Покриття електродів для ручного дугового зварювання
Номер патенту: 19031
Опубліковано: 15.11.2006
Автори: Явдощин Ігор Романович, Косенко Петро Олексійович, Походня Ігор Костянтинович
Формула / Реферат
1. Покриття електродів для ручного дугового зварювання, що містить рутиловий концентрат, силікати, карбонат кальцію, феросплав на основі марганцю, органічні матеріали та зв'язуюче, яке відрізняється тим, що додатково містить кварцовий пісок, феросплав на основі марганцю додатково містить кремній, а як зв'язуюче застосовують водний розчин калієвмісного силікату при наступному співвідношенні компонентів, мас. %:
рутиловий концентрат
49-54
карбонат кальцію
6-10
силікати
10-19
кварцовий пісок
4-7
феросплави на основі марганцю та кремнію
13-16
органічні матеріали
2-10
зв'язуюче - водний розчин калієвмісного силікату
до маси сухої шихти - 25-30.
2. Покриття електродів для ручного дугового зварювання за п. 1, яке відрізняється тим, що як силікати використовують каолін та польовошпатові матеріали при співвідношенні, мас. %: каолін – 6-9; польовошпатові матеріали – 4-10.
Текст
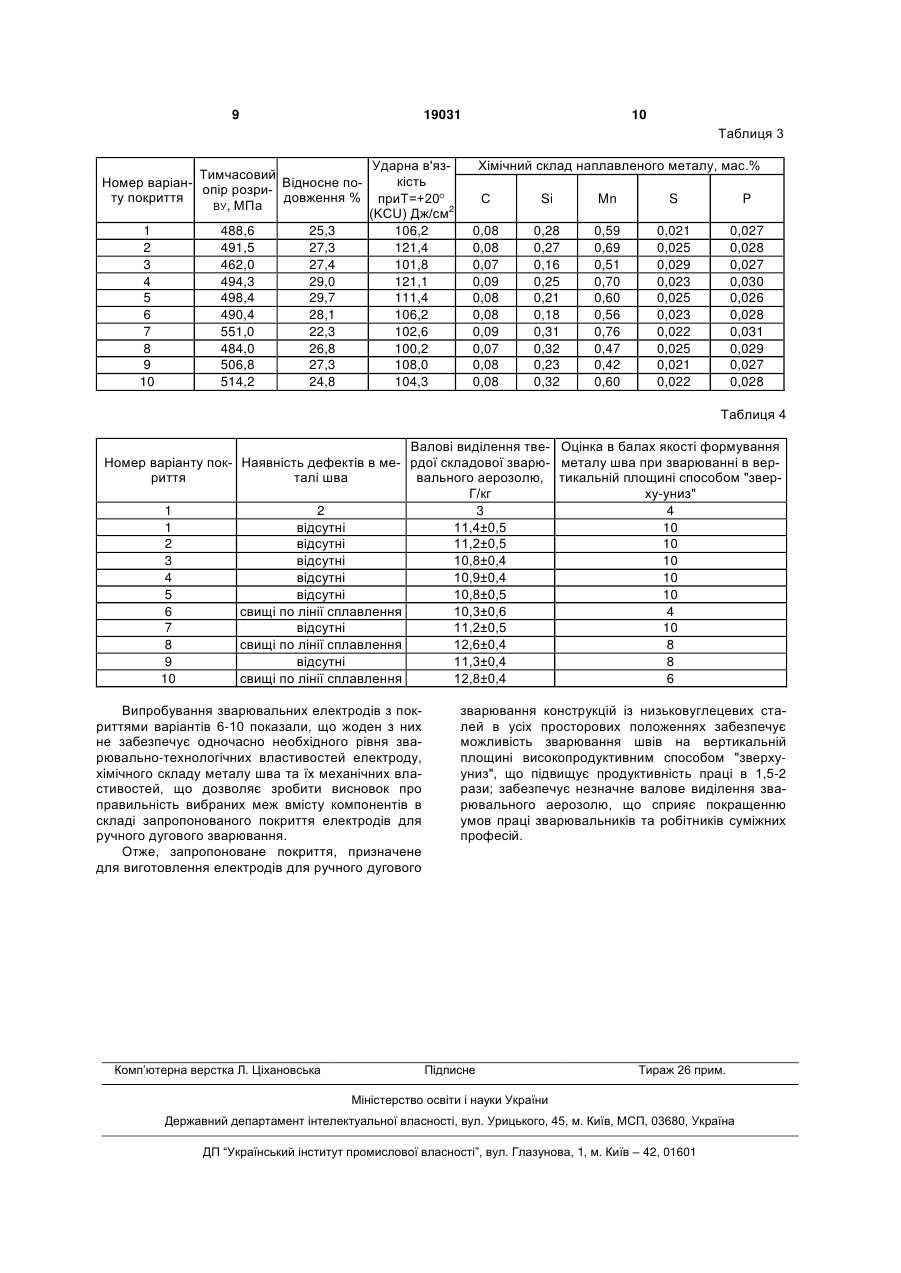
1. Покриття електродів для ручного дугового зварювання, що містить рутиловий концентрат, силікати, карбонат кальцію, феросплав на основі марганцю, органічні матеріали та зв'язуюче, яке відрізняється тим, що додатково містить кварцовий пісок, феросплав на основі марганцю додатково містить кремній, а як зв'язуюче застосовують 3 19031 4 зварюванні конструкцій, покритих іржею, фарбами калієвмісного силікату шихти 25-30 та іншими забрудненнями. Крім того, в якості силікатів використовують Однак, електродом з таким покриттям також каолін та польовошпатові матеріали, при співвіднеможливо виконувати зварювання швів у вертиношенні: каолін - 6...9; польовошпатові матекальній площині високопродуктивним способом ріали - 4...10. „зверху-униз". Цей недолік зумовлений високою Можливість зварювання швів у вертикальній рідкотекучістю шлаку, що утворюється при плавплощині високопродуктивним способом "зверху ленні покриття, внаслідок занадто високого вмісту униз" залежить від фізико-хімічних властивостей у ньому основних оксидів - СаО та MgO, джерелом шлаку (його в'язкості в рідкому стані, залежності яких є мармур та тальк. Це покриття також сприв'язкості від температури, поверхневого натягу чинює виділення підвищеної кількості зварювальрідкого шлаку та таке інше), який утворюється при ного аерозолю, небезпечного для організму зваплавленні покриття. Введення до складу покриття, рювальників та робітників суміжних професій. що пропонується, кварцового піску (SiO2) сприяє Найбільш близьким з аналогів є „Электрод для зменшенню рідкотекучості шлаку, а значна кільсварки низкоуглеродистых сталей и способ его кість рутилового концентрату (ТiO2) робить шлак изготовления" [п. РФ №2120367, В23К35/365, більш „коротким", що створює сприятливі умови публ.20.10.1998], покриття якого містить такі комдля утримання ванни рідкого металу на вертикапоненти: продукт, який містить діоксид титану (зольній площині і забезпечує отримання шва без крема, рутиловий концентрат), тальк, слюду, марпрослаблення. мур, феросплав на основі заліза, марганцю та тиВалові виділення зварювального аерозолю, які тану, целюлозу та сухий залишок зв'язуючого. Цей визначають санітарно-гігієнічні показники електроелектрод забезпечує стабільне горіння дуги, ходів, в значній мірі залежать від складу покриття роше формування металу шва, мале розбризкуелектродів та від режимів зварювання. Чим вище вання металу у процесі зварювання, щільні шви номінальна напруга дуги, тим більші валові видібез пор при зварюванні забрудненого металу та лення аерозолю [Kobayashi М, Maki S., Ohe I., при збільшенні довжини дуги. Factors affecting the amount of fumes generated by Недоліком цього рішення є відсутність можлиmanual metal arc welding. IIW Doc. II-E-211-76, P.22; вості зварювання швів у вертикальній площині Металлургия дуговой сварки. Процессы в дуге и високопродуктивним способом „зверху-униз". Цей плавление электродов. / Под ред. И.К.Походни. – недолік зумовлений досить високим вмістом осноКиев: Наукова думка, 1990. - 224с.]. вних оксидів - СаО та MgO, джерелом яких є марЕлектроди із запропонованим покриттям харамур та тальк, що призводить до високої рідкотекуктеризуються меншою напругою на дузі. Це пов'ячості шлаку, який неможливо утримати в процесі зано з тим, що до складу запропонованого покритзварювання на вертикальній площині. тя введено меншу порівняно з покриттям - найКрім того, високий вміст силікатів, які містять ближчим аналогом кількість силікатів, що містять у значну кількість зв'язаної води (кристалізаційна та своєму складі зв'язану воду (8-9мас.% каоліну у конституційна вода в складі тальку та слюди), призапропонованому покритті проти 18-28мас.% тальзводить до виділення парів води у атмосферу дуги ку та слюди у покритті - найближчому аналогу). у процесі плавлення покриття, які стискують стовп Значна кількість зв'язаної води, як відмічалося дуги. В результаті зростає напруга на дузі, що, в вище, призводить до росту напруги на дузі внаслісвою чергу, призводить до збільшення виділення док стиснення стовпа дуги парами води. зварювального аерозолю. Висока провідність дуги забезпечується також В основу корисної моделі поставлено технічну за рахунок використання як зв'язуючого розчиннозадачу створення такого покриття електроду, яке го калієвмісного рідкого скла. Калій є чудовим станадасть можливість утворювати якісні шви у вербілізатором душ і зменшує величину напруги на тикальній площині високопродуктивним способом дузі. "зверху-униз" та зменшити валові виділення зваВведення до складу запропонованого покритрювального аерозолю. тя кварцового піску підвищує кислотність шлаку, Поставлена задача вирішується тим, що покщо утворюється при його плавленні, завдяки чому риття електродів для ручного дугового зварювантакож зменшуються валові виділення зварювальня, яке містить рутиловий концентрат, силікати, ного аерозолю. карбонат кальцію, феросплав на основі марганцю, Межі вмісту рутилового концентрату органічні матеріали та зв'язуюче, згідно з корис(49...54мас.%) вибрані за умови забезпечення таною моделлю, додатково містить кварцовий пісок, ких фізико-хімічних властивостей шлаку, при яких феросплав на основі марганцю додатково містить можливо виконувати зварювання швів на вертикакремній, а як зв'язуюче застосовують водний розльній площині високопродуктивним способом чин калієвмісного силікату при слідуючому співвід"зверху-униз", а також з метою зменшення валоношенні компонентів, мас.%: вих виділень зварювального аерозолю. При зниРутиловий концентрат -49...54 женні вмісту рутилового концентрату нижче Карбонат кальцію -6...10 49мас.% шлак, що утворюється в процесі зварюСилікати -10...19 вання при плавленні запропонованого електродноКварцовий пісок -4...7 го покриття не досить "короткий", що призводить Феросплави на основі маргадо погіршення формування металу шва. При піднцю та кремнію -13...16 вищенні вмісту рутилового концентрату вище Органічні матеріали -2...10 54мас.% хоча і поліпшується показник валового Зв'язуюче - водний розчин до маси сухої виділення зварювального аерозолю, але при цьо 5 19031 6 му погіршуються властивості шлаку. При цьому Межі вмісту польовошпатових матеріалів процес зварювання швів у вертикальній площині (4...10мас.%) вибрані за умови забезпечення фізиспособом "зверху-униз" стає нестабільним, шлак ко-хімічних властивостей рідкого шлаку, необхідшунтує дуговий проміжок, що призводить до заних для забезпечення високих зварювальношлаковування металу шва. технологічних властивостей електродів із запроМежі вмісту карбонату кальцію (6...10мас.%) понованим покриттям. Польовошпатові матеріали вибрані за умови забезпечення мінімально необмістять до 70% SiO2, 12-17% АІ2О3, до10% К2О. Як хідного рівня газового захисту розплавленого меджерело кислих окислів (SiО2) вони сприяють зметалу від взаємодії з газами оточуючої атмосфери ншенню валових виділень зварювального аерозоазотом та киснем. При плавленні покриття карболю, у вибраному діапазоні концентрацій сприяють нат кальцію дисоціює з утворенням СО2: отриманню шлаку, який показав себе позитивно при зварюванні як на вертикальній площині, так і в CaCO3 CaO CO 2 (1) інших просторових положеннях. При підвищенні Вуглекислий газ, що утворюється, знижує парвмісту польовошпатових матеріалів більше ціальний тиск азоту і кисню в атмосфері дугового 10мас.% шлак в розплавленому стані стає занадто проміжку і завдяки цьому знижує вміст цих газів в в'язким, що призводить до погіршення формуванметалі шва. При зниженні вмісту карбонату кальня металу шва, особливо при зварюванні в вертицію нижче 6мас.% в металі шва підвищується кальній та горизонтальній площинах. Крім того, на вміст кисню і знижується вміст марганцю нижче поверхні металу шва з'являються дефекти типу мінімального рівня, необхідного для забезпечення свищів з причин, які були зазначені вище. механічних властивостей металу шва, що реглаМежі вмісту феросплавів на основі марганцю ментується нормативною документацією для елета кремнію (13...16мас.%) вибрані за умови забезктродів типу E46 згідно ГОСТ 9467. В цьому разі печення оптимального вмісту в наплавленому менеобхідно було б збільшити вміст феромарганцю в талі марганцю (0,50-0,70мас.%) та кремнію (0,15покритті, але це небажано, оскільки призведе до 0,30мас.%), які забезпечують необхідні властивоспогіршення санітарно-гігієнічних показників електті металу шва - тимчасовий опір на розрив 450родів і збільшить їх собівартість. При підвищенні 500МПа, ударну в'язкість KCU при +20°С на рівні вмісту карбонату кальцію більше 10мас.% зростає 100-140Дж/см2 та відносне подовження не нижче рідкотекучість шлаку, що унеможливлює зварю22%. Нижня межа вмісту феросплавів на основі вання вертикальних швів способом "зверху-униз", марганцю та кремнію зумовлена заданими знакрім того, збільшуються валові виділення зварюченнями характеристик міцності та пластичності вального аерозолю. металу шва, верхня межа - значним зростанням Межі вмісту кварцового піску (4...7мас.%) вибміцності та зменшенням пластичності металу шва. рані за умови забезпечення фізико-хімічних власМежі вмісту органічних матеріалів тивостей шлаку, необхідних для виконання звар(2...10мас.%) вибрані за умови: них швів на вертикальній площині способом "звера) забезпечення потоку газів з торця електроху-униз". При зниженні вмісту кварцового піску в ду в сторону ванни рідкого металу та шлаку для її покритті нижче 4мас.% шлак в рідкому стані буде утримання на вертикальній площині; мати незначну в'язкість, тобто буде рідкотекучим, і б) забезпечення високої пластичності обмазуне зможе утримувати на вертикальній площині вальної маси при нанесенні покриття на металеванну рідкого металу при зварюванні способом вий стрижень при виготовленні електродів. "зверху-униз". При підвищенні вмісту кварцового Потік газів з торця електроду утворюється при піску більше 7мас.% на поверхні металу шва з'явнагріванні і плавленні електродного покриття, коли ляються дефекти типу свищів, які є наслідком поорганічні матеріали розкладаються і частково окиганої дегазації металу в зварювальній ванні за слюються з утворенням суміші газів в складі Н2, рахунок розвитку кремній-відновлювального проСО2, СО. Оскільки органічні матеріали, які входять цесу. до складу запропонованого покриття (целюлоза, Межі вмісту каоліну (6...9мас.%) вибрані за карбоксиметилцелюлоза, альгінати) є чудовими умови забезпечення достатнього рівня пластичнопластифікаторами, вони забезпечують високі техсті обмазувальної маси при виготовленні електронологічні властивості обмазувальної маси при надів, оскільки каолін є непоганим пластифікатором. несенні покриття на стрижень, Крім того, він є джерелом постачання водню в меПри зниженні вмісту органічних матеріалів нитал зварювальної ванни, оскільки містить до 14% жче 2мас.% обмазувальна маса не буде достатньо зв'язаної (кристалізаційної) води. Тобто, каолін технологічною при нанесенні покриття на стризабезпечує контрольований вміст водню в металі жень, тобто при виготовленні електродів. При збізварювальної ванни, завдяки чому в металі шва не льшенні вмісту органічних матеріалів більше утворюються пори. При зниженні вмісту каоліну в 10мас.% в металі шва з'являються дефекти типу покритті нижче 6мас.% погіршується пластичність свищів, утворення яких пов'язане з активізацією обмазувальної маси при виготовленні електродів, протікання кремнійвідновлювального процесу в а при зварюванні зростає вірогідність утворення зварювальній ванні за рахунок підвищення парціапор в металі шва. При підвищенні вмісту каоліну льного тиску відновлювальних газів (Н2, СО) в атбільше 9мас.% збільшується розбризкування мемосфері дуги. Збільшення парціального тиску цих талу та погіршується формування металу шва газів призводить до більш активного відновлення внаслідок росту напруги на дузі, що зумовлено кремнію по реакціям (2) та (3): стисненням дуги великою кількістю пари води, які (SiO2 ) H 2 Si H 2 O (2) виділяються з каоліну при плавленні покриття. 7 19031 8 ту з модулем 2,95 та густиною 1,44г/см3. Кількість (SiO2 ) CO Si CO 2 (3) зв'язуючого в обмазувальній масі в залежності від Таким чином, перелічені суттєві ознаки та зв'яїї складу коливалась в межах 25...30мас.%. Електзок між ними дозволяють досягти очікуваний техроди після виготовлення сушили при температурі нічний результат. 115±5 С протягом 1, 5 години. Експериментальна перевірка покриття, що заСклад покриття наведено в таблиці 1, причому являється, виконувалась таким чином. На стрижні варіанти 1-5 містять компоненти в кількості, що із зварювального дроту марки Св-08А за ГОСТом заявляються формулою корисної моделі, а варіан2246-70 діаметром 4,0мм наносили покриття. При ти 6-10 містять компоненти в кількості, що вихоприготуванні обмазувальної маси використовувадить за межі, вказані у формулі. ли зв'язуюче - водний розчин калієвмісного силікаТаблиця 1 Номер варіанту покРутиловий риття Карбонат конценткальцію Вміст компоненту, рат мас.% 1 54 7 2 49 6 3 52 6 4 53 8 5 50 10 6 55 6 7 48 10 8 53 8 9 52 5 10 51 11 Каолін У процесі виготовлення всіх варіантів електродів фіксували стабільність витікання обмазувальної маси з головки електродообмазувального пресу, наявність чи відсутність дефектів в електродному покритті. Після сушки вимірювали товщину покриття, оцінювали зварювально-технологічні властивості електродів при зварюванні в різних просторових положеннях. Зварювання швів у вертикальній 6 7 10 7 9 10 8 6 10 7 ФероспПольовошпаКварцовий лав на ос- Органічні тові матеріапісок нові марг. матеріали ли та кремнію 6 4 13 10 10 5 15 8 10 7 13 2 6 4 16 6 4 6 14 7 11 4 13 1 7 4 17 6 5 5 12 11 9 3 14 7 4 8 14 5 площині виконували як традиційним способом "знизу-уверх" так і високопродуктивним способом " зверху-униз". В ході випробовувань оцінювали формування металу шва, наявність дефектів як на поверхні металу швів, так і в площині злому при руйнуванні швів. Оцінка формування металу шва виконувалась в балах, як наведено в таблиці 2. Таблиця 2. Опис характеру формування 1 Шлак не заважає процесу зварювання, шов гладкий, повний, без послаблення Шлак не заважає процесу зварювання, шов гладкий, але послаблений Шлак накопичується над електродом і періодично проривається вниз через дуговий проміжок Шлак заважає веденню стабільного процесу зварювання, безперервно стікає вниз, зашлаковує метал шва Механічні властивості металу шва оцінювали згідно з вимогами ГОСТ 9466-75 по показникам тимчасового опору на розрив, відносного подовження, які визначали на зразках типу II за ГОСТом 6996 при випробуваннях на статичний розтяг при температурі +20°С, а також по величині ударної в'язкості, яка визначалась при випробуваннях на ударний згин зразків типу VI за ГОСТом 6996 (надріз по Менаже) при температурі +20°С. Хімічний склад наплавленого металу визначали згідно з вимогами ГОСТ 9466-75. Всі випробування проводили при зварюванні змінним струмом. Сила зварювального струму коливалась в межах 140 -190 А. Оцінка в балах 2 10 6 4 0 Валові виділення зварювального аерозолю визначали методом повної фільтрації диму, який утворюється при зварюванні. В якості фільтра використовували тканину Петрянова. Як видно з результатів випробувань зварювальні електроди з покриттями варіантів 1-5 забезпечують заданий рівень хімічного складу та механічних властивостей металу шва (див. таблицю 3 ), задовільні зварювально-технологічні властивості електродів, в тому числі можливість зварювання швів на вертикальній площині методом "зверхууниз", низький рівень валових виділень зварювального аерозолю (див. таблицю 4). 9 19031 10 Таблиця 3 Тимчасовий Номер варіанВідносне поопір розриту покриття довження % ВУ, МПа 1 2 3 4 5 6 7 8 9 10 488,6 491,5 462,0 494,3 498,4 490,4 551,0 484,0 506,8 514,2 25,3 27,3 27,4 29,0 29,7 28,1 22,3 26,8 27,3 24,8 Ударна в'язкість приТ=+20 (KCU) Дж/см2 106,2 121,4 101,8 121,1 111,4 106,2 102,6 100,2 108,0 104,3 Хімічний склад наплавленого металу, мас.% С Si Mn S P 0,08 0,08 0,07 0,09 0,08 0,08 0,09 0,07 0,08 0,08 0,28 0,27 0,16 0,25 0,21 0,18 0,31 0,32 0,23 0,32 0,59 0,69 0,51 0,70 0,60 0,56 0,76 0,47 0,42 0,60 0,021 0,025 0,029 0,023 0,025 0,023 0,022 0,025 0,021 0,022 0,027 0,028 0,027 0,030 0,026 0,028 0,031 0,029 0,027 0,028 Таблиця 4 Валові виділення тве- Оцінка в балах якості формування Номер варіанту пок- Наявність дефектів в ме- рдої складової зварю- металу шва при зварюванні в верриття талі шва вального аерозолю, тикальній площині способом "зверГ/кг ху-униз" 1 2 3 4 1 відсутні 11,4±0,5 10 2 відсутні 11,2±0,5 10 3 відсутні 10,8±0,4 10 4 відсутні 10,9±0,4 10 5 відсутні 10,8±0,5 10 6 свищі по лінії сплавлення 10,3±0,6 4 7 відсутні 11,2±0,5 10 8 свищі по лінії сплавлення 12,6±0,4 8 9 відсутні 11,3±0,4 8 10 свищі по лінії сплавлення 12,8±0,4 6 Випробування зварювальних електродів з покриттями варіантів 6-10 показали, що жоден з них не забезпечує одночасно необхідного рівня зварювально-технологічних властивостей електроду, хімічного складу металу шва та їх механічних властивостей, що дозволяє зробити висновок про правильність вибраних меж вмісту компонентів в складі запропонованого покриття електродів для ручного дугового зварювання. Отже, запропоноване покриття, призначене для виготовлення електродів для ручного дугового Комп’ютерна верстка Л. Ціхановська зварювання конструкцій із низьковуглецевих сталей в усіх просторових положеннях забезпечує можливість зварювання швів на вертикальній площині високопродуктивним способом "зверхууниз", що підвищує продуктивність праці в 1,5-2 рази; забезпечує незначне валове виділення зварювального аерозолю, що сприяє покращенню умов праці зварювальників та робітників суміжних професій. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCoating of electrodes for manual arc welding
Автори англійськоюYavdoschyn Ihor Romanovych, Kosenko Petro Oleksiiovych, Pokhodnia Ihor Kostiantynovych
Назва патенту російськоюПокрытие электродов для ручной дуговой сварки
Автори російськоюЯвдощин Игорь Романович, Косенко Петр Алексеевич, Походня Игорь Константинович
МПК / Мітки
МПК: B23K 35/365
Мітки: покриття, електродів, ручного, дугового, зварювання
Код посилання
<a href="https://ua.patents.su/5-19031-pokrittya-elektrodiv-dlya-ruchnogo-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Покриття електродів для ручного дугового зварювання</a>
Електродотримач для ручного дугового зварювання

Номер патенту: 24280
Опубліковано: 15.04.2002
Автори: Виногреєв Василь Миколайович, Луценко Віктор Олександрович, Виногреєва Євгенія Іванівна
МПК: H01R 4/38, B23K 9/28, F16B 2/20
Мітки: електродотримач, ручного, дугового, зварювання
Формула / Реферат:
1. Электрододержатель для ручной дуговой сварки, содержащий фиксирующую втулку, закрепленную посредством резьбового соединения на смонтированном в рукоятке токоподводящем стержне, имеющем паз под электрод, отличающийся тем, что в токоподводящем стержне размещен винт, выходящий торцом в паз, одна из боковых стенок которого по высоте выполнена со скосом, нижняя - наклонно, а верхняя под прямым углом к оси электрододержателя.2....
Електродотримач для ручного дугового зварювання
Номер патенту: 1204
Опубліковано: 30.12.1993
Автори: Кіперник Єфим Григорович, Гофман Юхим Давидовіч, Яковцев Лев Михайлович, Онищенко Анатолій Васильович, Карпов Олег Петрович
МПК: B23K 9/28
Мітки: електродотримач, дугового, ручного, зварювання
Формула / Реферат:
Формула изобретения1.Электрододержатель для ручной дуговой сварки, содержащий подпружиненный зажимной механизм для электрода с установленными на нем рычажными рукоятками из электроизоляционного материала и губками для захвата электрода и кабель для подвода сварочного тока к губкам, отличающийся тем, что, с целью уменьшения массы электрододержателя и упрощения его конструкции, зажимной механизм выполнен в виде V-образной упругой...
Електродотримач для ручного дугового зварювання
Номер патенту: 4168
Опубліковано: 27.12.1994
Автори: Королевський Констянтин Юрійович, Виногрєєв Василь Миколайович
МПК: B23K 9/28
Мітки: ручного, електродотримач, дугового, зварювання
Формула / Реферат:
Электрододержатель для ручной дуговой сварки, содержащий цилиндрический корпус с фигурным пазом под электрод и расположенный внутри корпуса поворотный токоподводящий стержень со сквозным продольным пазом под электрод, отличающийся тем, что фигурный паз в корпусе выполнен С-образным с углублением в рабочей части, а токоподводящий стержень установлен с возможностью осевого перемещения и подпружинен относительно корпуса.
Електродотримач для ручного дугового зварювання з відсмоктуванням газів

Номер патенту: 2185
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/29
Мітки: дугового, відсмоктуванням, газів, ручного, зварювання, електродотримач
Формула / Реферат:
Электрододержатель для ручной дуговой сварки с отсосом газов, содержащий трубчатый корпус с газоотводящим каналом, токоподводом и узлом фиксации электрода, выполненным в виде втулки, смонтированной на трубчатом корпусе, и поворотного колпачка, размещенного на втулке, отличающийся тем, что, с целью упрощения конструкции и повышения эффективности отсоса газов за счет увеличения пропускной способности газоотводящего канала корпуса, на наружной...
Покриття зварювальних електродів
Номер патенту: 62971
Опубліковано: 15.01.2004
Автори: Зражевський Вячеслав Іванович, Богаєвський Олексій Леонідович, Сорока Петро Гнатович, Чертилін Олексій Едуардович, Шишков Микола Іванович, Гайворонський Григорій Дмитрович
МПК: B23K 35/36
Мітки: електродів, зварювальних, покриття
Формула / Реферат:
Покриття зварювальних електродів, яке містить мармур, рутил, феромарганець, пластифікатор, тальк і каолін, яке відрізняється тим, що воно як пластифікатор має соняшникове лушпиння з розміром частинок менше 300 мкм при наступних співвідношеннях, % (мас.): CaCO3 8-22 ТіО2 42-60 FеМn 11,5-17,5 соняшникове лушпиння ...
Попередній патент: Віброградирня
Наступний патент: Система автоматизованого керування виробництвом товарної продукції
Випадковий патент: Пристрій для закупорювання скляних банок металевими кришками