Ділянка розливу металу
Номер патенту: 17920
Опубліковано: 16.10.2006
Автори: Власенко Богдан Васильович, Плугатар Віктор Семенович, Петрусенко Віктор Андрійович
Формула / Реферат
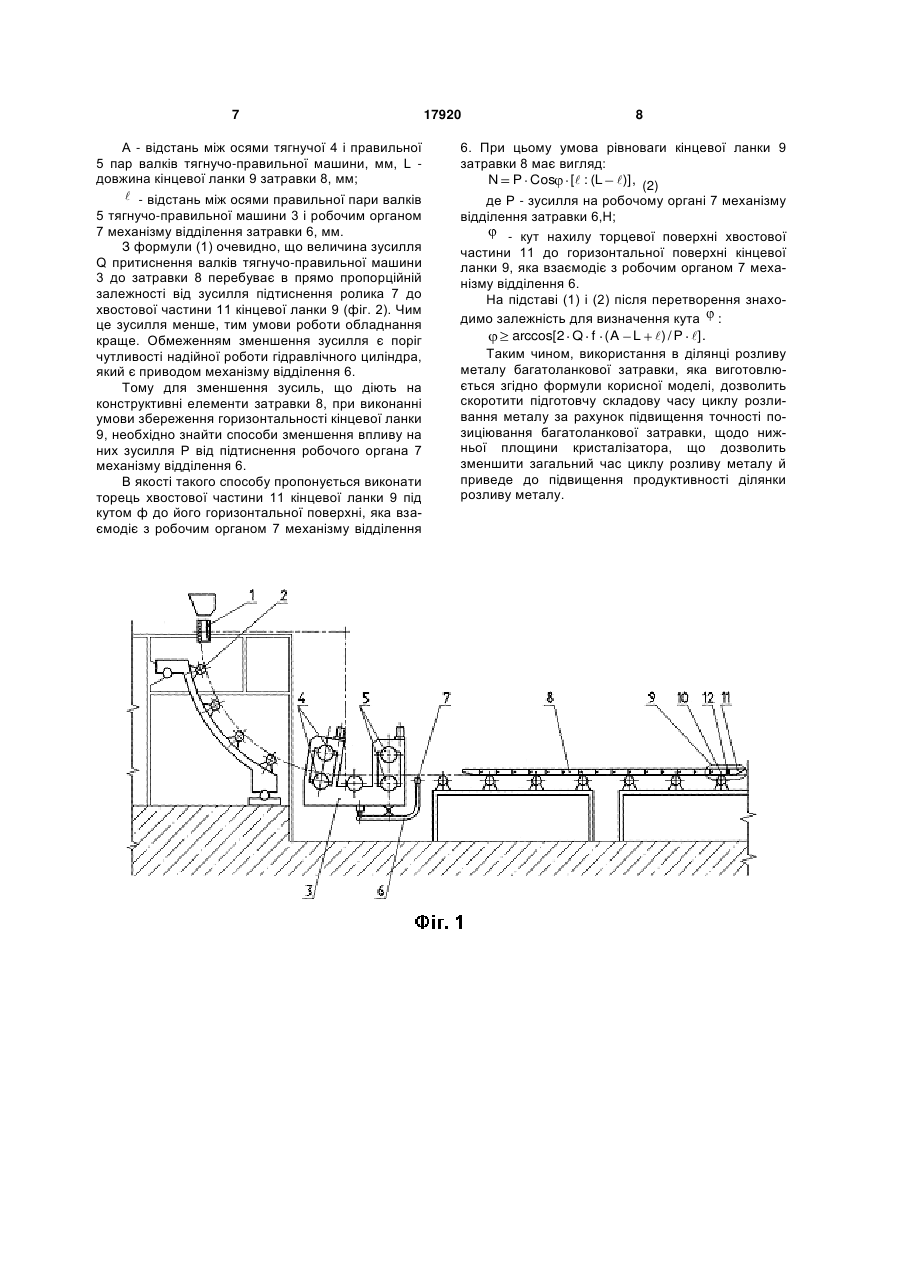
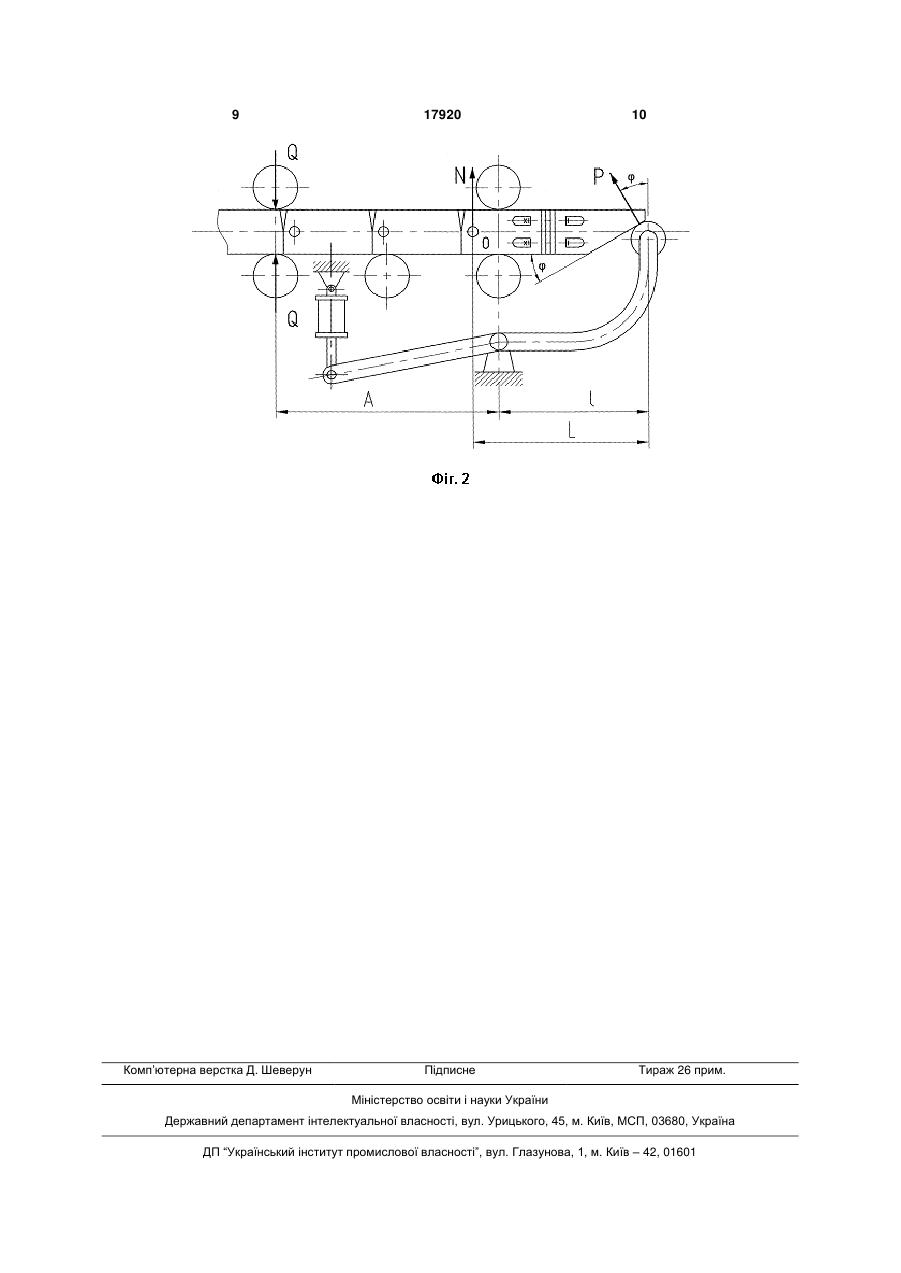
Ділянка розливу металу, що включає кристалізатор, ролики зони вторинного охолодження, тягнучо-правильну машину з парами валків і розташованим за ними механізмом відділення затравки з робочим органом, і багатоланкову затравку, яка відрізняється тим, що кінцева ланка багатоланкової затравки виконана із двох частин, які з'єднані через регулювальні прокладки, а торець хвостової частини кінцевої ланки виконаний під кутом ![]() до її горизонтальної поверхні, яка взаємодіє з робочим органом механізму відділення затравки, при цьому кут
до її горизонтальної поверхні, яка взаємодіє з робочим органом механізму відділення затравки, при цьому кут ![]() визначається за формулою:
визначається за формулою:
![]()
де ![]() - зусилля притиснення затравки валками тягнучо-правильної машини, Н;
- зусилля притиснення затравки валками тягнучо-правильної машини, Н;
![]() - коефіцієнт тертя між валками тягнучо-правильної машини та затравкою;
- коефіцієнт тертя між валками тягнучо-правильної машини та затравкою;
![]() - відстань між осями пар валків тягнучо-правильної машини, мм;
- відстань між осями пар валків тягнучо-правильної машини, мм;
![]() - довжина кінцевої ланки затравки, мм;
- довжина кінцевої ланки затравки, мм;
![]() - зусилля на робочому органі механізму відділення затравки, Н;
- зусилля на робочому органі механізму відділення затравки, Н;
![]() - відстань між осями правильної пари валків тягнучо-правильної машини та робочим органом механізму відділення затравки, мм.
- відстань між осями правильної пари валків тягнучо-правильної машини та робочим органом механізму відділення затравки, мм.
Текст
Ділянка розливу металу, що включає кристалізатор, ролики зони вторинного охолодження, тягнучо-правильну машину з парами валків і розташованим за ними механізмом відділення затравки з робочим органом, і багатоланкову затравку, яка відрізняється тим, що кінцева ланка багатоланкової затравки виконана із двох частин, які з'єднані через регулювальні прокладки, а торець хвостової частини кінцевої ланки виконаний під кутом до її горизонтальної поверхні, яка взає 3 виключати тягнучу машину. Сигналом, який підтверджує досягнення затравкою заданого положення в кристалізаторі є установка робочого органа механізму відділення затравки в торці хвостовій частині затравки. Недоліки прототипу: - нестабільність введення затравки в кристалізатор на задану глибину через передчасний вихід робочого елемента механізму відділення затравки в положення, яке викликає спрацювання апаратури управління на зупинку затравки, що не передбачено технологією підготовки ділянки до роботи; - багаторазові виміри взаємного розташування затравки та кристалізатора, ведуть до збільшення часу підготовки ділянки розливу металу. В основу корисної моделі поставлена задача підвищення продуктивності ділянки розливу металу. Ця задача вирішується за рахунок технічного результату, який полягає в підвищенні точності позиціювання голівки затравки щодо нижньої площини кристалізатора. Для досягнення цього технічного результату на ділянці розливу металу, що включає кристалізатор, ролики зони вторинного охолодження, тягнучу-правильну машину з парами валків і розташованим за ними механізмом відділення затравки з робочим органом, і багатоланкову затравку, відповідно до корисної моделі, кінцева ланка багатоланкової затравки виконана із двох частин, які з'єднані через регулювальні прокладки, а торець хвостової частини кінцевої ланки виконаний під кутом до її горизонтальної поверхні, яка взаємодіє з робочим органом механізму відділення затравки, при цьому кут визначається по формулі: arccos[2 Q f ( A L ) / P ] , де Q - зусилля притиснення затравки валками тягнучо-правильної машини, Н; f - коефіцієнт тертя між валками тягнучоправильної машини та затравкою; А - відстань між осями пар валків тягнучоправильної машини, мм; L - довжина кінцевої ланки затравки, мм; Р - зусилля на робочому органі механізму відділення затравки, Н; - відстань між осями правильної пари валків тягнучо-правильної машини та робочим органом механізма відділення затравки, мм. У результаті порівняльного аналізу ділянки розливу металу, що заявляється із прототипом встановлено, що вони мають загальні ознаки: - кристалізатор; - ролики зони вторинного охолодження; - тягнучо-правильна машина з парами валків; - механізм відділення затравки з робочим органом; - багатоланкова затравка; а також відмінні ознаки: - кінцева ланка багатоланкової затравки виконана із двох частин, з'єднаних через регулювальні прокладки ; - торець хвостової частини кінцевої ланки виконаний під кутом
ДивитисяДодаткова інформація
Назва патенту англійськоюSection of metal casting
Автори англійськоюPluhatar Viktor Semenovych, Vlasenko Bohdan Vasyliovych, Petrusenko Viktor Andriiovych
Назва патенту російськоюУчасток разливки металла
Автори російськоюПлугатар Виктор Семенович, Власенко Богдан Васильевич, Петрусенко Виктор Андреевич
МПК / Мітки
МПК: B22D 11/08
Мітки: металу, ділянка, розливу
Код посилання
<a href="https://ua.patents.su/5-17920-dilyanka-rozlivu-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливу металу</a>
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/12
Мітки: розливу, безперервного, металу, установка
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Пристрій для розливу рідкого металу

Номер патенту: 61735
Опубліковано: 17.11.2003
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: розливу, пристрій, металу, рідкого
Формула / Реферат:
1. Пристрій для розливу рідкого металу, що складається з основи, рами, розташованих на рамі тигля, вогнетривкого блока з порожнистим каналом, індуктора, електромагніта і механізму нахилу, який відрізняється тим, що в зливній частині вогнетривкого блока в напрямку повздовжньої осі пристрою виконано сифон, один кінець якого на ділянці розташування полюсу електромагніта з'єднується з порожниною каналу, а другий - розміщений на рівні донної...
Ділянка розливання металу

Номер патенту: 35969
Опубліковано: 16.04.2001
Автори: Пакін Володимир Арсентійович, Сусь Юрій Васильович, Казаков Олександр Васильович, Плугатар Віктор Семенович, Санжаревський Олег Васильович, Білобров Юрій Миколайович
МПК: B22D 11/10
Мітки: ділянка, металу, розливання
Формула / Реферат:
1. Ділянка розливання металу, яка містить проміжний ківш, стенд для сталеківшів, з'єднаний з двома маніпуляторами, кожний з яких оснащено цапфою та тримачем з опорними елементами для розливних стаканів, яка відрізняється тим, що вона обладнана механізмами гойдання розливних стаканів.2. Ділянка розливання металу по п.1, яка відрізняється тим, що механізми гойдання виконані у вигляді штанги, з'єднаної з тримачем маніпулятора з можливістю...
Установка для розливу металу

Номер патенту: 2494
Опубліковано: 17.05.2004
Автори: Діамантопуло Костянтин Костянтинович, Сердюк Іван Олексійович
МПК: B22D 7/00
Мітки: установка, металу, розливу
Формула / Реферат:
Установка для розливу металу, що містить виливницю з піддоном і додатковою надставкою та ківш, яка відрізняється тим, що внутрішня бокова поверхня ковша виконана еквідистантною до зовнішньої бокової поверхні додаткової надставки.
Ділянка розливання металу
Номер патенту: 35919
Опубліковано: 16.04.2001
Автори: Козаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович, Бабій Сергій Антонович
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Формула / Реферат:
Ділянка розливання металу, яка містить стенд з лагами для сталерозливального ковша, проміжний ковш та маніпулятор для розливного стакана, до складу якого входять цапфа, що несе стояк, розташований з можливістю вертикального переміщення, тримач, оснащений опорним елементом для розливного стакана, яка відрізняється тим, що вона обладнана додатковим маніпулятором та горизонтальними напрямними для цапф маніпуляторів, а тримач кожного з...
Попередній патент: Пристрій для регулювання температури
Наступний патент: Пристрій живлення навантаження
Випадковий патент: Фармацевтична композиція, що містить кристалічну модифікацію гідрохлориду донепезилу, та спосіб отримання з неї комприматів