Кліть для прокатки прецизійного дроту
Номер патенту: 22982
Опубліковано: 05.05.1998
Автори: Попов Євген Григорович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Морозов Рудольф Павлович
Формула / Реферат
Клеть для прокатки прецизионной проволоки, содержащая корпус и смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, отличающаяся тем, что основание крепления подшипников выполнено в виде замкнутого цельного контура с тремя радиальными, равноудаленными по окружности, выступами, причем на каждом прямолинейном участке выступов имеются полуцилиндрические выемки, а подшипники валков закреплены в основании с помощью V-образных планок, при этом каждая планка одновременно контактирует с двумя подшипниками соседних валков.
Текст
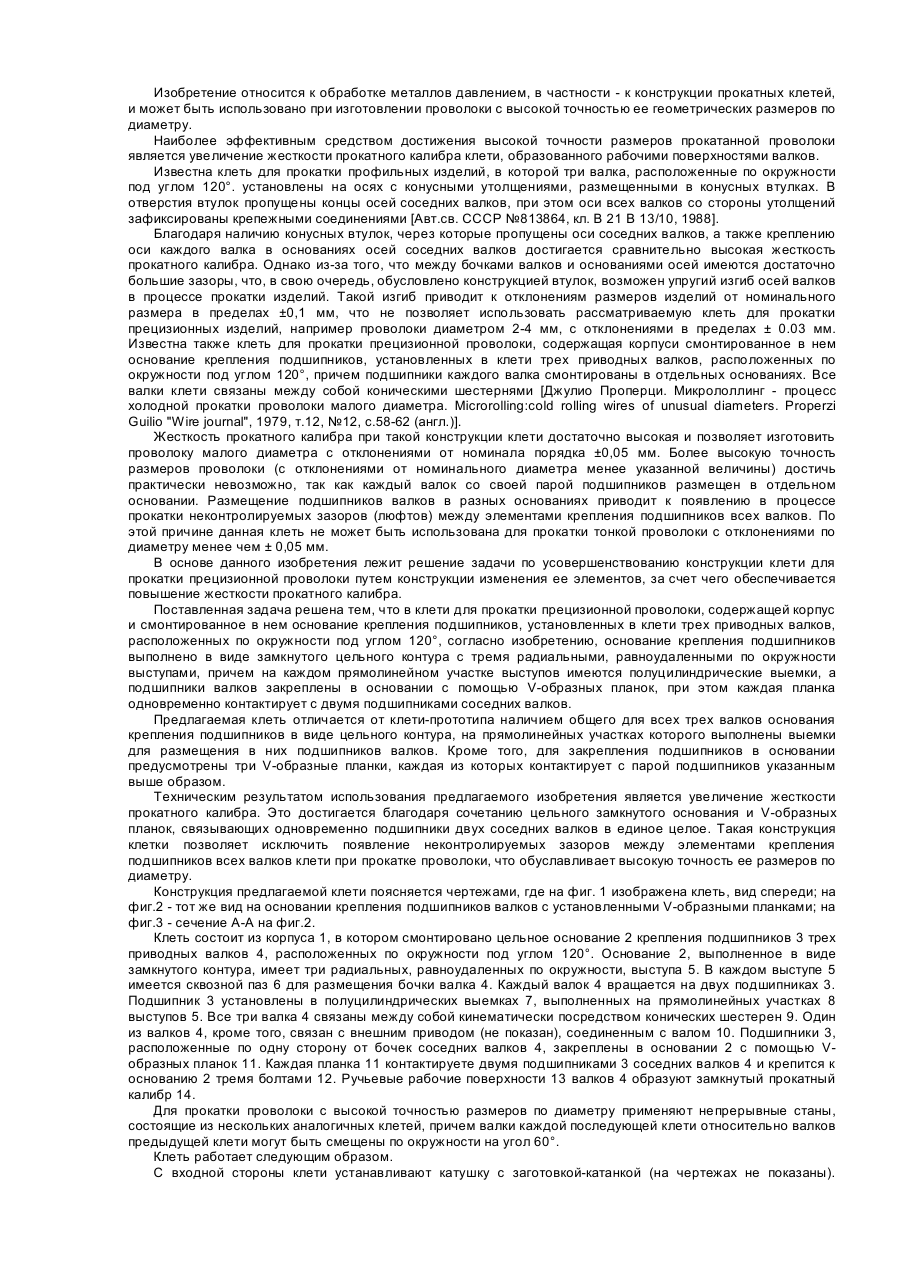
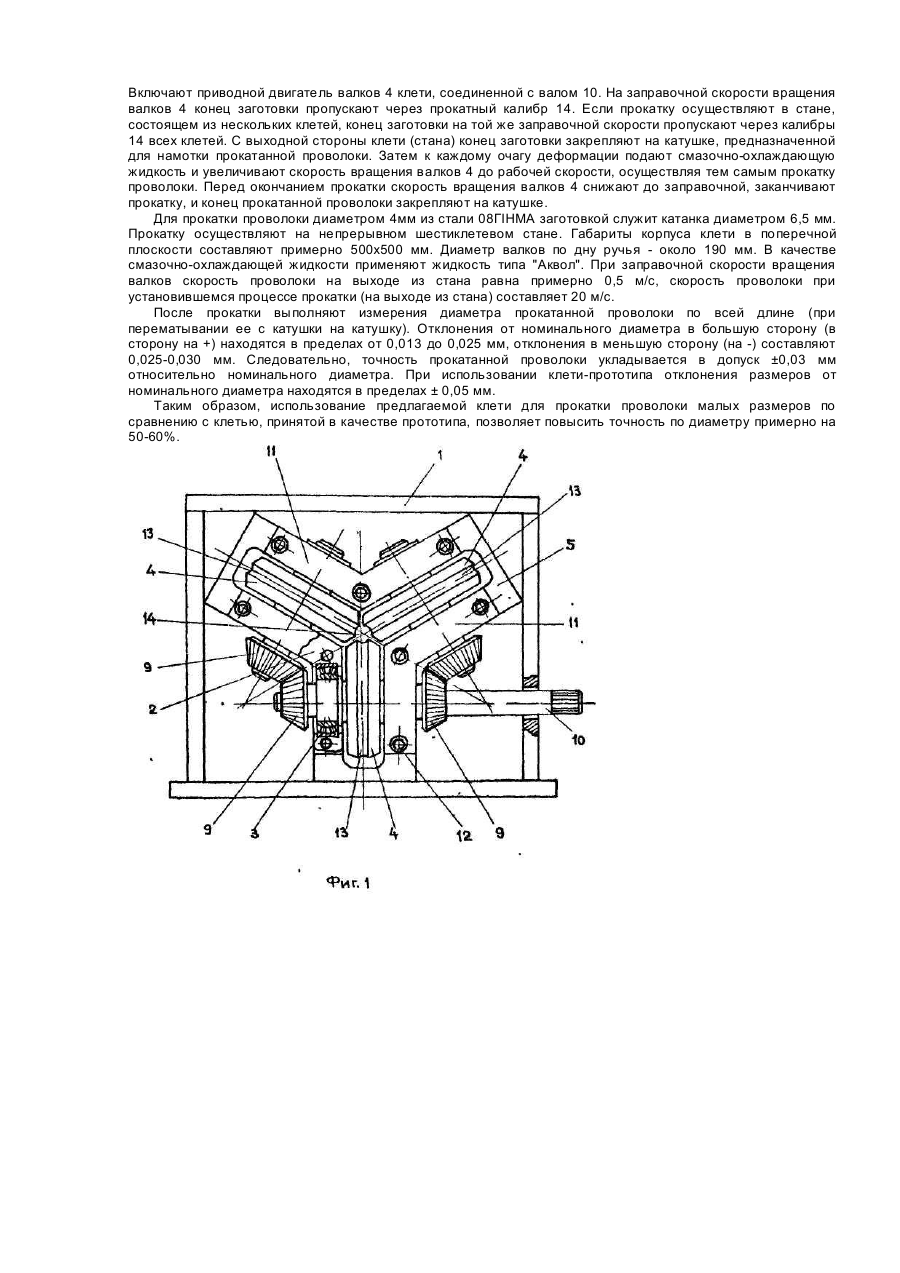
Изобретение относится к обработке металлов давлением, в частности - к конструкции прокатных клетей, и может быть использовано при изготовлении проволоки с высокой точностью ее геометрических размеров по диаметру. Наиболее эффективным средством достижения высокой точности размеров прокатанной проволоки является увеличение жесткости прокатного калибра клети, образованного рабочими поверхностями валков. Известна клеть для прокатки профильных изделий, в которой три валка, расположенные по окружности под углом 120°. установлены на осях с конусными утолщениями, размещенными в конусных втулках. В отверстия втулок пропущены концы осей соседних валков, при этом оси всех валков со стороны утолщений зафиксированы крепежными соединениями [Авт.св. СССР №813864, кл. В 21 В 13/10, 1988]. Благодаря наличию конусных втулок, через которые пропущены оси соседних валков, а также креплению оси каждого валка в основаниях осей соседних валков достигается сравнительно высокая жесткость прокатного калибра. Однако из-за того, что между бочками валков и основаниями осей имеются достаточно большие зазоры, что, в свою очередь, обусловлено конструкцией втулок, возможен упругий изгиб осей валков в процессе прокатки изделий. Такой изгиб приводит к отклонениям размеров изделий от номинального размера в пределах ±0,1 мм, что не позволяет использовать рассматриваемую клеть для прокатки прецизионных изделий, например проволоки диаметром 2-4 мм, с отклонениями в пределах ± 0.03 мм. Известна также клеть для прокатки прецизионной проволоки, содержащая корпуси смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, причем подшипники каждого валка смонтированы в отдельных основаниях. Все валки клети связаны между собой коническими шестернями [Джулио Проперци. Микрололлинг - процесс холодной прокатки проволоки малого диаметра. Microrolling:cold rolling wires of unusual diameters. Properzi Guilio "Wire journal", 1979, т.12, №12, c.58-62 (англ.)]. Жесткость прокатного калибра при такой конструкции клети достаточно высокая и позволяет изготовить проволоку малого диаметра с отклонениями от номинала порядка ±0,05 мм. Более высокую точность размеров проволоки (с отклонениями от номинального диаметра менее указанной величины) достичь практически невозможно, так как каждый валок со своей парой подшипников размещен в отдельном основании. Размещение подшипников валков в разных основаниях приводит к появлению в процессе прокатки неконтролируемых зазоров (люфтов) между элементами крепления подшипников всех валков. По этой причине данная клеть не может быть использована для прокатки тонкой проволоки с отклонениями по диаметру менее чем ± 0,05 мм. В основе данного изобретения лежит решение задачи по усовершенствованию конструкции клети для прокатки прецизионной проволоки путем конструкции изменения ее элементов, за счет чего обеспечивается повышение жесткости прокатного калибра. Поставленная задача решена тем, что в клети для прокатки прецизионной проволоки, содержащей корпус и смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, согласно изобретению, основание крепления подшипников выполнено в виде замкнутого цельного контура с тремя радиальными, равноудаленными по окружности выступами, причем на каждом прямолинейном участке выступов имеются полуцилиндрические выемки, а подшипники валков закреплены в основании с помощью V-образных планок, при этом каждая планка одновременно контактирует с двумя подшипниками соседних валков. Предлагаемая клеть отличается от клети-прототипа наличием общего для всех трех валков основания крепления подшипников в виде цельного контура, на прямолинейных участках которого выполнены выемки для размещения в них подшипников валков. Кроме того, для закрепления подшипников в основании предусмотрены три V-образные планки, каждая из которых контактирует с парой подшипников указанным выше образом. Техническим результатом использования предлагаемого изобретения является увеличение жесткости прокатного калибра. Это достигается благодаря сочетанию цельного замкнутого основания и V-образных планок, связывающих одновременно подшипники двух соседних валков в единое целое. Такая конструкция клетки позволяет исключить появление неконтролируемых зазоров между элементами крепления подшипников всех валков клети при прокатке проволоки, что обуславливает высокую точность ее размеров по диаметру. Конструкция предлагаемой клети поясняется чертежами, где на фиг. 1 изображена клеть, вид спереди; на фиг.2 - тот же вид на основании крепления подшипников валков с установленными V-образными планками; на фиг.3 - сечение А-А на фиг.2. Клеть состоит из корпуса 1, в котором смонтировано цельное основание 2 крепления подшипников 3 трех приводных валков 4, расположенных по окружности под углом 120°. Основание 2, выполненное в виде замкнутого контура, имеет три радиальных, равноудаленных по окружности, выступа 5. В каждом выступе 5 имеется сквозной паз 6 для размещения бочки валка 4. Каждый валок 4 вращается на двух подшипниках 3. Подшипник 3 установлены в полуцилиндрических выемках 7, выполненных на прямолинейных участках 8 выступов 5. Все три валка 4 связаны между собой кинематически посредством конических шестерен 9. Один из валков 4, кроме того, связан с внешним приводом (не показан), соединенным с валом 10. Подшипники 3, расположенные по одну сторону от бочек соседних валков 4, закреплены в основании 2 с помощью Vобразных планок 11. Каждая планка 11 контактируете двумя подшипниками 3 соседних валков 4 и крепится к основанию 2 тремя болтами 12. Ручьевые рабочие поверхности 13 валков 4 образуют замкнутый прокатный калибр 14. Для прокатки проволоки с высокой точностью размеров по диаметру применяют непрерывные станы, состоящие из нескольких аналогичных клетей, причем валки каждой последующей клети относительно валков предыдущей клети могут быть смещены по окружности на угол 60°. Клеть работает следующим образом. С входной стороны клети устанавливают катушку с заготовкой-катанкой (на чертежах не показаны). Включают приводной двигатель валков 4 клети, соединенной с валом 10. На заправочной скорости вращения валков 4 конец заготовки пропускают через прокатный калибр 14. Если прокатку осуществляют в стане, состоящем из нескольких клетей, конец заготовки на той же заправочной скорости пропускают через калибры 14 всех клетей. С выходной стороны клети (стана) конец заготовки закрепляют на катушке, предназначенной для намотки прокатанной проволоки. Затем к каждому очагу деформации подают смазочно-охлаждающую жидкость и увеличивают скорость вращения валков 4 до рабочей скорости, осуществляя тем самым прокатку проволоки. Перед окончанием прокатки скорость вращения валков 4 снижают до заправочной, заканчивают прокатку, и конец прокатанной проволоки закрепляют на катушке. Для прокатки проволоки диаметром 4мм из стали 08ГІНМА заготовкой служит катанка диаметром 6,5 мм. Прокатку осуществляют на непрерывном шестиклетевом стане. Габариты корпуса клети в поперечной плоскости составляют примерно 500x500 мм. Диаметр валков по дну ручья - около 190 мм. В качестве смазочно-охлаждающей жидкости применяют жидкость типа "Аквол". При заправочной скорости вращения валков скорость проволоки на выходе из стана равна примерно 0,5 м/с, скорость проволоки при установившемся процессе прокатки (на выходе из стана) составляет 20 м/с. После прокатки выполняют измерения диаметра прокатанной проволоки по всей длине (при перематывании ее с катушки на катушку). Отклонения от номинального диаметра в большую сторону (в сторону на +) находятся в пределах от 0,013 до 0,025 мм, отклонения в меньшую сторону (на -) составляют 0,025-0,030 мм. Следовательно, точность прокатанной проволоки укладывается в допуск ±0,03 мм относительно номинального диаметра. При использовании клети-прототипа отклонения размеров от номинального диаметра находятся в пределах ± 0,05 мм. Таким образом, использование предлагаемой клети для прокатки проволоки малых размеров по сравнению с клетью, принятой в качестве прототипа, позволяет повысить точность по диаметру примерно на 50-60%.
ДивитисяДодаткова інформація
Автори англійськоюLobanov Oleksandr Ivanovych, Serhieiev Viktor Volodymyrovych, Khaustov Heorhii Yosypovych, Morozov Rudolf Pavlovych, Pravdin Yurii Mykhailovych, Popov Yevhen Hryhorovych, Krylov Mykhailo Yuriiovych
Автори російськоюЛобанов Александр Иванович, Сергеев Виктор Владимирович, Хаустов Георгий Иосифович, Морозов Рудольф Павлович, Правдин Юрий Михайлович, Попов Евгений Григорьевич, Крылов Михаил Юрьевич
МПК / Мітки
МПК: B21B 13/10
Мітки: прецизійного, прокатки, кліть, дроту
Код посилання
<a href="https://ua.patents.su/3-22982-klit-dlya-prokatki-precizijjnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Кліть для прокатки прецизійного дроту</a>
Безперервний стан прокатки дроту
Номер патенту: 17991
Опубліковано: 17.06.1997
Автори: Лобанов Олександр Іванович, Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Морозов Рудольф Павлович
МПК: B21B 1/16
Мітки: прокатки, дроту, стан, безперервний
Формула / Реферат:
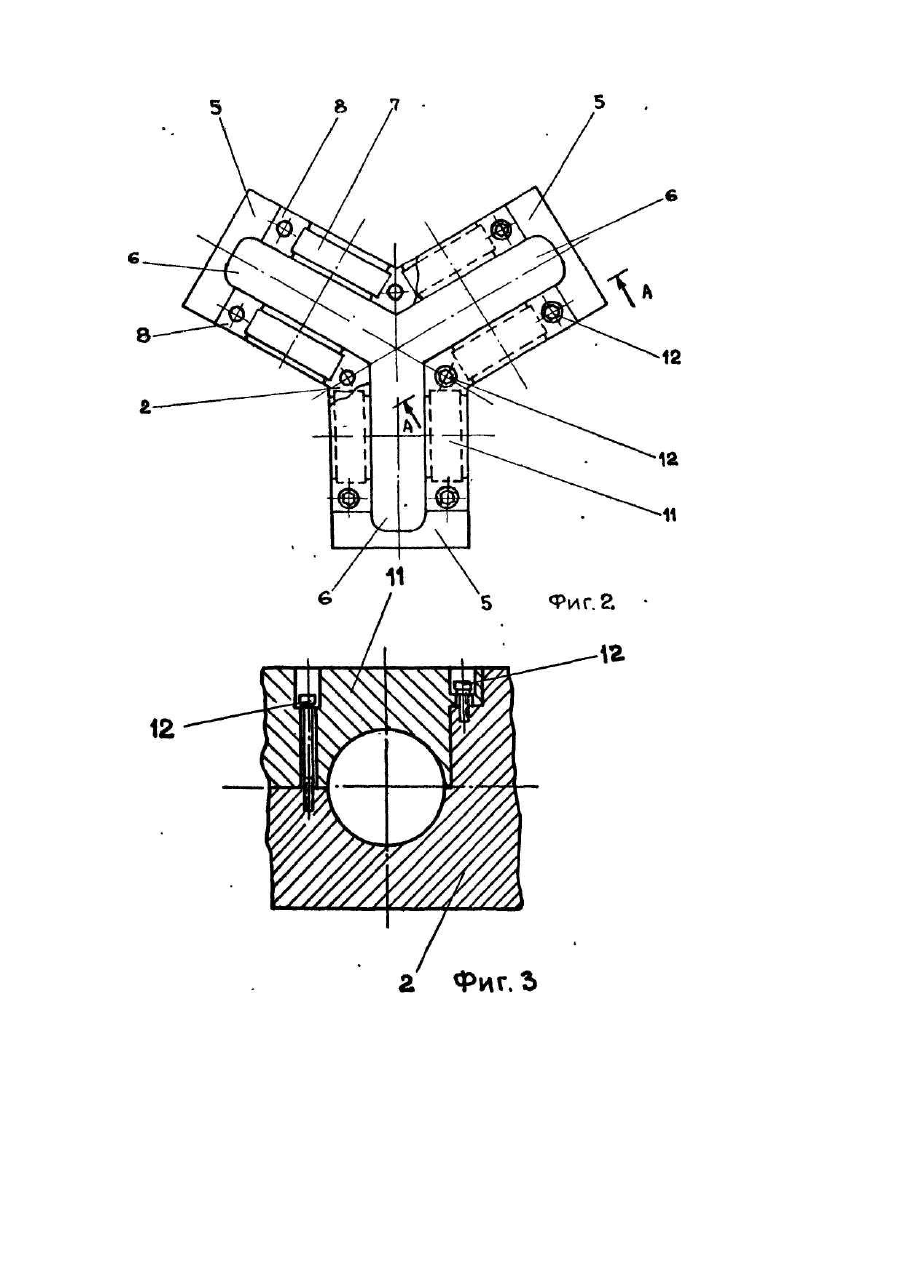
Непрерывный стан для прокатки проволоки, содержащий последовательный ряд трехвалковых клетей, в каждой из которых валки расположены по окружности под углом 120°, валки каждой последующей клети относительно валков предыдущей клети смещены на угол 60°, а валки последней клети ряда образуют круглый калибр, отличающийся тем, что трехвалковые клети, расположенные с входной стороны стана, снабжены комплектами валков, контуры рабочих поверхностей...
Спосіб безперервної прокатки дроту
Номер патенту: 20203
Опубліковано: 15.07.1997
Автори: Шаге Євген Петрович, Крилов Михайло Юрійович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: спосіб, дроту, прокатки, безперервної
Формула / Реферат:
Способ непрерывной прокатки проволоки, включающий многократную деформацию круглой заготовки в клетях с трехвалковыми калибрами, отличающийся тем, что заготовку подвергают холодной деформации при снижении ее величины по ходу процесса прокатки от 18-32% в первой клети до 7-14% в предпоследней клети, а деформацию в последней клети осщуествляют в интервале 2-5%.
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Хаустов Георгій Йосипович, Чуб Анатолій Васильович, Алпатов Євгеній Миколайович, Верещагін Олександр Давидович, Попов Марат Васильович, Більдін Костянтин Михайлович, Ісаков Євген Борисович, Борисенко Юрій Миколайович, Вольфович Георгій Вольфович, Сандульский Борис Степанович, Чеха Віктор Миколайович, Чубарь Алла Георгівна, Островський Ігор Петрович
МПК: B21B 13/18, B21B 21/00
Мітки: прокатки, кліть, пілігримової, стана, труб
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Кліть трьохвалкового стану поперечно-гвинтової прокатки труб

Номер патенту: 19004
Опубліковано: 25.12.1997
Автори: Кущинський Георгій Миколайович, Кірсанов Володимир Михайлович, Вороб'йов Володимир Петрович, Міхальов Станіслав Петрович, Тараканов Володимир Юрійович, Міхєєнко Віктор Дмитрович
МПК: B21B 19/00
Мітки: стану, труб, прокатки, трьохвалкового, поперечно-гвинтової, кліть
Формула / Реферат:
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Чуб Анатолій Васильович, Ісаков Євген Борисович, Алпатов Євген Миколайович, Чубарь Алла Георгівна, Вольфович Георгій Вольфович, Попов Марат Васильович, Борисенко Юрій Миколайович, Островський Ігор Петрович, Більдін Костянтин Михайлович, Чеха Віктор Миколайович, Хаустов Георгій Йосипович, Верещагін Олександр Давидович
МПК: B21B 21/00, B21B 13/18
Мітки: прокатки, пілігримової, труб, стану, кліть
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Попередній патент: Спосіб лікування церебральних рухових дефектів у хворих, що перенесли черепно-мозкову травму
Наступний патент: Пристрій для промивання вовни
Випадковий патент: Спосіб нормалізації функціонального стану організму людини та пристрій для його здійснення