж Підписне Державн е п атен тне в ідо мство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акц іонерне товариство "Патент", м. Ужгоро д, вул.Гагар іна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for electroerosion dispersion of metals
Автори англійськоюVelykyi Viktor Ivanovych, Riabov Kostiantyn Illich
Назва патенту російськоюСпособ электроэрозионного диспергирования металлов и устройство для его осуществления
Автори російськоюВеликий Виктор Иванович, Рябов Константин Ильич
МПК / Мітки
МПК: B23H 9/00
Мітки: диспергування, електроерозійного, пристрій, металів, спосіб, здійснення
Код посилання
<a href="https://ua.patents.su/4-13221-sposib-elektroerozijjnogo-disperguvannya-metaliv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного диспергування металів і пристрій для його здійснення</a>
Спосіб здобування металів і сплавів та пристрій для його здійснення
Номер патенту: 2124
Опубліковано: 26.12.1994
Автори: Вернер Леопольд Кепплінгер, Еріх Оттеншлегер
МПК: C22C 33/00, C22B 5/10
Мітки: пристрій, металів, сплавів, здійснення, здобування, спосіб
Формула / Реферат:
1. Способ получения металлов или сплавов, преимущественно ферросплавов, включающий восстановление окислов металлов фракцией 6— 50 мм в восстановительной зоне, образуемой слоем угля, расположенным над жидким расплавом металла и шлака, и вдувание восстановительного газа через этот слой угля, отличающийся тем, что, с целью расширения технологических возможностей, кусковой оксидный материал подают сверху в восстановительную зону, состоящую из...
Пристрій для електроерозійного дисперегування металів у насипному шарі
Номер патенту: 6863
Опубліковано: 31.03.1995
Автор: Фоминський Леонід Павлович
МПК: B22F 9/14
Мітки: електроерозійного, пристрій, шарі, металів, дисперегування, насипному
Формула / Реферат:
1. Устройство для электроэрозионного диспергирования металлов в насыпном слое, содержащее диэлектрический сосуд с отверстием в его донной части для подачи рабочей жидкости, плоские электроды, установленные в сосуде над отверстием, и вертикальную диэлектрическую перегородку между ними, отличающееся тем, что оно снабжено приспособлением для перемещения перегородки вверх и вниз и регулирования высоты превышения ее над краями электродов.2....
Спосіб здобування металів і сплавів і прилад для його здійснення
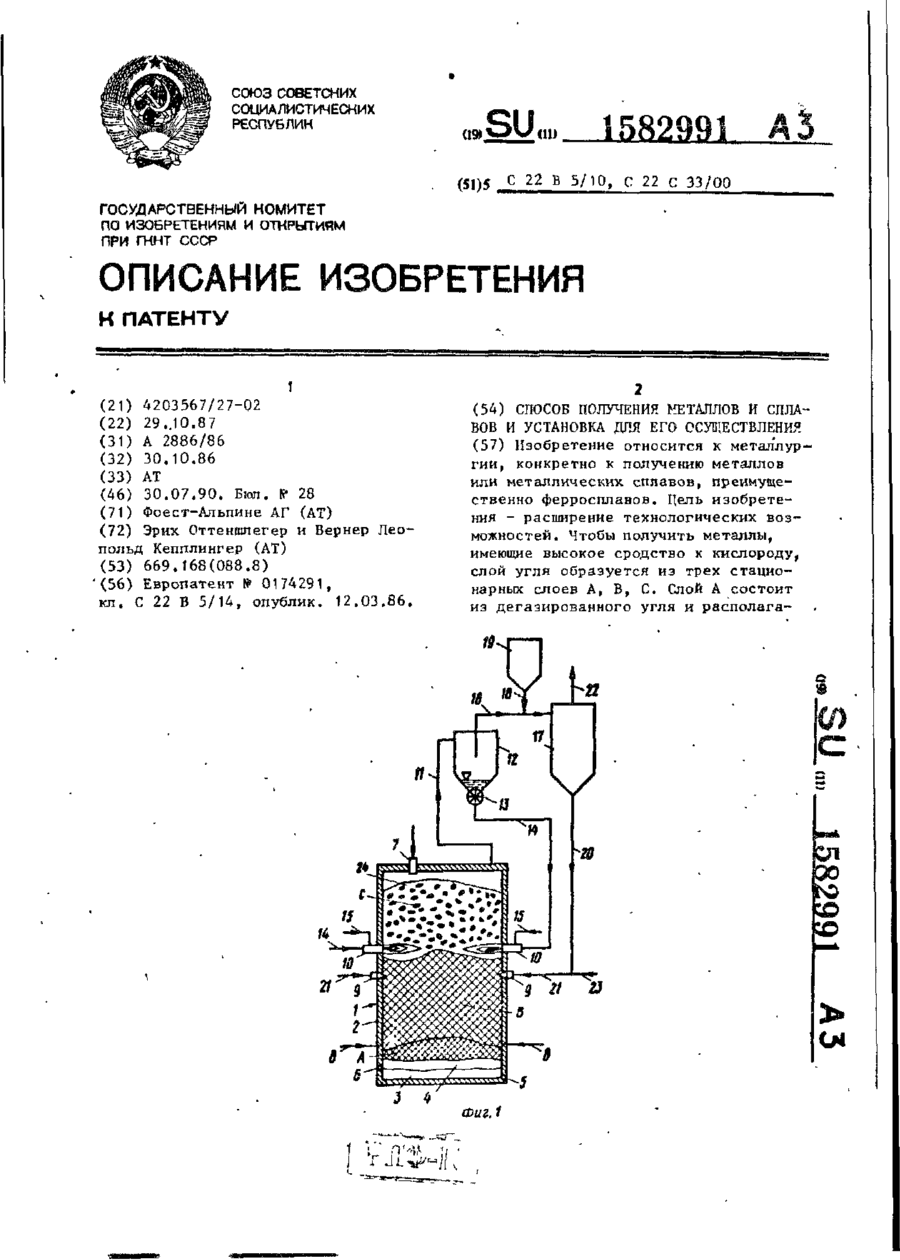
Номер патенту: 2125
Опубліковано: 26.12.1994
Автори: Еріх Оттеншлегер, Вернер Леопольд Кепплінгер
МПК: C22B 5/10, C22C 33/00
Мітки: здобування, прилад, сплавів, металів, здійснення, спосіб
Формула / Реферат:
1. Способ получения металлов и сплавов, преимущественно ферросплавов, включающий восстановление измельченного оксидного материала в восстановительной зоне, содержащей уголь, вдувание в угольный слой кислорода или кислородсодержащего газа, сепарацию частиц угля из отходящих газов и подачу их с кислородом или кислородсодержащим газом в горелки, отличающийся тем, что, с целью расширения технологических возможностей, восстановительная зона по...
Пристрій для електроерозійного розрізання пакета труб
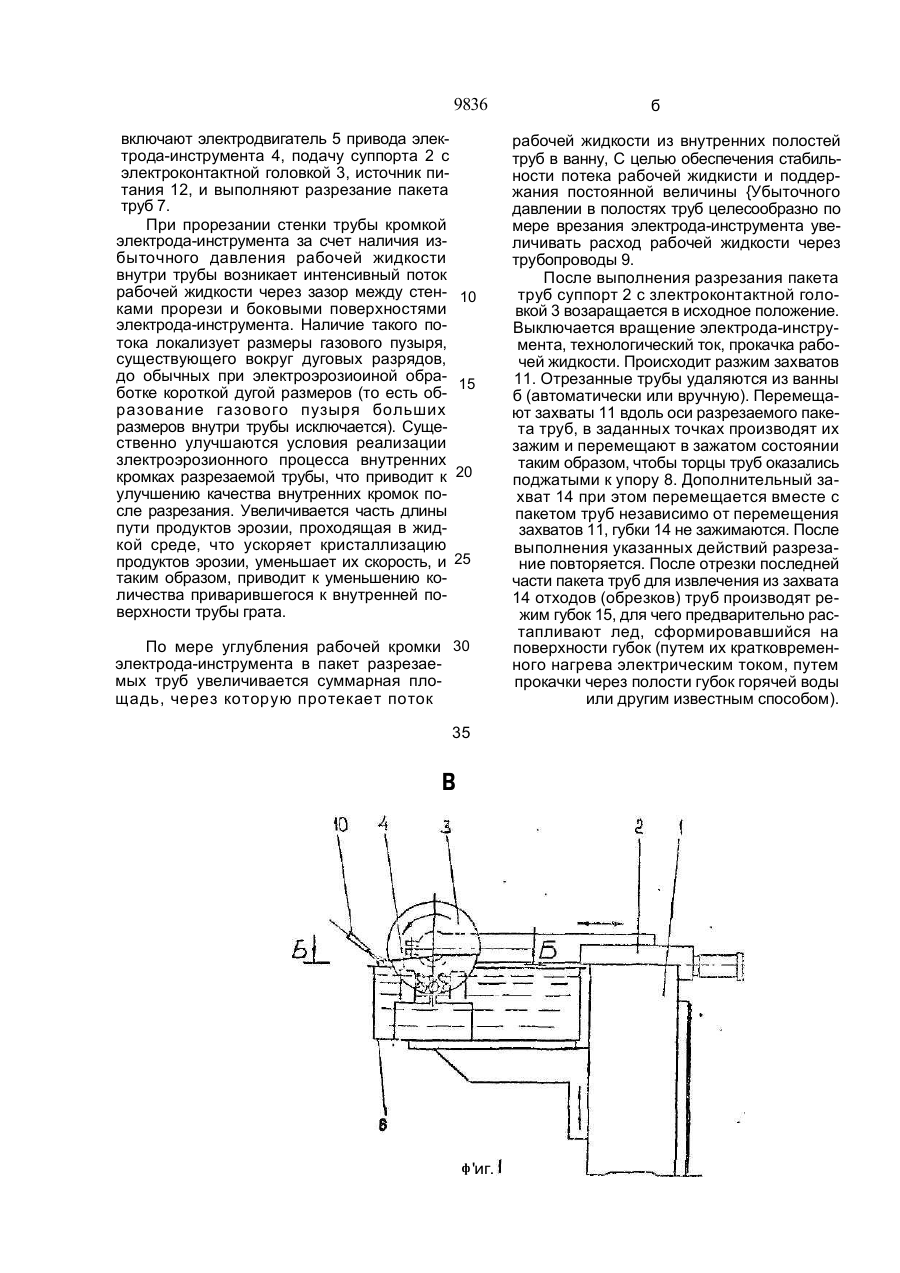
Номер патенту: 9836
Опубліковано: 30.09.1996
Автори: Горулько Володимир Миколайович, Великий Віктор Іванович
МПК: B23H 7/00
Мітки: електроерозійного, розрізання, пристрій, пакета, труб
Формула / Реферат:
(57) Устройство для электроэрозионного разрезания пакета труб, содержащее дисковый электрод - инструмент, привод вращения электрода-инструмента, ванну, систему подачи рабочей жидкости, подвижные захваты, предназначенные для перемещения фиксации заготовок и обеспечения токоподвода к ним, отличающееся тем, что устройство снабжено упором и дополнительным подвижным захватом, расположенными по обе стороны от зоны резания, и системой прокачки...
Пристрій для електроерозійного здобування металевого порошка
Номер патенту: 2746
Опубліковано: 26.12.1994
Автор: Боков Віктор Михайлович
МПК: B22F 9/14
Мітки: здобування, металевого, електроерозійного, порошка, пристрій
Формула / Реферат:
Устройство для электроэрозионного получения металлического порошка, содержащее механизм несоосного вращения трубчатых электродов в противоположных направлениях, механизм встречной осевой подачи электродов и регулятор торцового межэлектродного зазора, отличающееся тем, что, с целью упрощения конструкции и повышения эффективности процесса за счет стабилизации межэлектродного зазора, регулятор выполнен в виде жестких консольно закрепленных...
Попередній патент: Пиловловлювач
Наступний патент: Спосіб одержання нітриду кремнію
Випадковий патент: Електрична бритва з циліндричним ріжучим блоком